
Fターム[4E081YK10]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 容器の溶接 (38) | その他 (18)
Fターム[4E081YK10]に分類される特許
1 - 18 / 18
真空容器の製造方法
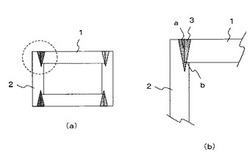
【課題】外側からの溶融接合のみで、歪みが小さく、形状精度が高い、低コストの導波管等の真空容器を製造する。
【解決手段】上下端部に段部が形成された一対の側板2と、前記段部に嵌合する上下板1からなる真空容器の製造方法において、前記側板と上下板の接合面に形成された垂直開先面aを溶接により接合する。
(もっと読む)
電池の製造方法及び電池

【課題】薄めの板材にて電池筐体の缶体や蓋体を構成する場合でも、溶接作業における溶加材の流出を効果的に防止できるようにする。
【解決手段】金属板にて有底筒状に形成された缶体1の開放面側の端部に、金属板にて平板状に形成された蓋体2の端部を溶接して電池筐体BCを作製する電池の製造方法において、缶体1の開放面側の端部と蓋体2の端部との接合部において、夫々の先端から設定距離離れた位置で缶体1と蓋体2とが接触し、且つ、その接触部分から先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間するように、前記缶体と前記蓋体とを組み付ける前に、又は、前記缶体と前記蓋体とを組み付けた後に加工し、缶体1の開放面側の端部と蓋体2の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が溜まる状態で、缶体1の開放面側の端部と蓋体2の端部とを溶接する。
(もっと読む)
真空断熱容器及びその製造方法
【課題】溶接部を有する真空断熱容器の基本構造を一旦組み立てた後に、溶接部の気密性に欠陥が見つかって真空状態を維持できない場合、或いは溶接部に後から欠陥が生じて真空状態を維持できなくなった場合にも、溶接部を容易に補修することができる真空断熱容器を提供する。
【解決手段】内容器と外容器とで容器本体を形成し、内容器と外容器との間に設けられる内部空間を真空にし、この内部空間を気密にする所要の溶接部を、容器本体の内部空間に対して逆側に露出する部位に設ける真空断熱容器であり、例えば内容器の底板22と別体の第二側壁24の下端部に内側方に向かって屈曲する折曲部241を形成し、折曲部241を底板22の縁近傍における底板22上に載置し、折曲部241の先端と底板22とを溶接して溶接部W1を形成する。
(もっと読む)
塔槽類支持構造の製造方法及び塔槽類支持構造
【課題】溶接を容易にすることによって支持構造の施工を容易にした、塔槽類支持構造の製造方法及び塔槽類支持構造を提供する。
【解決手段】胴部4の下端部の外周部に円筒状の接続部8bを形成したジャンクション8を有した塔槽類と、接続部8bに接続する円筒状の連結部3aを有した支持構造体とを、連結部3aと接続部8bとを突き合わせて溶接することで形成する、塔槽類支持構造の製造方法である。接続部8bより厚い連結板を曲げ加工し、円筒状にして連結筒3bに形成する工程と、接続部8bの下端面の外形を連結筒の上端面上に写す工程と、写した下端面の外形に基づいて連結筒3bの上端部の側面をテーパ状に加工し、連結筒3bの上端面の幅を接続部8bの厚さに合わせる工程と、連結部3aの上端面に接続部8bの下端面を突き合わせ、これらの突き合わせ部を溶接する工程と、からなる。
(もっと読む)
容器の溶接方法及び冷凍サイクル装置
【課題】気密性を確保した溶接が可能で、溶接後にスパッタの除去が不要であり、しかも溶接部に歪が発生することも抑制する。
【解決手段】
容器はCMT(Cold Metal Transfer)溶接を用いた溶接により製作される。まず、溶接すべき接合部とは異なる位置となる溶接開始点7aから溶接すべき接合部に向かってCMT溶接を開始することで捨て溶接を実施し、溶接すべき接合部に到達後、連続して溶接すべき接合部である溶接経路6をCMT溶接で本溶接を実施する。この本溶接の開始点に到達すると該本溶接の開始点付近を更に連続して重複溶接(重複溶接部9)を実施し、その後溶接すべき接合部とは異なる位置まで捨て溶接を実施して溶接終了点8aとする。
(もっと読む)
密閉型圧縮機、溶接方法
【課題】
立てた状態で蓋部と胴部を溶接可能で、かつ、溶接部の強度が高い密閉型圧縮機を提供する。
【解決手段】
