
電池の製造方法及び電池
【課題】薄めの板材にて電池筐体の缶体や蓋体を構成する場合でも、溶接作業における溶加材の流出を効果的に防止できるようにする。
【解決手段】金属板にて有底筒状に形成された缶体1の開放面側の端部に、金属板にて平板状に形成された蓋体2の端部を溶接して電池筐体BCを作製する電池の製造方法において、缶体1の開放面側の端部と蓋体2の端部との接合部において、夫々の先端から設定距離離れた位置で缶体1と蓋体2とが接触し、且つ、その接触部分から先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間するように、前記缶体と前記蓋体とを組み付ける前に、又は、前記缶体と前記蓋体とを組み付けた後に加工し、缶体1の開放面側の端部と蓋体2の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が溜まる状態で、缶体1の開放面側の端部と蓋体2の端部とを溶接する。
【解決手段】金属板にて有底筒状に形成された缶体1の開放面側の端部に、金属板にて平板状に形成された蓋体2の端部を溶接して電池筐体BCを作製する電池の製造方法において、缶体1の開放面側の端部と蓋体2の端部との接合部において、夫々の先端から設定距離離れた位置で缶体1と蓋体2とが接触し、且つ、その接触部分から先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間するように、前記缶体と前記蓋体とを組み付ける前に、又は、前記缶体と前記蓋体とを組み付けた後に加工し、缶体1の開放面側の端部と蓋体2の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が溜まる状態で、缶体1の開放面側の端部と蓋体2の端部とを溶接する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属板にて有底筒状に形成された缶体の開放面側の端部に、金属板にて平板状に形成された蓋体の端部を溶接して電池筐体を作製する電池の製造方法及びその電池筐体を備える電池に関する。
【背景技術】
【0002】
電池筐体の構成としては、有底筒状の缶体の開口面に蓋体を被せる状態で固定する構成が広く用いられている。
電池筐体の大きさにもよるが、缶体及び蓋体が金属製の場合は、缶体の開放面側の端部と蓋体の端部とを溶接にて固定し、この缶体と蓋体との溶接作業においては、両者の接合強度を十分に確保するために、溶加材を用いる場合が多い。
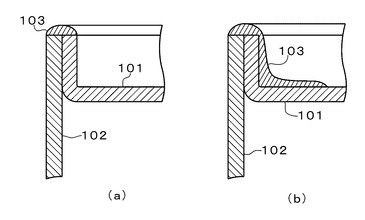
缶体と蓋体との溶接部分では、缶体及び蓋体を比較的薄い板材にて構成する場合、図15(a)の断面図に示すように、蓋体101の端部を、缶体102の開放面側の端部に沿わせるように屈曲形成すると共に、缶体の開放面の端縁と蓋体の端部の端縁との接触部分に溶加材103を盛るように溶接作業を行う。
しかしながら、溶加材103を盛るためのスペースが小さいため、図15(b)に示すように、溶加材103が溶接部分から蓋体101上に流れ出してしまう場合がある。蓋体上には電極端子等と蓋体との電気的な絶縁や気密封止のためのガスケット等が配置されており、蓋体上に流れ出した高温の溶加材がそれらに接触すると、それらを損傷してしまう場合がある。
缶体と蓋体との溶接作業において、溶接部分からの溶加材の流出を防ぐ技術としては、下記特許文献1に記載のように、溶接箇所において、缶体と蓋体との接合部分を部分的に薄肉化して溶加材の溶融物を滞留させられる形状に形成して、溶加材の流れ出しを防ぐことも考えられている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−047920号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、缶体と蓋体との接合部分を部分的に薄肉化して、溶加材の溜まりを形成する手法では、缶体や蓋体に十分な厚みがないと、溶加材の流出を十分には抑制できず、薄めの板材で缶体や蓋体を構成する場合に上記手法を適用することは困難なものである。
本発明は、かかる実情に鑑みてなされたものであって、その目的は、薄めの板材にて缶体や蓋体を構成する場合でも、溶接作業における溶加材の流出を効果的に防止できるようにする点にある。
【課題を解決するための手段】
【0005】
本出願の第1の発明は、金属板にて有底筒状に形成された缶体の開放面側の端部に、金属板にて平板状に形成された蓋体の端部を溶接して電池筐体を作製する電池の製造方法でにおいて、前記缶体の開放面側の端部と前記蓋体の端部との接合部において、夫々の先端から設定距離離れた位置で前記缶体と前記蓋体とが接触し、且つ、その接触部分から前記先端側に向けて前記缶体の開放面側の端部と前記蓋体の端部とが先拡がり状態で離間するように、前記缶体と前記蓋体とを組み付ける前に、又は、前記缶体と前記蓋体とを組み付けた後に、前記缶体の開放面側の端部又は前記蓋体の端部の少なくとも一方の形状を加工し、
前記缶体の開放面側の端部と前記蓋体の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が溜まる状態で、前記缶体の開放面側の端部と前記蓋体の端部とを溶接する。
【0006】
すなわち、電池筐体を構成する缶体や蓋体を金属板にて構成する場合に、缶体の開口面の端部と蓋体の端部との接合部を、溶接作業時に溶接対象物あるいは溶加材の溶融物が溜まり得る形状とする。
このための形状として、缶体や蓋体が金属板にて形成されることを考慮して、缶体の開放面側の端部と蓋体の端部とにおいて、夫々の先端から設定距離離れた位置で缶体と蓋体とが接触し、且つ、その接触部分から先端側に向けて缶体の開放面側の端部と蓋体の端部とが先拡がり状態で離間する形状とする。
このように構成することで、缶体及び蓋体を薄い板材にて構成する場合でも、溶接作業において、上記の先拡がり状態で離間して形成される空間に、溶けた溶接対象物あるいは溶加材を留まらせることができる。
【0007】
又、本出願の第2の発明は、上記第1の発明の構成に加えて、前記缶体の開放面側の端部又は前記蓋体の端部の少なくとも一方をプレス加工することによって、前記接触部分から前記先端側に向けて前記缶体の開放面側の端部と前記蓋体の端部とが先拡がり状態で離間する形状に形成する。
すなわち、缶体の開放面側の端部と蓋体の端部とにおいて、夫々の先端よりも内方側で缶体と蓋体とが接触し、且つ、その接触部分から先端側に向けて缶体の開放面側の端部と蓋体の端部とが先拡がり状態で離間する形状とするについて、缶体の開放面側の端部と蓋体の端部との少なくとも一方をプレス加工するだけで良いので、製作作業工程を簡素化できる。
【0008】
又、本出願の第3の発明は、上記第1又は第2の発明の構成に加えて、前記缶体の開放面側の端部と前記蓋体の端部とをTIG溶接、レーザ溶接又はMIG溶接にて溶接する。
すなわち、TIG溶接、レーザ溶接又はMIG溶接は、溶接対象の汎用性が高く、薄板材料の溶接にも適用できるものであるが、溶接時に使用する溶加材等の溶融量を高精度に制御することは容易ではない。
このため、溶融した溶加材等が溜まり得る空間を形成しておくことで、溶加材等の溶融量が多少変動しても溶加材の流出を防ぐことができ、溶接作業の作業負担を軽減できる。
【0009】
又、本出願の第4の発明は、金属板にて有底筒状に形成された缶体の開放面側の端部に、金属板にて平板状に形成された蓋体の端部を溶接して構成した電池筐体が備えられた電池において、前記缶体の開放面側の端部と前記蓋体の端部との接合部において、夫々の先端から設定距離離れた位置で前記缶体と前記蓋体とが接触し、且つ、その接触部分から前記先端側に向けて前記缶体の開放面側の端部と前記蓋体の端部とが先拡がり状態で離間する形状に、前記缶体の開放面側の端部と前記蓋体の端部とが形成され、前記缶体の開放面側の端部と前記蓋体の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が滞留している。
