
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
121 - 130 / 1,149
異材接合方法
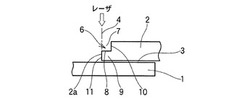
【課題】アルミニウム合金材の厚さtが1mm以上となった、効率の良い施工条件下のレーザ溶接で、ビード部のミクロ割れ防止と、界面での鋼とアルミの反応層の抑制やアルミの溶け込みの確保などを両立させて、高い接合強度の異材接合継手を得ることができる異材接合方法を提供することにある。
【解決手段】特定厚さアルミニウム合金材2を鋼材1上に重ねた継手を形成し、前記アルミニウム合金材2の端部2aを溶接線4として、効率的なレーザ溶接条件にて線接合する異材接合方法において、前記アルミニウム合金材2の端部2aに開先6を設け、この開先6の形状を上側が略断面矩形7に切り欠かれた段8を有するものとし、この段8の高さ位置c、長さa、上側9と下側10との立ち上がり角度が各々特定の範囲となるようにする。
(もっと読む)
ケースの溶接方法

【課題】 クリアランスがある蓋およびケース本体に対して溶接用のレーザ光を同時に照射すると、レーザ光の一部がクリアランスを通過し、溶接に用いられない。
【解決手段】 対象物(20)を収容するケース本体(11)の開口部(11a)の内側に、開口部に対してクリアランス(CL)を設けた状態で蓋(12)を配置するステップを有する。蓋の外縁および開口部の一方を、第1レーザ光の照射によって溶融させるステップと、蓋の外縁および開口部の他方を、第2レーザ光の照射によって溶融させて、一方の溶融部分と接触させるステップとを有する。溶融状態にある蓋の外縁および開口部を、第3レーザ光の照射によって更に溶融させるステップを有する。
(もっと読む)
レーザ溶接装置
【課題】駆動源の数を従来よりも少なくすることにより小型化及び低コスト化を図ると共に、ワークの寸法公差等が大きい場合でも円形状又は多角形状の溶接対象部を確実に溶接することができるレーザ溶接装置を提供する。
【解決手段】レーザ溶接装置14は、バスバー36とバスバー36に形成された孔部42、44、46に挿入された端子30、32の溶接対象部160にレーザ発振器60から第1レーザヘッド68に導かれたレーザ光12を照射する。第1レーザヘッド68は、ファイバ支持管88を介してレーザヘッド本体86に対して回転可能に設けられた支持部材110と、支持部材110を回転する回転モータ112と、支持部材110に軸支された支軸120、122に固着されたミラー92と、回転モータ112の駆動力を利用してミラー92を支軸122の周方向に揺動する角度変更機構96とを有する。
(もっと読む)
溶接材料におけるビード領域の画像を取り込むための装置
【課題】本発明の目的は、溶接プロセスの前半部分及び後半部分の全体において、ビード領域の穴欠陥の判定に用いることができる画像を取り込むことが可能な装置を提供することにある。
【解決手段】本発明の装置1は、レーザ照射部3と、レーザ照射制御部4と、モニタ部5と、記憶部6と、画像取込部7とを備え、レーザ照射制御部4には、溶接開始点Bから溶接終了点Cまでの本溶接部分の情報と、溶接開始点Bに近接した位置にある予備溶接部分の情報とが設定されており、レーザ照射部3は、溶接開始点Bから溶接を開始する前に、予備溶接部分を溶接用レーザによって照射するように構成され、画像取込部7が、溶接開始点Bから溶接終了点Cまでのビード領域の画像を取得するようになっている。
(もっと読む)
レーザ接合方法および接合部品
【課題】2つの素材を、熱影響を最小限にしながら十分な強度を有するレーザ接合方法を提供すること。
【解決手段】第1および第2の素材(V1,V2)を重ね合わせ、第1の素材(V1)側から第1の素材(V1)の表面にレーザ光(103)を照射させることで、両素材(V1,V2)を接合する際、第1および第2の素材(V1,V2)との重ね合せ部に対して、レーザ光(103)を移動させながら間欠的に照射させることで第1の素材(V1)の表面に溶接ビード(1)を形成し、かつ、溶接ビード(1)の長さは、徐々に短く形成することで解決できる。