上蓋部22の端部に略円筒形状の胴部21に嵌合する突起部25が設けられており、上蓋部22の端部には開先角度Aの傾斜端面22cが設けられており、胴部21の端面21bと傾斜端面22cで開先部を形成する。密閉型圧縮機1を立てた状態では胴部21の端面21bは略水平であり、溶接時に液状化した溶接金属が下方に流れることを抑制することができる。
(もっと読む)
筺体における突合せ部位の接合構造および突合せ部位の接合方法
【課題】厨房機器を構成する調理庫等の筺体を構成する各パネル同士の互いの突合せ部位を溶接して接合する際に、当該突合せ部位にフィラを供給することなく溶接することができる手段を採用して、各パネル同士の突合せ部位の筺体内側からの自動溶接を可能として、溶接の作業工程や接合部位の品質に関わる問題に対処する。
【解決手段】筺体であるケース10を構成する各パネル11,12同士の突合せ部位である各外側フランジ部11b,12b間にプレート14を介在させて、プレート14の先端部を突合せ部位からケース10内側へ所定長さ突出し、当該突出部位をケース10の内側から自動溶接して、当該突合せ部位に溶接面が滑らかな溶接部を形成して当該突合せ部位を接合する。
(もっと読む)
燃料電池用改質器の製造方法
【課題】安定した品質の燃料電池用改質器を、作業性よく経済的に製造可能な燃料電池用改質器の製造方法を提供する。
【解決手段】それぞれ正面視して長方形状の第1、第2の扁平皿形容器11、12の周縁に設けられた鍔部15、16を仕切り板17を介して重ね合わせたケーシング10が複数並べられ、ケーシング10内には改質材が配置され、しかも第1、第2の扁平皿形容器11、12の傾斜部18〜21に設けられた接続用配管22〜25に連結用配管44〜47を接続した燃料電池用改質器の製造方法において、接続用配管22〜25の一端部と連結用配管44〜47の一端部には、それぞれフランジ28、48が設けられ、各フランジ28、48を当接させてその各側端の位置を合わせ、位置合わせしたフランジ28、48の側端を溶加金属無しで溶接する。
(もっと読む)
両側溶接方法及び両側溶接構造物
【課題】両側溶接が必要な厚板の管部材や板部材の両面U型開先継手を対象に、低変形で高能率及び高品質な両側積層溶接部を得ると共に、生産性向上及びコスト低減に有効な両側溶接方法及び両側溶接構造物を提供する。
【解決手段】前記両面U型開先継手の板厚Tの中央部又はその近傍に形成されている表側の開先3の底部を初層裏波溶接し、初層溶接部分15を含む開先3の底部から溶接前開先深さHo1又は二等分板厚Tの1/5以上2/5以下の範囲である積層ビード高さHbに到達するか或いは溶接前開先深さHo1の4/5以下3/5以上の範囲である残存開先深さHkに到達するか或いは開先肩幅w1、w2収縮量の所定の上限値が2mmに接近するまで表側積層溶接し、その後に裏側のU型開先継手の開先底部B2から開先上部の最終層まで裏側積層溶接し、その後に表側の残り開先部分から開先上部の最終層まで表側積層溶接する。
(もっと読む)
クラッド容器の溶接方法および同容器を用いたスポンジチタンの製造方法
【課題】本発明は、ターゲット材の製造に用いる高純度チタン用スポンジチタンの製造に好適なクラッド容器を再生する際の溶接方法であって、スポンジチタンへのニッケル汚染の少ない溶接方法を提供する。
【解決手段】 内面が炭素鋼で内張りされたステンレス鋼で構成されたクラッド容器の溶接方法であって、初めに炭素鋼側に開先を設けて炭素鋼同士を溶接し、次いでステンレス鋼側に開先を設けてステンレス鋼同士を接合することを特徴とするクラッド容器の溶接方法。
(もっと読む)
超低温容器
【課題】さらなる軽量化を実現することができる超低温容器を提供する。
【解決手段】金属板同士が溶接されてなる超低温容器であって、上記金属板が、日本工業規格(JIS)G4304またはG4305(1999年)で規定されている材料SUS304N2からなり、上記溶接が、ステンレス協会規格(SAS)521(1991年)で規定されている溶接材料AD316LN,AY316LN,AYF316LNもしくはAS316LNからなる溶接ワイヤまたは溶接棒を用いて行われるTIG溶接である。
(もっと読む)
容器材料用クロム含有鋼およびその溶接方法、ならびに、容器材料
【課題】溶接部の耐食性と靭性を確保し、容器用素材としてコスト面でも最適なクロム含有鋼を提供する。