【0010】
すなわち、電池筐体を構成する缶体や蓋体を金属板にて構成する場合に、缶体の開口面の端部と蓋体の端部との接合部を、溶接作業時に溶接対象物あるいは溶加材の溶融物が溜まり得る形状とする。
このための形状として、缶体や蓋体が金属板にて形成されることを考慮して、缶体の開放面側の端部と蓋体の端部とにおいて、夫々の先端から設定距離離れた位置で缶体と蓋体とが接触し、且つ、その接触部分から先端側に向けて缶体の開放面側の端部と蓋体の端部とが先拡がり状態で離間する形状とする。
このように構成することで、缶体及び蓋体を薄い板材にて構成する場合でも、溶接作業において、上記の先拡がり状態で離間して形成される空間に、溶けた溶接対象物あるいは溶加材を留まらせることができる。
【発明の効果】
【0011】
上記第1の発明によれば、缶体の開放面側の端部と蓋体の端部とで、溶融した溶接対象物あるいは溶加材を留めておく空間を形成できるので、薄めの板材にて缶体や蓋体を構成する場合でも、溶接作業における溶融物の流出を効果的に防止できるものとなった。
この溶融物の流出防止は、缶体と蓋体との溶接箇所に溶融物を有効に保持させることを意味し、両者の接合強度の強化に寄与している。
又、上記第2の発明によれば、溶接対象物あるいは溶加材の溶融物を保持させる空間を形成するについて、電池筐体の製作作業工程を簡素化できるので、製造コストの上昇を可及的に抑制できる。
又、上記第3の発明によれば、一般的な溶接技術であるTIG溶接、レーザ溶接又はMIG溶接を用いながらも、溶接箇所からの溶加材等の流出を防止できる。
又、上記第4の発明によれば、溶接作業における溶融物の流出を効果的に防止できると共に、溶接対象物の接合強度を有効に確保できる。
【図面の簡単な説明】
【0012】
【図1】本発明の第1実施形態にかかる電池の外観斜視図
【図2】本発明の第1実施形態にかかる缶体を除いた状態を示す斜視図
【図3】本発明の第1実施形態にかかる要部断面図
【図4】本発明の第1実施形態にかかる缶体と蓋体との接合部付近の拡大断面図
【図5】本発明の第1実施形態にかかる溶接作業の前後を示す図
【図6】本発明の第1実施形態にかかる蓋体の斜視図
【図7】本発明の第2実施形態にかかる電池の外観斜視図
【図8】本発明の第2実施形態にかかる缶体を除いた状態を示す斜視図
【図9】本発明の第2実施形態にかかる要部断面図
【図10】本発明の第2実施形態にかかる缶体と蓋体との接合部付近の拡大断面図
【図11】本発明の第2実施形態にかかる溶接作業の前後を示す図
【図12】本発明の第2実施形態にかかる缶体の斜視図
【図13】本発明の第2実施形態にかかる缶体の拡大斜視図
【図14】その他の実施形態にかかる要部断面図
【図15】従来の缶体と蓋体との溶接状態を示す断面図
【発明を実施するための形態】
【0013】
<第1実施形態>
以下、本発明の電池の製造方法の第1実施形態を図面に基づいて説明する。
本第1実施形態では、電池として二次電池の1例である非水電解液二次電池(より具体的にはリチウムイオン電池)を例示して説明する。
【0014】
〔非水電解液二次電池RBの構成〕
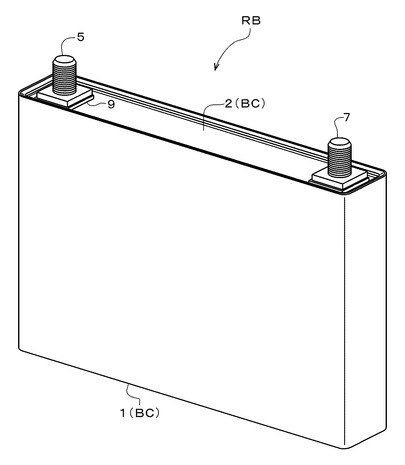
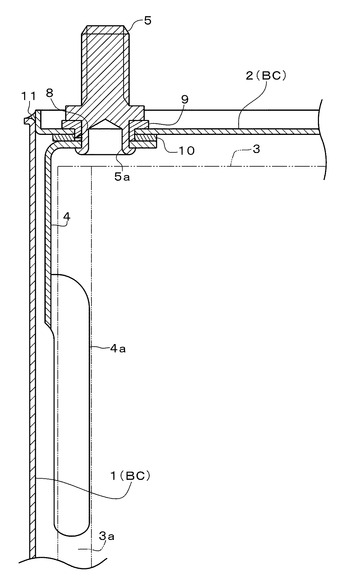
図1及び図2の斜視図に示すように、本第1実施形態の非水電解液二次電池RBは、有底筒状(より具体的には有底矩形筒状)の缶体1の開放面に、平板状に形成された蓋体2を被せて、缶体1の開放面側の端部と蓋体2の端部(平坦面に沿う方向での端部)とを溶接により接合して構成した電池筐体BC(以下において、単に「筐体BC」と称する)を有している。
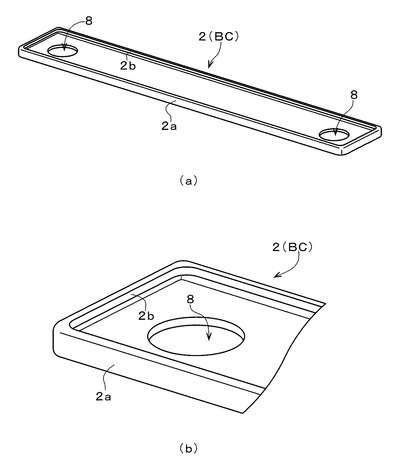
蓋体2は、図6(a)の斜視図及び図6(b)の拡大斜視図に示すように、短冊状の長方形の金属板の端縁部を全周に亘って直角に折り上げると共に、更に、その折り上げた上端を、上記金属板の内側に向けて屈曲形成し、全体としては浅い皿状に形成されている。
この蓋体2の筐体BC外方側となる面に正極の電極端子である端子ボルト5と負極の電極端子である端子ボルト7とが取り付けられる。
缶体1は、金属板で有底筒状に形成したもので、本第1実施形態では、材料としてアルミニウムを使用している。缶体1の形状は、蓋体2の形状に合わせて扁平形状の直方体であり、従って、筐体BC全体としても扁平な直方体形状を有している。尚、図2は、完成した二次電池RB(図1に示すもの)から缶体1を除いて筐体BC内部の構成を図示している。
【0015】
筐体BCの内部には、図2において2点鎖線で示す発電要素3と集電体4,6が電解液に浸される状態で収納配置されている。
集電体4,6は、発電要素3と端子ボルト5,7とを電気的に接続するための部材である。
集電体4と集電体6とは何れも導電体であり、同一形状のものが対称に配置される関係となっているが、材質が異なる。正極側の集電体4はアルミニウムにて形成され、負極側の集電体6は銅にて形成されている。
集電体4,6の形状は、端子ボルト5,7との接続のために、端子ボルト5,7の取付面である蓋体2の平坦面に沿って伸びる形状の部分と、発電要素3との接続のために、蓋体2の長手方向端部付近で下方へ90度屈曲して蓋体2の法線方向に伸びる部分とが連なる略L字状の屈曲形状を有している。この蓋体2の法線方向に伸びる部分に発電要素3と接続するための接続部4a,6aが形成されている。
【0016】
発電要素3は、長尺箔状に形成された正極板と長尺箔状に形成された負極板とからなる一対の電極板の夫々に活物質を塗布し、同じく長尺のセパレータを挟んで積層状態で巻回した、いわゆる巻回型の発電要素として構成されている。
発電要素3は、上記のように巻回した状態で、箔状正極板の活物質の未塗工部3aが側方(箔状正極板の長手方向と直交する方向)に延出し、箔状負極板の活物質の未塗工部3bがそれと反対側の側方(箔状負極板の長手方向と直交する方向)に延出している。
本第1実施形態の発電要素3は、活物質を塗布した箔状正極板及び箔状負極板、並びに、セパレータを扁平形状に巻回し、扁平形状の筐体BCに適合させている。
発電要素3の缶体1内での配置姿勢は、箔状正極板等の巻回軸心が蓋体2の長手方向と平行となる姿勢としており、正面視では、箔状正極板の未塗工部3aが集電体4の接続部4aと重なるように位置し、箔状負極板の未塗工部3bが集電体6の接続部6aと重なるように位置している。
箔状正極板の未塗工部3aは束ねられた状態で集電体4に溶接され、箔状負極板の未塗工部3bは束ねられた状態で集電体6に溶接されている。
【0017】
金属製(具体的には、アルミニウム製)の蓋体2に取り付けられている正極側の端子ボルト5は正極側の集電体4に電気的に接続され、負極側の端子ボルト7は負極側の集電体6に電気的に接続されている。
端子ボルト5の蓋体2への取付構造及び端子ボルト5と集電体4との接続構造と、端子ボルト7の蓋体2への取付構造及び端子ボルト7と集電体6との接続構造とは、同一構成のものが対称に配置されたものであり、以下において、正極側の構成によって代表させて説明する。
端子ボルト5には、図3の断面図に示すように、それの頭部側に、集電体4を筐体BCに固定するための導電性を有するリベット部材5aが一体成形されている。そのリベット部材5aの部分が蓋体2に形成された電極取付孔8を貫通する状態で配置されている。
端子ボルト5及び集電体4の蓋体2への取付固定は、蓋体2を挟む状態で配置される一対のガスケット9,10を端子ボルト5の頭部と集電体4とで挟んで、リベット部材5aの筐体BC内方側端部をかしめることで行い、この取付固定によって、リベット部材5aと集電体4とが発電要素3と端子ボルト5との間の通電経路を形成し、発電要素3と端子ボルト5とを電気的に接続する。
【0018】
〔二次電池RBの製造工程〕
次に、二次電池RBの製造工程について概略的に説明する。