(もっと読む)
レーザ溶接装置
【課題】電池容器における溶接クレータ部の残存を抑制可能なレーザ溶接装置を提供する。
【解決手段】本発明のレーザ溶接装置50は、電池容器2aの溶接対象部44aに溶接を施すレーザ溶接装置である。電池容器2aにレーザ光Lを照射可能なレーザ溶接機60と、レーザ溶接機60から電池容器2aにレーザ光Lが照射されるときに、電池容器2aの表面におけるレーザ光Lの照射位置からレーザ溶接機60の焦点位置までの距離が、溶接対象部44aのうちで溶接の終端を含む所定の領域内で終端に向うにつれて増加するように、照射位置と焦点位置との相対位置を調整する位置調整部52と、を備える。
(もっと読む)
レーザ溶接方法及びレーザ溶接装置
【課題】レーザ光を常時開先に沿わせ得るレーザ溶接方法及びレーザ溶接装置を提供する。
【解決手段】溶接用レーザ光Lwを照射しつつ開先Waに沿って移動する溶接用レーザヘッド3と、これとともに移動して前方に開先Waを跨ぐ先行レーザスポットLSf及び倣いレーザスポットLSrを形成する開先検出用レーザヘッド9と、両スポットLSf,LSrを撮影するカメラ11,12と、両カメラ11,12の各画像を処理する画像処理部13と、倣いカメラ12の画像からの開先位置情報により溶接用レーザヘッド3を開先Waに倣って移動させると共に、先行レーザスポットLSfの開先非検出部N通過時には、開先非検出部Nのスタート位置Ns及びエンド位置Neでの先行カメラ11の画像から得られる開先非検出部Nでの開先情報を保存し、倣いレーザスポットLSrの開先非検出部N通過時には、保存した開先情報により溶接用レーザヘッド3を移動させる制御部4を備えた。
(もっと読む)
中空エンジンバルブの溶接方法
【課題】溶接部の品質を向上させることができる中空エンジンバルブの溶接方法を提供する。
【解決手段】一端に傘形形状を有する中空軸状の弁傘部材11と軸状の軸端封止部材12とを互いに溶接することにより得られる中空エンジンバルブの溶接方法において、弁傘部材11における中空軸部11bの端面21と軸端封止部材12の端面31とを突き合わせることにより形成される溶接部に、弁傘部材11及び軸端封止部材12の軸心に対して点対称となる2方向から同時に電子ビームEを照射すると共に、突き合わされた弁傘部材11及び前記軸端封止部材12をその軸心周りに回転させることにより、弁傘部材11と軸端封止部材12とを溶接する。
(もっと読む)
レーザ溶接方法
【課題】生産性を向上できるレーザ溶接方法を提供する。
【解決手段】表面処理が行われてめっき層W2・W2が形成される各ワークW・Wを重ね合わせ、各ワークW・Wの溶接形状に沿って走査するレーザ11を各ワークW・Wに照射することで、各ワークW・Wを溶融させるとともにめっき層W2・W2を気化させて、各ワークW・Wを接合するレーザ溶接方法であって、溶接形状に沿ったレーザ11照射後に、各ワークW・Wの溶融部W3の範囲内を走査するレーザ12・13を各ワークW・Wに照射する第一工程と、レーザ12・13照射後に、レーザ12・13の走査軌跡12L・13Lの範囲内を走査するレーザ14・15を各ワークW・Wに照射する第二工程と、を行う。
(もっと読む)
溶接金属部の靭性に優れたレーザビーム溶接継手
【課題】引張強度が780MPa以上の鋼材で溶接金属部の引張強度が780MPa以上、且つ靭性に優れたレーザビーム溶接継手を提供する。
【解決手段】溶接金属が、mass%で、C:0.02〜0.14%、Ti:0.006〜0.05%、Al:0.02%以下、B:0.001%以下、O:0.02〜0.05%、C:0.14%以下、Ti:0.05%以下、Al:0.02%以下、B:0.001%以下、O:0.02%以上、Ceq(=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%))が0.33〜0.53%の組成と、面積率で40%以上のアシキュラーフェライト相を含むミクロ組織を有し、レーザビーム溶接のシールドガスとして酸素供給ガスを含有するガスを用いたレーザビーム溶接継手。
(もっと読む)
121 - 130 / 1,149
[ Back to top ]