【解決手段】0.01〜200質量ppmのハロゲン化合物イオンを含有するpH3〜12の水相を含んでなる水性塗料を保管する容器材料に用いるクロム含有鋼であって、前記鋼が、質量%で、Cr:9〜19%、N:0.008%以上でC+N:0.03%以下、Al:0.002〜0.2%、S:0.01%以下、を含有し、さらに、TiおよびNbを単独または複合して含有し、前記C+N含有量をx(質量%)とすると、Tiの含有量y(質量%)、および、Nbの含有量z(質量%)は、それぞれ単独で含有する場合は、8x≦y≦0.6、18x≦z≦0.6、であり、複合して含有する場合は、1<(y/8x)+(z/18x)、かつ、y+z≦0.6であり、残部がFeおよび不可避的不純物からなることを特徴とする容器材料用クロム含有鋼。
(もっと読む)
電動弁および電磁弁
【課題】ケース肉厚の増大による励磁力効率の低下を招来することなく、溶接熱影響による許容応力の低下を補償して所要の耐圧破壊強度を得ることを達成したうえで、ロータケースの材料費の削減、高い生産性によって低廉化を図ること。
【解決手段】ロータケース33の弁ハウジング11に対する突合せ溶接部の肉厚ts’をコイル装着部の肉厚tsに比して厚くし、ロータケース33は溶接端縁部の肉厚に相当する肉厚の素材を深絞り加工した深絞り加工品とする。
(もっと読む)
真空容器
【課題】溶接部に応力がかからない真空容器を提供する。
【解決手段】銅材1,2同士が溶接されてなる真空容器7であって、一方の銅材1の端部に外側へ向けてL字状に折り曲げられたつば部3が形成され、このつば部3に他方の銅材2を接面させるとともにつば部3の先端が他方の銅材2に溶接される。
(もっと読む)
強度を持たせ、かつ平面度を維持する溶接法
【課題】鋼製円盤の薄板上所定の位置に、ケーブルポスト金具その他の円筒状部材を、該円筒の軸心が前記鋼製円盤に直交するように立設し、変圧器を収納するスチールドラム缶状ケースの密封性を保持し、そして鋼製円盤の強度と剛性を維持できるようにする。
【解決手段】変圧器を収納するスチールドラム缶状ケースの蓋を延性のある鋼製薄板で構成し、該鋼製円盤の薄板上所定の位置に、所定直径の円形孔を開設し、金型で該円形孔を深絞りして円環状突起を前記スチールドラム缶蓋の内面に形設し、該円環状突起の内側に前記ケーブルポスト金具その他の円筒状部材の一方端部外面全周を前記円環状突起内面に全周溶接する溶接法。
(もっと読む)
超低温容器構造体
【課題】さらなる軽量化を実現することができる超低温容器構造体を提供する。
【解決手段】金属板同士が溶接されてなる超低温容器Tと、この超低温容器Tに取り付けられている配管P1〜P6等の付属部材とを備え、その一部がJISG4304,G4305で規定されているSUS304N2からなり、他部がSUS304等からなり、SUS304N2同士の溶接およびSUS304N2とSUS304等との溶接が、ステンレス協会規格521で規定されている溶接材料AD316LN,AY316LN,AYF316LNもしくはAS316LN、またはAD317LN,AY317LN,AYF317LNもしくはAS317LNからなる溶接ワイヤまたは溶接棒を用いて行われる。
(もっと読む)
イリジウム又はイリジウム合金るつぼの製造方法
【解決課題】 使用時において、内部の溶湯の漏洩が生じ難いイリジウム製又はイリジウム合金製るつぼを製造する方法を提供すること。
【解決手段】 本発明は、イリジウム又はイリジウム合金からなる円筒形状の胴部と、イリジウム又はイリジウム合金からなる円板形状の底部とを溶接接合するるつぼの製造方法において、前記胴部と前記底部とを接合した後、るつぼ内面側の底コーナー部分の溶接部を再溶解・凝固させる工程を含む、イリジウム又はイリジウム合金るつぼの製造方法である。溶接部の再溶解は、溶接によるものが好ましく、このとき、溶接部の再溶解のための溶接の電流値を、胴部と底部とを溶接したとき電流値より低くことが好ましい。
(もっと読む)
自動周溶接方法
【課題】亀裂の発生しない、耐久性寿命の長い容器を製造可能とする、基材と取付環材との自動周溶接方法を提供する。
【解決手段】溶接始端部を所定の入熱量となる溶接初期条件で溶接し、本溶接部を溶接初期条件よりも高い入熱量となる本溶接条件で溶接し、溶接終端部を本溶接条件よりも低い入熱量となる溶接終端条件で溶接し、この溶接終端部の溶接工程の終了前に、溶接トーチを取付環材yに沿って基材から遠ざかる方向に退避させ、該退避位置である溶接終点をクレータ処理条件で溶接をすることにより、溶接終点に形成されるクレータ処理部22bが、従来の周溶接方法で形成されるクレータ処理部22aと比べて、取付環材y側に偏移して形成されるため、本溶接部の形状と比べて基材面上に延出している部分が縮小又は消失する。
(もっと読む)
1 - 18 / 18
[ Back to top ]