先ず、二次電池RBの筐体BCを組み立てる。
発電要素3は、上述のように、長尺帯状の箔状正極板及び箔状負極板に正極活物質及び負極活物質を夫々塗布し、乾燥処理等の後にセパレータを挟んで扁平形状に巻回する。尚、箔状正極板及び箔状負極板には、集電体4,6との接続のために、幅方向の一端側に活物質を塗布していない未塗工部3a,3bを備えている。この未塗工部3a,3bは正極と負極とで反対側の端縁部に位置し、且つ、未塗工部3a,3bが側方にはみ出すように巻回している。
【0019】
蓋体2は、短冊状の金属板に、上記の電極取付孔8を正負両極に対応して一対に形成し、プレス加工にて図4の拡大断面図や図6に示す形状に形成する。すなわち、金属板の端部を直角に立ち上げて立ち上げ部2aを形成し、更に、その立ち上げ部2aの先端を金属板の内側へ折り曲げて、溶接用の折り戻し部2bを形成する。この折り戻し部2bは、詳しくは後述するが、缶体1と蓋体2とを溶接にて接合する際に、溶接作業で使用する溶加材の溶融物を保持する空間を形成するためのものである。
上記の形状に形成した蓋体2の電極取付孔8に、夫々ガスケット9を挟み込んだ状態で端子ボルト5,7の頭部(リベット部材)を嵌入し、その頭部側からガスケット10と集電体4,6とを差し込んで、リベット部材をかしめて固定する。このように組み立てた状態で、集電体4,6の接続部4a,6aと発電要素3の未塗工部3a,3bとを、正極側及び負極側の夫々で溶接し、蓋体2側の組品とする。
缶体1は、例えば深絞り加工等によって、金属板(アルミニウム板)で構成される有底矩形筒状体とする。
【0020】
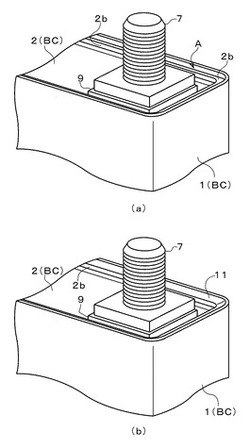
次に、図5(a)の拡大斜視図に示すように、発電要素3等を組み付けた蓋体2を缶体1の開口面に嵌入する。この際の、蓋体2の嵌入深さは、蓋体2の折り戻し部2bの上面が、缶体1の開放面の端縁(上端)よりも若干量下方側に位置する深さに設定している。
このように、缶体1の開放面に蓋体2を嵌入した状態では、缶体1の開放面側の端部と蓋体2の端部との接合部において、図4の断面図に示すように、夫々の先端から設定距離離れた位置、すなわち、缶体1の開放面の上端と蓋体2の折り戻し部2bの先端とから設定距離離れた立ち上げ部2aの存在位置で缶体1と蓋体2とが接触している。更に、その接触部分から夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間するように、蓋体2の端部の形状を加工(プレス加工)している。
本第1実施形態では、蓋体2の折り戻し部2bは、立ち上げ部2aから直角に屈曲させているので、缶体1の縦壁部と蓋体の立ち上げ部2aとの接触部分から、夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが、90度の角度をなして先拡がり状態で離間している。
【0021】
缶体1に蓋体2を嵌入した状態で、図5(a)において矢印Aで指し示す、蓋体2の折り戻し部2bの上面と、缶体1の開放面側の端部の内面とで囲まれる部分を対象として、その部分を全周に亘って溶接作業を行う。
この溶接作業は、アルミニウムの溶加材(溶加棒)を使用してTIG溶接にて行う。
溶接時における溶加材の溶融物は、蓋体2の折り戻し部2bの上面と、缶体1の開放面側の端部の内面とで囲まれる空間、換言すると、缶体1の開放面側の端部と蓋体2の端部との先端同士が離間して形成されている空間に溜まる。
溶接完了後は、図5(b)に示すように、缶体1の開放面側の端部と蓋体2の端部との接合部において、溶加材の固化物11が缶体1の開放面側の端部及び蓋体2の端部と一体となり両者を接合する。
缶体1と蓋体2とを溶接して、筐体BCの組み立てが完了すると、図示を省略する注液口から電解液を筐体BC内に注入し、初期充電(予備充電)やエージング等を行って、二次電池RBとして完成する。
【0022】
〔溶接作業時における溶加材の流出の評価〕
次に、上記の二次電池RBの製造過程における缶体1と蓋体2との溶接作業において、溶加材の溶融物が溶接位置から流出してしまう不具合の発生頻度について、従来構成での溶接作業と対比して行った実験の結果を示す。
本発明を適用して蓋体2等を図4等に示す形状に形成したものとして、缶体1については、板厚が2mmとなるように形成し、蓋体2については、板厚を2mmとして、蓋体2の折り戻し部2bの平面視における幅(図4において、符号W1にて示す)を2mmとしている。
又、缶体1の開放面の端縁(上端)の高さと蓋体2の折り戻し部2bの上面の高さとの差(図4において、符号H1にて示す)は、2mmとしている。
従来構成の缶体及び蓋体並びに溶接位置は、図15に示すものであり、缶体102の板厚は2mm、蓋体101の板厚は2mmとしている。
溶接作業の条件は、両者に対して共通であり、溶接電流を80A,電極径を2mm,溶接速度を20cm/minとし、交流TIG溶接にて行った。
上記の条件で、100個のサンプルに対して溶接作業を行った結果、従来構成による溶接工程では、55個のサンプルで溶加材の溶融物が溶接位置から流出したが、本発明を適用したものでは、溶加材の溶融物が流出したものは皆無であった。
【0023】
<第2実施形態>
次に、本発明の電池の製造方法の第2実施形態を、図面に基づいて説明する。
本第2実施形態は、缶体1及び蓋体2の形状が上記第1実施形態と異なり、それに伴って缶体1と蓋体2との溶接位置が若干異なる点を除いて、二次電池RBの筐体BC内部の発電要素3やその取り付け構造等は、上記第1実施形態と全く共通である。
【0024】
〔非水電解液二次電池RBの構成〕
本第2実施形態における二次電池RBも、図7及び缶体1を除いた状態を示す図8の斜視図に示すように、有底筒状(より具体的には有底矩形筒状)の缶体1の開放面側の端部に蓋体2を被せて溶接することによって筐体BCを構成している。
蓋体2は、図8の斜視図に示すように、短冊状の長方形の金属板の端縁部を全周に亘って直角に折り上げた形状として、全体としては浅い皿状に形成しているが、上記第1実施形態の蓋体2における折り戻し部2bを形成していない点で、上記第1実施形態と異なる。
それ以外の点では、端子ボルト5,7や集電体4,6等の形状及びそれらの蓋体2への取り付け構成等についても上記第1実施形態と全く共通である。
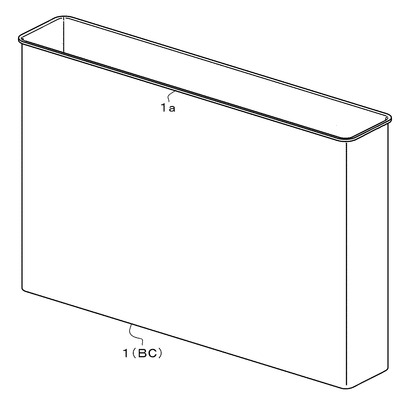
缶体1は、図12に示すように、金属板で有底矩形筒状に形成したもので、本第2実施形態でも、材料としてアルミニウムを使用している。缶体1の概略形状は、上記第1実施形態と同様に、蓋体2の形状に合わせて扁平形状の直方体であり、従って、筐体BC全体としても扁平な直方体形状を有している。
但し、本第2実施形態における缶体1は、缶体1の開放面側の端部の形状が上記第1実施形態と異なる。
具体的には、缶体1の開放面付近の拡大断面図である図10や、缶体1の開放面付近を拡大斜視図で示す図13に示すように、缶体1の開放面の端縁を全周に亘って、外側へ屈曲させた形状としている。
【0025】
〔二次電池RBの製造工程〕
次に、本第2実施形態における二次電池RBの製造工程について概略的に説明する。
先ず、二次電池RBの筐体BCを組み立てる。
発電要素3,集電体4,6及び端子ボルト5,7等の構成や、これらの蓋体2への組み付け態様は上記第1実施形態と同様であり、概略的に説明すると、集電体4,6や端子ボルト5,7をガスケット9を介して蓋体2にリベット留めすると共に、夫々活物質を塗布した箔状正極板及び箔状負極板を、セパレータを挟んだ状態で巻回すると共に、扁平形状とした発電要素3の未塗工部3a,3bを集電体4,6と溶接して、蓋体2側の組品を組み立てる。
【0026】
蓋体2は、短冊状の金属板に、上記の電極取付孔8を正負両極に対応して一対に形成し、プレス加工にて金属板の端部を直角に立ち上げて立ち上げ部2aを形成する。
上記の形状に形成した蓋体2の電極取付孔8に、夫々ガスケット9を挟み込んだ状態で端子ボルト5,7の頭部(リベット部材)を嵌入し、その頭部側からガスケット10と集電体4,6とを差し込んで、リベット部材をかしめて固定する。このように組み立てた状態で、集電体4,6の接続部4a,6aと発電要素3の未塗工部3a,3bとを、正極側及び負極側の夫々で溶接し、蓋体2側の組品とする。
缶体1は、例えば深絞り加工等によって、上述のように有底矩形筒状に形成し、1側面を開放面とした扁平の直方体形状を有しているが、上記第1実施形態と異なり、図12及びそれの部分拡大図である図13に示すように、缶体1の開放面側の端部全周に亘って、プレス加工により外側に向けて屈曲させ、溶接用の鍔部1aを形成する。この鍔部1aは、詳しくは後述するが、缶体1と蓋体2とを溶接にて接合する際に、溶接作業で使用する溶加材の溶融物を保持する空間を形成するためのものである。
【0027】
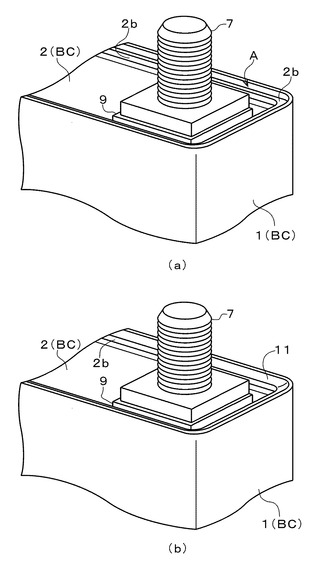
次に、図11(a)の拡大斜視図に示すように、発電要素3等を組み付けた蓋体2を缶体1の開口面に嵌入する。この際の、蓋体2の嵌入深さは、缶体1の鍔部1aの上面が、蓋体2の立ち上げ部2aの状態よりも若干量下方側に位置する深さに設定している。
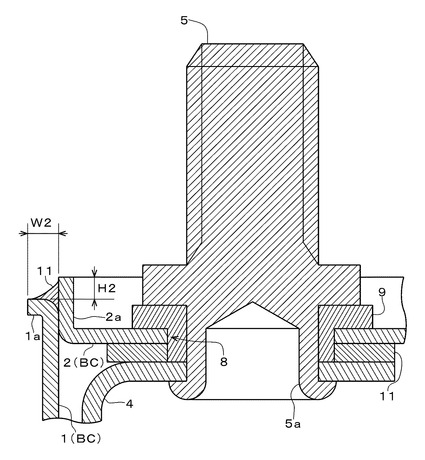
このように、缶体1の開放面に蓋体2を嵌入した状態では、缶体1の開放面側の端部と蓋体2の端部との接合部において、図10の断面図に示すように、夫々の先端から設定距離離れた位置、すなわち、蓋体2の立ち上げ部2aの上端と缶体1の鍔部1aの先端とから設定距離離れた缶体1の縦壁の上端付近で缶体1と蓋体2とが接触している。更に、その接触部分から夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間するように、缶体1の開放面側の端部の形状を加工(プレス加工)している。
本第2実施形態では、缶体1の鍔部1aは、缶体1の縦壁から直角に屈曲させているので、缶体1の縦壁部と蓋体の立ち上げ部2aとの接触部分から、夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが、90度の角度をなして先拡がり状態で離間している。
【0028】
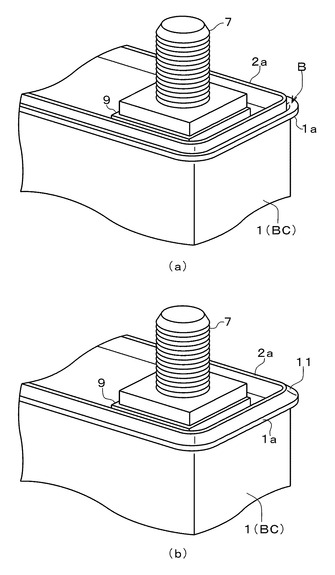
缶体1に蓋体2を嵌入した状態で、図11(a)において矢印Bで指し示す、缶体1の鍔部1aの上面と、蓋体2の端部における立ち上げ部2aの外面とで囲まれる部分を対象として、その部分を全周に亘って溶接作業を行う。
この溶接作業は、アルミニウムの溶加材(溶加棒)を使用してTIG溶接にて行う。
溶接時における溶加材の溶融物は、缶体1の鍔部1aの上面と、蓋体2の立ち上げ部2aの外面とで囲まれる空間、換言すると、缶体1の開放面側の端部と蓋体2の端部との先端同士が離間して形成されている空間に溜まる。
溶接完了後は、図11(b)に示すように、缶体1の開放面側の端部と蓋体2の端部との接合部において、溶加材の固化物11が缶体1の開放面側の端部及び蓋体2の端部と一体となり両者を接合する。
缶体1と蓋体2とを溶接して、筐体BCの組み立てが完了すると、図示を省略する注液口から電解液を筐体BC内に注入し、初期充電(予備充電)やエージング等を行って、二次電池RBとして完成する。
【0029】
〔溶接作業時における溶加材の流出の評価〕
次に、上記の二次電池RBの製造過程における缶体1と蓋体2との溶接作業において、溶加材の溶融物が溶接位置から流出してしまう不具合の発生頻度についての実験の結果を示す。
本発明を適用して缶体1等を図10等に示す形状に形成したものとして、蓋体2については、板厚が2mmとなるように形成し、缶体1については、板厚を2mmとして、缶体1の鍔部1aの平面視における幅(図10において、符号W2にて示す)を2mmとしている。
又、蓋体2における立ち上げ部2aの上端の高さと缶体1の鍔部1aの上面の高さとの差(図11において、符号H2にて示す)は、2mmとしている。
溶接作業の条件は、上記第1実施形態での実験と共通であり、溶接電流を80A,電極径を2mm,溶接速度を20cm/minとし、交流TIG溶接にて行った。
上記の条件で、100個のサンプルに対して溶接作業を行った結果、本発明を適用して図10等に示す形状に形成したものでは、溶加材の溶融物が流出したものは皆無であった。
【0030】
<その他の実施形態>
以下、本発明のその他の実施形態を列記する。
(1)上記第1実施形態及び上記第2実施形態では、缶体1の開放面側の端部と蓋体2の端部との溶接手法として、TIG溶接を例示しているが、レーザ溶接やMIG溶接等の他の溶接技術を用いても良い。
(2)上記第1実施形態及び上記第2実施形態では、缶体1及び蓋体2の材質としてアルミニウムを例示して、それらの溶接作業に使用する溶加材としてアルミニウムの溶加棒を例示しているが、缶体1や蓋体2等の材質としては、例えばステンレス等の各種の金属板を使用することができ、溶接作業で使用する溶加材についても、溶接対象の材質に対応したものを適宜に使用できる。
【0031】
(3)上記第1実施形態及び第2実施形態では、缶体1の開放面側の端部と蓋体2の端部との接合部において、缶体1の縦壁部と蓋体の立ち上げ部2aとの接触部分から、夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが、90度の角度をなして先拡がり状態で離間する場合を例示しているが、両者が離間する角度及び形状は適宜に変更可能である。
更には、図14に断面視で示すように、缶体1の開放面側の端部と蓋体2の端部との接合部において、缶体1の縦壁部と蓋体の立ち上げ部2aとの接触部分から、夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが、90度の角度をなして離間した後に、再度平行姿勢となるように屈曲形成して、先拡がり状態で離間する形状としても良い。図14(a)では、蓋体2の端部の屈曲加工を主体にして上記形状とし、図14(b)では、缶体1の開放面の端部の屈曲加工を主体にして上記形状としている。
【0032】
(4)上記第1実施形態及び第2実施形態では、缶体1の開放面側の端部と蓋体2の端部との接合部において、缶体1の縦壁部と蓋体の立ち上げ部2aとの接触部分から、夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間する形状とするについて、缶体1の開放面側の端部と蓋体2の端部との何れか一方を屈曲形成する場合を例示しているが、双方を屈曲あるいは湾曲形成して上記形状に形成しても良い。
【符号の説明】
【0033】
1 缶体
2 蓋体
BC 電池筐体
【技術分野】
【0001】
本発明は、金属板にて有底筒状に形成された缶体の開放面側の端部に、金属板にて平板状に形成された蓋体の端部を溶接して電池筐体を作製する電池の製造方法及びその電池筐体を備える電池に関する。
【背景技術】
【0002】
電池筐体の構成としては、有底筒状の缶体の開口面に蓋体を被せる状態で固定する構成が広く用いられている。
電池筐体の大きさにもよるが、缶体及び蓋体が金属製の場合は、缶体の開放面側の端部と蓋体の端部とを溶接にて固定し、この缶体と蓋体との溶接作業においては、両者の接合強度を十分に確保するために、溶加材を用いる場合が多い。
缶体と蓋体との溶接部分では、缶体及び蓋体を比較的薄い板材にて構成する場合、図15(a)の断面図に示すように、蓋体101の端部を、缶体102の開放面側の端部に沿わせるように屈曲形成すると共に、缶体の開放面の端縁と蓋体の端部の端縁との接触部分に溶加材103を盛るように溶接作業を行う。
しかしながら、溶加材103を盛るためのスペースが小さいため、図15(b)に示すように、溶加材103が溶接部分から蓋体101上に流れ出してしまう場合がある。蓋体上には電極端子等と蓋体との電気的な絶縁や気密封止のためのガスケット等が配置されており、蓋体上に流れ出した高温の溶加材がそれらに接触すると、それらを損傷してしまう場合がある。
缶体と蓋体との溶接作業において、溶接部分からの溶加材の流出を防ぐ技術としては、下記特許文献1に記載のように、溶接箇所において、缶体と蓋体との接合部分を部分的に薄肉化して溶加材の溶融物を滞留させられる形状に形成して、溶加材の流れ出しを防ぐことも考えられている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−047920号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、缶体と蓋体との接合部分を部分的に薄肉化して、溶加材の溜まりを形成する手法では、缶体や蓋体に十分な厚みがないと、溶加材の流出を十分には抑制できず、薄めの板材で缶体や蓋体を構成する場合に上記手法を適用することは困難なものである。
本発明は、かかる実情に鑑みてなされたものであって、その目的は、薄めの板材にて缶体や蓋体を構成する場合でも、溶接作業における溶加材の流出を効果的に防止できるようにする点にある。
【課題を解決するための手段】
【0005】
本出願の第1の発明は、金属板にて有底筒状に形成された缶体の開放面側の端部に、金属板にて平板状に形成された蓋体の端部を溶接して電池筐体を作製する電池の製造方法でにおいて、前記缶体の開放面側の端部と前記蓋体の端部との接合部において、夫々の先端から設定距離離れた位置で前記缶体と前記蓋体とが接触し、且つ、その接触部分から前記先端側に向けて前記缶体の開放面側の端部と前記蓋体の端部とが先拡がり状態で離間するように、前記缶体と前記蓋体とを組み付ける前に、又は、前記缶体と前記蓋体とを組み付けた後に、前記缶体の開放面側の端部又は前記蓋体の端部の少なくとも一方の形状を加工し、
前記缶体の開放面側の端部と前記蓋体の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が溜まる状態で、前記缶体の開放面側の端部と前記蓋体の端部とを溶接する。
【0006】
すなわち、電池筐体を構成する缶体や蓋体を金属板にて構成する場合に、缶体の開口面の端部と蓋体の端部との接合部を、溶接作業時に溶接対象物あるいは溶加材の溶融物が溜まり得る形状とする。
このための形状として、缶体や蓋体が金属板にて形成されることを考慮して、缶体の開放面側の端部と蓋体の端部とにおいて、夫々の先端から設定距離離れた位置で缶体と蓋体とが接触し、且つ、その接触部分から先端側に向けて缶体の開放面側の端部と蓋体の端部とが先拡がり状態で離間する形状とする。
このように構成することで、缶体及び蓋体を薄い板材にて構成する場合でも、溶接作業において、上記の先拡がり状態で離間して形成される空間に、溶けた溶接対象物あるいは溶加材を留まらせることができる。
【0007】
又、本出願の第2の発明は、上記第1の発明の構成に加えて、前記缶体の開放面側の端部又は前記蓋体の端部の少なくとも一方をプレス加工することによって、前記接触部分から前記先端側に向けて前記缶体の開放面側の端部と前記蓋体の端部とが先拡がり状態で離間する形状に形成する。
すなわち、缶体の開放面側の端部と蓋体の端部とにおいて、夫々の先端よりも内方側で缶体と蓋体とが接触し、且つ、その接触部分から先端側に向けて缶体の開放面側の端部と蓋体の端部とが先拡がり状態で離間する形状とするについて、缶体の開放面側の端部と蓋体の端部との少なくとも一方をプレス加工するだけで良いので、製作作業工程を簡素化できる。
【0008】
又、本出願の第3の発明は、上記第1又は第2の発明の構成に加えて、前記缶体の開放面側の端部と前記蓋体の端部とをTIG溶接、レーザ溶接又はMIG溶接にて溶接する。
すなわち、TIG溶接、レーザ溶接又はMIG溶接は、溶接対象の汎用性が高く、薄板材料の溶接にも適用できるものであるが、溶接時に使用する溶加材等の溶融量を高精度に制御することは容易ではない。
このため、溶融した溶加材等が溜まり得る空間を形成しておくことで、溶加材等の溶融量が多少変動しても溶加材の流出を防ぐことができ、溶接作業の作業負担を軽減できる。
【0009】
又、本出願の第4の発明は、金属板にて有底筒状に形成された缶体の開放面側の端部に、金属板にて平板状に形成された蓋体の端部を溶接して構成した電池筐体が備えられた電池において、前記缶体の開放面側の端部と前記蓋体の端部との接合部において、夫々の先端から設定距離離れた位置で前記缶体と前記蓋体とが接触し、且つ、その接触部分から前記先端側に向けて前記缶体の開放面側の端部と前記蓋体の端部とが先拡がり状態で離間する形状に、前記缶体の開放面側の端部と前記蓋体の端部とが形成され、前記缶体の開放面側の端部と前記蓋体の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が滞留している。
【0010】
すなわち、電池筐体を構成する缶体や蓋体を金属板にて構成する場合に、缶体の開口面の端部と蓋体の端部との接合部を、溶接作業時に溶接対象物あるいは溶加材の溶融物が溜まり得る形状とする。
このための形状として、缶体や蓋体が金属板にて形成されることを考慮して、缶体の開放面側の端部と蓋体の端部とにおいて、夫々の先端から設定距離離れた位置で缶体と蓋体とが接触し、且つ、その接触部分から先端側に向けて缶体の開放面側の端部と蓋体の端部とが先拡がり状態で離間する形状とする。
このように構成することで、缶体及び蓋体を薄い板材にて構成する場合でも、溶接作業において、上記の先拡がり状態で離間して形成される空間に、溶けた溶接対象物あるいは溶加材を留まらせることができる。
【発明の効果】
【0011】
上記第1の発明によれば、缶体の開放面側の端部と蓋体の端部とで、溶融した溶接対象物あるいは溶加材を留めておく空間を形成できるので、薄めの板材にて缶体や蓋体を構成する場合でも、溶接作業における溶融物の流出を効果的に防止できるものとなった。
この溶融物の流出防止は、缶体と蓋体との溶接箇所に溶融物を有効に保持させることを意味し、両者の接合強度の強化に寄与している。
又、上記第2の発明によれば、溶接対象物あるいは溶加材の溶融物を保持させる空間を形成するについて、電池筐体の製作作業工程を簡素化できるので、製造コストの上昇を可及的に抑制できる。
又、上記第3の発明によれば、一般的な溶接技術であるTIG溶接、レーザ溶接又はMIG溶接を用いながらも、溶接箇所からの溶加材等の流出を防止できる。
又、上記第4の発明によれば、溶接作業における溶融物の流出を効果的に防止できると共に、溶接対象物の接合強度を有効に確保できる。
【図面の簡単な説明】
【0012】
【図1】本発明の第1実施形態にかかる電池の外観斜視図
【図2】本発明の第1実施形態にかかる缶体を除いた状態を示す斜視図
【図3】本発明の第1実施形態にかかる要部断面図
【図4】本発明の第1実施形態にかかる缶体と蓋体との接合部付近の拡大断面図
【図5】本発明の第1実施形態にかかる溶接作業の前後を示す図
【図6】本発明の第1実施形態にかかる蓋体の斜視図
【図7】本発明の第2実施形態にかかる電池の外観斜視図
【図8】本発明の第2実施形態にかかる缶体を除いた状態を示す斜視図
【図9】本発明の第2実施形態にかかる要部断面図
【図10】本発明の第2実施形態にかかる缶体と蓋体との接合部付近の拡大断面図
【図11】本発明の第2実施形態にかかる溶接作業の前後を示す図
【図12】本発明の第2実施形態にかかる缶体の斜視図
【図13】本発明の第2実施形態にかかる缶体の拡大斜視図
【図14】その他の実施形態にかかる要部断面図
【図15】従来の缶体と蓋体との溶接状態を示す断面図
【発明を実施するための形態】
【0013】
<第1実施形態>
以下、本発明の電池の製造方法の第1実施形態を図面に基づいて説明する。
本第1実施形態では、電池として二次電池の1例である非水電解液二次電池(より具体的にはリチウムイオン電池)を例示して説明する。
【0014】
〔非水電解液二次電池RBの構成〕
図1及び図2の斜視図に示すように、本第1実施形態の非水電解液二次電池RBは、有底筒状(より具体的には有底矩形筒状)の缶体1の開放面に、平板状に形成された蓋体2を被せて、缶体1の開放面側の端部と蓋体2の端部(平坦面に沿う方向での端部)とを溶接により接合して構成した電池筐体BC(以下において、単に「筐体BC」と称する)を有している。
蓋体2は、図6(a)の斜視図及び図6(b)の拡大斜視図に示すように、短冊状の長方形の金属板の端縁部を全周に亘って直角に折り上げると共に、更に、その折り上げた上端を、上記金属板の内側に向けて屈曲形成し、全体としては浅い皿状に形成されている。
この蓋体2の筐体BC外方側となる面に正極の電極端子である端子ボルト5と負極の電極端子である端子ボルト7とが取り付けられる。
缶体1は、金属板で有底筒状に形成したもので、本第1実施形態では、材料としてアルミニウムを使用している。缶体1の形状は、蓋体2の形状に合わせて扁平形状の直方体であり、従って、筐体BC全体としても扁平な直方体形状を有している。尚、図2は、完成した二次電池RB(図1に示すもの)から缶体1を除いて筐体BC内部の構成を図示している。
【0015】
筐体BCの内部には、図2において2点鎖線で示す発電要素3と集電体4,6が電解液に浸される状態で収納配置されている。
集電体4,6は、発電要素3と端子ボルト5,7とを電気的に接続するための部材である。
集電体4と集電体6とは何れも導電体であり、同一形状のものが対称に配置される関係となっているが、材質が異なる。正極側の集電体4はアルミニウムにて形成され、負極側の集電体6は銅にて形成されている。
集電体4,6の形状は、端子ボルト5,7との接続のために、端子ボルト5,7の取付面である蓋体2の平坦面に沿って伸びる形状の部分と、発電要素3との接続のために、蓋体2の長手方向端部付近で下方へ90度屈曲して蓋体2の法線方向に伸びる部分とが連なる略L字状の屈曲形状を有している。この蓋体2の法線方向に伸びる部分に発電要素3と接続するための接続部4a,6aが形成されている。
【0016】
発電要素3は、長尺箔状に形成された正極板と長尺箔状に形成された負極板とからなる一対の電極板の夫々に活物質を塗布し、同じく長尺のセパレータを挟んで積層状態で巻回した、いわゆる巻回型の発電要素として構成されている。
発電要素3は、上記のように巻回した状態で、箔状正極板の活物質の未塗工部3aが側方(箔状正極板の長手方向と直交する方向)に延出し、箔状負極板の活物質の未塗工部3bがそれと反対側の側方(箔状負極板の長手方向と直交する方向)に延出している。
本第1実施形態の発電要素3は、活物質を塗布した箔状正極板及び箔状負極板、並びに、セパレータを扁平形状に巻回し、扁平形状の筐体BCに適合させている。
発電要素3の缶体1内での配置姿勢は、箔状正極板等の巻回軸心が蓋体2の長手方向と平行となる姿勢としており、正面視では、箔状正極板の未塗工部3aが集電体4の接続部4aと重なるように位置し、箔状負極板の未塗工部3bが集電体6の接続部6aと重なるように位置している。
箔状正極板の未塗工部3aは束ねられた状態で集電体4に溶接され、箔状負極板の未塗工部3bは束ねられた状態で集電体6に溶接されている。
【0017】
金属製(具体的には、アルミニウム製)の蓋体2に取り付けられている正極側の端子ボルト5は正極側の集電体4に電気的に接続され、負極側の端子ボルト7は負極側の集電体6に電気的に接続されている。
端子ボルト5の蓋体2への取付構造及び端子ボルト5と集電体4との接続構造と、端子ボルト7の蓋体2への取付構造及び端子ボルト7と集電体6との接続構造とは、同一構成のものが対称に配置されたものであり、以下において、正極側の構成によって代表させて説明する。
端子ボルト5には、図3の断面図に示すように、それの頭部側に、集電体4を筐体BCに固定するための導電性を有するリベット部材5aが一体成形されている。そのリベット部材5aの部分が蓋体2に形成された電極取付孔8を貫通する状態で配置されている。
端子ボルト5及び集電体4の蓋体2への取付固定は、蓋体2を挟む状態で配置される一対のガスケット9,10を端子ボルト5の頭部と集電体4とで挟んで、リベット部材5aの筐体BC内方側端部をかしめることで行い、この取付固定によって、リベット部材5aと集電体4とが発電要素3と端子ボルト5との間の通電経路を形成し、発電要素3と端子ボルト5とを電気的に接続する。
【0018】
〔二次電池RBの製造工程〕
次に、二次電池RBの製造工程について概略的に説明する。
先ず、二次電池RBの筐体BCを組み立てる。
発電要素3は、上述のように、長尺帯状の箔状正極板及び箔状負極板に正極活物質及び負極活物質を夫々塗布し、乾燥処理等の後にセパレータを挟んで扁平形状に巻回する。尚、箔状正極板及び箔状負極板には、集電体4,6との接続のために、幅方向の一端側に活物質を塗布していない未塗工部3a,3bを備えている。この未塗工部3a,3bは正極と負極とで反対側の端縁部に位置し、且つ、未塗工部3a,3bが側方にはみ出すように巻回している。
【0019】
蓋体2は、短冊状の金属板に、上記の電極取付孔8を正負両極に対応して一対に形成し、プレス加工にて図4の拡大断面図や図6に示す形状に形成する。すなわち、金属板の端部を直角に立ち上げて立ち上げ部2aを形成し、更に、その立ち上げ部2aの先端を金属板の内側へ折り曲げて、溶接用の折り戻し部2bを形成する。この折り戻し部2bは、詳しくは後述するが、缶体1と蓋体2とを溶接にて接合する際に、溶接作業で使用する溶加材の溶融物を保持する空間を形成するためのものである。
上記の形状に形成した蓋体2の電極取付孔8に、夫々ガスケット9を挟み込んだ状態で端子ボルト5,7の頭部(リベット部材)を嵌入し、その頭部側からガスケット10と集電体4,6とを差し込んで、リベット部材をかしめて固定する。このように組み立てた状態で、集電体4,6の接続部4a,6aと発電要素3の未塗工部3a,3bとを、正極側及び負極側の夫々で溶接し、蓋体2側の組品とする。
缶体1は、例えば深絞り加工等によって、金属板(アルミニウム板)で構成される有底矩形筒状体とする。
【0020】
次に、図5(a)の拡大斜視図に示すように、発電要素3等を組み付けた蓋体2を缶体1の開口面に嵌入する。この際の、蓋体2の嵌入深さは、蓋体2の折り戻し部2bの上面が、缶体1の開放面の端縁(上端)よりも若干量下方側に位置する深さに設定している。
このように、缶体1の開放面に蓋体2を嵌入した状態では、缶体1の開放面側の端部と蓋体2の端部との接合部において、図4の断面図に示すように、夫々の先端から設定距離離れた位置、すなわち、缶体1の開放面の上端と蓋体2の折り戻し部2bの先端とから設定距離離れた立ち上げ部2aの存在位置で缶体1と蓋体2とが接触している。更に、その接触部分から夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間するように、蓋体2の端部の形状を加工(プレス加工)している。
本第1実施形態では、蓋体2の折り戻し部2bは、立ち上げ部2aから直角に屈曲させているので、缶体1の縦壁部と蓋体の立ち上げ部2aとの接触部分から、夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが、90度の角度をなして先拡がり状態で離間している。
【0021】
缶体1に蓋体2を嵌入した状態で、図5(a)において矢印Aで指し示す、蓋体2の折り戻し部2bの上面と、缶体1の開放面側の端部の内面とで囲まれる部分を対象として、その部分を全周に亘って溶接作業を行う。
この溶接作業は、アルミニウムの溶加材(溶加棒)を使用してTIG溶接にて行う。
溶接時における溶加材の溶融物は、蓋体2の折り戻し部2bの上面と、缶体1の開放面側の端部の内面とで囲まれる空間、換言すると、缶体1の開放面側の端部と蓋体2の端部との先端同士が離間して形成されている空間に溜まる。
溶接完了後は、図5(b)に示すように、缶体1の開放面側の端部と蓋体2の端部との接合部において、溶加材の固化物11が缶体1の開放面側の端部及び蓋体2の端部と一体となり両者を接合する。
缶体1と蓋体2とを溶接して、筐体BCの組み立てが完了すると、図示を省略する注液口から電解液を筐体BC内に注入し、初期充電(予備充電)やエージング等を行って、二次電池RBとして完成する。
【0022】
〔溶接作業時における溶加材の流出の評価〕
次に、上記の二次電池RBの製造過程における缶体1と蓋体2との溶接作業において、溶加材の溶融物が溶接位置から流出してしまう不具合の発生頻度について、従来構成での溶接作業と対比して行った実験の結果を示す。
本発明を適用して蓋体2等を図4等に示す形状に形成したものとして、缶体1については、板厚が2mmとなるように形成し、蓋体2については、板厚を2mmとして、蓋体2の折り戻し部2bの平面視における幅(図4において、符号W1にて示す)を2mmとしている。
又、缶体1の開放面の端縁(上端)の高さと蓋体2の折り戻し部2bの上面の高さとの差(図4において、符号H1にて示す)は、2mmとしている。
従来構成の缶体及び蓋体並びに溶接位置は、図15に示すものであり、缶体102の板厚は2mm、蓋体101の板厚は2mmとしている。
溶接作業の条件は、両者に対して共通であり、溶接電流を80A,電極径を2mm,溶接速度を20cm/minとし、交流TIG溶接にて行った。
上記の条件で、100個のサンプルに対して溶接作業を行った結果、従来構成による溶接工程では、55個のサンプルで溶加材の溶融物が溶接位置から流出したが、本発明を適用したものでは、溶加材の溶融物が流出したものは皆無であった。
【0023】
<第2実施形態>
次に、本発明の電池の製造方法の第2実施形態を、図面に基づいて説明する。
本第2実施形態は、缶体1及び蓋体2の形状が上記第1実施形態と異なり、それに伴って缶体1と蓋体2との溶接位置が若干異なる点を除いて、二次電池RBの筐体BC内部の発電要素3やその取り付け構造等は、上記第1実施形態と全く共通である。
【0024】
〔非水電解液二次電池RBの構成〕
本第2実施形態における二次電池RBも、図7及び缶体1を除いた状態を示す図8の斜視図に示すように、有底筒状(より具体的には有底矩形筒状)の缶体1の開放面側の端部に蓋体2を被せて溶接することによって筐体BCを構成している。
蓋体2は、図8の斜視図に示すように、短冊状の長方形の金属板の端縁部を全周に亘って直角に折り上げた形状として、全体としては浅い皿状に形成しているが、上記第1実施形態の蓋体2における折り戻し部2bを形成していない点で、上記第1実施形態と異なる。
それ以外の点では、端子ボルト5,7や集電体4,6等の形状及びそれらの蓋体2への取り付け構成等についても上記第1実施形態と全く共通である。
缶体1は、図12に示すように、金属板で有底矩形筒状に形成したもので、本第2実施形態でも、材料としてアルミニウムを使用している。缶体1の概略形状は、上記第1実施形態と同様に、蓋体2の形状に合わせて扁平形状の直方体であり、従って、筐体BC全体としても扁平な直方体形状を有している。
但し、本第2実施形態における缶体1は、缶体1の開放面側の端部の形状が上記第1実施形態と異なる。
具体的には、缶体1の開放面付近の拡大断面図である図10や、缶体1の開放面付近を拡大斜視図で示す図13に示すように、缶体1の開放面の端縁を全周に亘って、外側へ屈曲させた形状としている。
【0025】
〔二次電池RBの製造工程〕
次に、本第2実施形態における二次電池RBの製造工程について概略的に説明する。
先ず、二次電池RBの筐体BCを組み立てる。
発電要素3,集電体4,6及び端子ボルト5,7等の構成や、これらの蓋体2への組み付け態様は上記第1実施形態と同様であり、概略的に説明すると、集電体4,6や端子ボルト5,7をガスケット9を介して蓋体2にリベット留めすると共に、夫々活物質を塗布した箔状正極板及び箔状負極板を、セパレータを挟んだ状態で巻回すると共に、扁平形状とした発電要素3の未塗工部3a,3bを集電体4,6と溶接して、蓋体2側の組品を組み立てる。
【0026】
蓋体2は、短冊状の金属板に、上記の電極取付孔8を正負両極に対応して一対に形成し、プレス加工にて金属板の端部を直角に立ち上げて立ち上げ部2aを形成する。
上記の形状に形成した蓋体2の電極取付孔8に、夫々ガスケット9を挟み込んだ状態で端子ボルト5,7の頭部(リベット部材)を嵌入し、その頭部側からガスケット10と集電体4,6とを差し込んで、リベット部材をかしめて固定する。このように組み立てた状態で、集電体4,6の接続部4a,6aと発電要素3の未塗工部3a,3bとを、正極側及び負極側の夫々で溶接し、蓋体2側の組品とする。
缶体1は、例えば深絞り加工等によって、上述のように有底矩形筒状に形成し、1側面を開放面とした扁平の直方体形状を有しているが、上記第1実施形態と異なり、図12及びそれの部分拡大図である図13に示すように、缶体1の開放面側の端部全周に亘って、プレス加工により外側に向けて屈曲させ、溶接用の鍔部1aを形成する。この鍔部1aは、詳しくは後述するが、缶体1と蓋体2とを溶接にて接合する際に、溶接作業で使用する溶加材の溶融物を保持する空間を形成するためのものである。
【0027】
次に、図11(a)の拡大斜視図に示すように、発電要素3等を組み付けた蓋体2を缶体1の開口面に嵌入する。この際の、蓋体2の嵌入深さは、缶体1の鍔部1aの上面が、蓋体2の立ち上げ部2aの状態よりも若干量下方側に位置する深さに設定している。
このように、缶体1の開放面に蓋体2を嵌入した状態では、缶体1の開放面側の端部と蓋体2の端部との接合部において、図10の断面図に示すように、夫々の先端から設定距離離れた位置、すなわち、蓋体2の立ち上げ部2aの上端と缶体1の鍔部1aの先端とから設定距離離れた缶体1の縦壁の上端付近で缶体1と蓋体2とが接触している。更に、その接触部分から夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間するように、缶体1の開放面側の端部の形状を加工(プレス加工)している。
本第2実施形態では、缶体1の鍔部1aは、缶体1の縦壁から直角に屈曲させているので、缶体1の縦壁部と蓋体の立ち上げ部2aとの接触部分から、夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが、90度の角度をなして先拡がり状態で離間している。
【0028】
缶体1に蓋体2を嵌入した状態で、図11(a)において矢印Bで指し示す、缶体1の鍔部1aの上面と、蓋体2の端部における立ち上げ部2aの外面とで囲まれる部分を対象として、その部分を全周に亘って溶接作業を行う。
この溶接作業は、アルミニウムの溶加材(溶加棒)を使用してTIG溶接にて行う。
溶接時における溶加材の溶融物は、缶体1の鍔部1aの上面と、蓋体2の立ち上げ部2aの外面とで囲まれる空間、換言すると、缶体1の開放面側の端部と蓋体2の端部との先端同士が離間して形成されている空間に溜まる。
溶接完了後は、図11(b)に示すように、缶体1の開放面側の端部と蓋体2の端部との接合部において、溶加材の固化物11が缶体1の開放面側の端部及び蓋体2の端部と一体となり両者を接合する。
缶体1と蓋体2とを溶接して、筐体BCの組み立てが完了すると、図示を省略する注液口から電解液を筐体BC内に注入し、初期充電(予備充電)やエージング等を行って、二次電池RBとして完成する。
【0029】
〔溶接作業時における溶加材の流出の評価〕
次に、上記の二次電池RBの製造過程における缶体1と蓋体2との溶接作業において、溶加材の溶融物が溶接位置から流出してしまう不具合の発生頻度についての実験の結果を示す。
本発明を適用して缶体1等を図10等に示す形状に形成したものとして、蓋体2については、板厚が2mmとなるように形成し、缶体1については、板厚を2mmとして、缶体1の鍔部1aの平面視における幅(図10において、符号W2にて示す)を2mmとしている。
又、蓋体2における立ち上げ部2aの上端の高さと缶体1の鍔部1aの上面の高さとの差(図11において、符号H2にて示す)は、2mmとしている。
溶接作業の条件は、上記第1実施形態での実験と共通であり、溶接電流を80A,電極径を2mm,溶接速度を20cm/minとし、交流TIG溶接にて行った。
上記の条件で、100個のサンプルに対して溶接作業を行った結果、本発明を適用して図10等に示す形状に形成したものでは、溶加材の溶融物が流出したものは皆無であった。
【0030】
<その他の実施形態>
以下、本発明のその他の実施形態を列記する。
(1)上記第1実施形態及び上記第2実施形態では、缶体1の開放面側の端部と蓋体2の端部との溶接手法として、TIG溶接を例示しているが、レーザ溶接やMIG溶接等の他の溶接技術を用いても良い。
(2)上記第1実施形態及び上記第2実施形態では、缶体1及び蓋体2の材質としてアルミニウムを例示して、それらの溶接作業に使用する溶加材としてアルミニウムの溶加棒を例示しているが、缶体1や蓋体2等の材質としては、例えばステンレス等の各種の金属板を使用することができ、溶接作業で使用する溶加材についても、溶接対象の材質に対応したものを適宜に使用できる。
【0031】
(3)上記第1実施形態及び第2実施形態では、缶体1の開放面側の端部と蓋体2の端部との接合部において、缶体1の縦壁部と蓋体の立ち上げ部2aとの接触部分から、夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが、90度の角度をなして先拡がり状態で離間する場合を例示しているが、両者が離間する角度及び形状は適宜に変更可能である。
更には、図14に断面視で示すように、缶体1の開放面側の端部と蓋体2の端部との接合部において、缶体1の縦壁部と蓋体の立ち上げ部2aとの接触部分から、夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが、90度の角度をなして離間した後に、再度平行姿勢となるように屈曲形成して、先拡がり状態で離間する形状としても良い。図14(a)では、蓋体2の端部の屈曲加工を主体にして上記形状とし、図14(b)では、缶体1の開放面の端部の屈曲加工を主体にして上記形状としている。
【0032】
(4)上記第1実施形態及び第2実施形態では、缶体1の開放面側の端部と蓋体2の端部との接合部において、缶体1の縦壁部と蓋体の立ち上げ部2aとの接触部分から、夫々の先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間する形状とするについて、缶体1の開放面側の端部と蓋体2の端部との何れか一方を屈曲形成する場合を例示しているが、双方を屈曲あるいは湾曲形成して上記形状に形成しても良い。
【符号の説明】
【0033】
1 缶体
2 蓋体
BC 電池筐体
【特許請求の範囲】
【請求項1】
金属板にて有底筒状に形成された缶体の開放面側の端部に、金属板にて平板状に形成された蓋体の端部を溶接して電池筐体を作製する電池の製造方法であって、
前記缶体の開放面側の端部と前記蓋体の端部との接合部において、夫々の先端から設定距離離れた位置で前記缶体と前記蓋体とが接触し、且つ、その接触部分から前記先端側に向けて前記缶体の開放面側の端部と前記蓋体の端部とが先拡がり状態で離間するように、前記缶体と前記蓋体とを組み付ける前に、又は、前記缶体と前記蓋体とを組み付けた後に、前記缶体の開放面側の端部又は前記蓋体の端部の少なくとも一方の形状を加工し、
前記缶体の開放面側の端部と前記蓋体の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が溜まる状態で、前記缶体の開放面側の端部と前記蓋体の端部とを溶接する電池の製造方法。
【請求項2】
前記缶体の開放面側の端部又は前記蓋体の端部の少なくとも一方をプレス加工することによって、前記接触部分から前記先端側に向けて前記缶体の開放面側の端部と前記蓋体の端部とが先拡がり状態で離間する形状に形成する請求項1記載の電池の製造方法。
【請求項3】
前記缶体の開放面側の端部と前記蓋体の端部とをTIG溶接、レーザ溶接又はMIG溶接にて溶接する請求項1又は2記載の電池の製造方法。
【請求項4】
金属板にて有底筒状に形成された缶体の開放面側の端部に、金属板にて平板状に形成された蓋体の端部を溶接して構成した電池筐体が備えられた電池であって、
前記缶体の開放面側の端部と前記蓋体の端部との接合部において、夫々の先端から設定距離離れた位置で前記缶体と前記蓋体とが接触し、且つ、その接触部分から前記先端側に向けて前記缶体の開放面側の端部と前記蓋体の端部とが先拡がり状態で離間する形状に、前記缶体の開放面側の端部と前記蓋体の端部とが形成され、
前記缶体の開放面側の端部と前記蓋体の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が滞留している電池。
【請求項1】
金属板にて有底筒状に形成された缶体の開放面側の端部に、金属板にて平板状に形成された蓋体の端部を溶接して電池筐体を作製する電池の製造方法であって、
前記缶体の開放面側の端部と前記蓋体の端部との接合部において、夫々の先端から設定距離離れた位置で前記缶体と前記蓋体とが接触し、且つ、その接触部分から前記先端側に向けて前記缶体の開放面側の端部と前記蓋体の端部とが先拡がり状態で離間するように、前記缶体と前記蓋体とを組み付ける前に、又は、前記缶体と前記蓋体とを組み付けた後に、前記缶体の開放面側の端部又は前記蓋体の端部の少なくとも一方の形状を加工し、
前記缶体の開放面側の端部と前記蓋体の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が溜まる状態で、前記缶体の開放面側の端部と前記蓋体の端部とを溶接する電池の製造方法。
【請求項2】
前記缶体の開放面側の端部又は前記蓋体の端部の少なくとも一方をプレス加工することによって、前記接触部分から前記先端側に向けて前記缶体の開放面側の端部と前記蓋体の端部とが先拡がり状態で離間する形状に形成する請求項1記載の電池の製造方法。
【請求項3】
前記缶体の開放面側の端部と前記蓋体の端部とをTIG溶接、レーザ溶接又はMIG溶接にて溶接する請求項1又は2記載の電池の製造方法。
【請求項4】
金属板にて有底筒状に形成された缶体の開放面側の端部に、金属板にて平板状に形成された蓋体の端部を溶接して構成した電池筐体が備えられた電池であって、
前記缶体の開放面側の端部と前記蓋体の端部との接合部において、夫々の先端から設定距離離れた位置で前記缶体と前記蓋体とが接触し、且つ、その接触部分から前記先端側に向けて前記缶体の開放面側の端部と前記蓋体の端部とが先拡がり状態で離間する形状に、前記缶体の開放面側の端部と前記蓋体の端部とが形成され、
前記缶体の開放面側の端部と前記蓋体の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が滞留している電池。
【図1】


【図2】

【図3】

【図4】

【図5】
【図6】
【図7】

【図8】

【図9】
【図10】
【図11】
【図12】
【図13】

【図14】

【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2012−204251(P2012−204251A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−69556(P2011−69556)
【出願日】平成23年3月28日(2011.3.28)
【出願人】(507151526)株式会社GSユアサ (375)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月28日(2011.3.28)
【出願人】(507151526)株式会社GSユアサ (375)
【Fターム(参考)】
[ Back to top ]