
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
31 - 40 / 1,149
密閉型電池
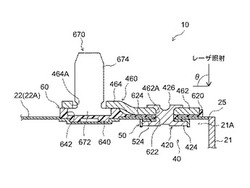
【課題】蓋体とケース本体との合わせ目をレーザ溶接する際に該蓋体上の樹脂部材が変色する事象を防止して、外観品質に優れた密閉型電池を提供する。
【解決手段】ケース本体21と蓋体22との合わせ目25が蓋体22の外面22A側にあり、その合わせ目25がレーザ溶接された密閉型電池10が提供される。電池10の電極体に接続された端子40は、蓋体22の貫通孔から外部に引き出されており、外側樹脂部材60によって蓋体外面22Aと隔てられている。外側樹脂部材60は、非芳香族性樹脂組成物により形成されている。
(もっと読む)
気密パッケージおよびその製造方法。

【課題】低融点ガラス等のロウ材に由来する揮発ガス及び接合層からの副次的なガス放散等の影響を受けない気密パッケージのベース本体とカバー蓋体の接合局部溶融手段を利用してコストパフォーマンスを改善し高真空度が維持できる気密パッケージを提供する。
【解決手段】光透過性の材料カバー蓋体17とベース本体11との接合封止において、両者の周辺部の所定接合面のみに短パルスレーザを照射し、この接合面の周辺部位を局部溶解させ、同時に気密封止する。また、互いに同一の透明材料からなるカバー蓋体およびベース本体の所定の接合面のみに短パルスレーザを照射し、該接合面の周辺部位を局部溶解させて気密的に封着する事により、カバー蓋体とベース本体を接合すると同時に気密封止も完了させ、製造工程数を少なくしてコストを軽減する。
(もっと読む)
接合継ぎ目を監視する光学測定装置、ならびに同測定装置を備える接合ヘッド及びレーザ溶接ヘッド
【課題】ワークピース内の接合領域を監視する光学測定装置を提供する。
【解決手段】光学測定装置100は、接合対象であるワークピース16の方向に光扇22を投射して、前記接合対象であるワークピースの接合領域10内に、その接合領域内の接合継ぎ目14と交差する三角測量光ライン24を生成するのに適した第1光源20を備える少なくとも一つの光切断装置18と、前記接合対象であるワークピースの接合領域を均一に照光する第2光源28を備える照光装置26と、接合継ぎ目上に投影された三角測量光ラインの空間分解画像を生成する、第1測定ビーム経路32を有する第1光センサ30と、接合継ぎ目の空間分解画像を生成する、第2測定ビーム経路36を有する第2光センサ34とを含み、第2測定ビーム経路は、第1測定ビーム経路内に同軸結合され、第1光センサの読み取り速度は1kHzを上回り、第2光センサの読み取り速度は500Hz未満である。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】レーザ溶接とアーク溶接を制御して行う複合溶接方法と複合溶接装置において、良好な溶接を行うと共に、溶接パラメータの設定を容易にすることを目的とする。
【解決手段】被溶接物の溶接位置にレーザビームを照射しながら前記溶接位置に第1ワイヤを送給して前記被溶接物との間でアーク溶接を同時に行うと共に、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法と複合溶接装置であって、演算手段は、レーザ出力と溶接速度を用いてレーザ入熱を算出し、アーク電流とアーク電圧と溶接速度を用いてアーク入熱を算出し、前記レーザ入熱と前記アーク入熱が予め定めた特定の関係を満足する場合にのみ前記溶接許可信号を出力する。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】レーザ溶接とアーク溶接を制御して行う複合溶接方法と複合溶接装置において、良好な溶接を行うと共に、溶接パラメータの設定を容易にすることを目的とする。
【解決手段】被溶接物の溶接位置にレーザビームを照射しながら前記溶接位置に第1ワイヤを送給して前記被溶接物との間でアーク溶接を同時に行うと共に、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法と複合溶接装置であって、演算手段は、前記レーザ発生手段のレーザ出力と前記アーク発生手段から制御される前記レーザ発生手段のレーザ出力と前記アーク発生手段のアーク電流と前記第2ワイヤの送給速度との何れも前記溶接速度に比例するよう演算処理を行う。
(もっと読む)
鋼板のレーザ溶接方法、およびレーザ溶接装置
【課題】被溶接材溶接部の形状不良を低減させ、十分な接合強度を得ることができる鋼板のレーザ溶接方法を提供する。
【解決手段】水が付着した複数の鋼板の端面同士を突き合わせ、突き合わせた鋼板の突き合わせ部分にレーザビームを照射して突き合わせ部分を溶接する鋼板のレーザ溶接方法であって、鋼板の端面を突き合わせに適する形状に形成する切断工程と、切断工程により形成された端面を突き合わせる突き合わせ工程と、突き合わせ部分を加熱し、水を除去する第1の加熱工程と、第1の加熱工程により加熱された前記突き合わせ部分をレーザにより溶接するレーザ溶接工程とを備える鋼板のレーザ溶接方法とする。
(もっと読む)
導体部の短絡防止構造
【課題】溶接の際に発生する溶接スパッタによる導体部の短絡を防止することができる導体部の短絡防止構造を提供する。
【解決手段】モールド本体3には、複数の導体2の一部分を露出させるとともに、複数の導体2の露出部分と溶接される複数の接続導体4aを有する搭載部品4の少なくとも一部を収容するための部品収容部3aが形成されている。溶接の際に飛散する溶接スパッタを落下させる開口部3cが部品収容部3aに貫通して形成されている。
(もっと読む)
レーザ溶接装置
【課題】曲がりをもった二重管を円滑に通過することを可能とし、溶接ヘッドの位置決めや回転機能を容易に付加して、二重管の内管の突き合わせ溶接を効率よく実施できるようにする。
【解決手段】本発明の実施形態によるレーザ溶接装置は、レーザ光を管1の内周面に照射するレーザ光学系とテーパー形状の先端部21とを有するレーザ溶接ヘッド12と、管1の管外に設置され、レーザ溶接ヘッド12を回転駆動する回転駆動装置14と、回転駆動装置14で発生したトルクをレーザ溶接ヘッド12に伝達する可撓性のフレキシブルシャフト30と、レーザ発振器からのレーザ光をレーザ溶接ヘッド12に導く光ファイバー32と、を有する可撓性の多重溶接ケーブル13と、レーザ溶接ヘッド12の先端部が着脱自在に嵌合しレーザ溶接ヘッド12の管軸方向の位置を位置決めする位置決めストッパ62と、レーザ溶接ヘッド12の嵌合した位置決めストッパ62を管軸上に固定する固定機構と、を有する位置決め固定装置16と、を備えている。
(もっと読む)
密閉型電池の製造方法
【課題】 ケース本体部材と封口部材との溶接部の内部に欠陥(ボイド、ピンホールなど)が生じるのを抑制することができる密閉型電池の製造方法を提供する。
【解決手段】 溶接工程では、封口部材140でケース本体部材130の開口130Sを閉塞して、金属からなる冷却治具50を、ケース本体部材130の外周面130bの全周にわたって接触する冷却位置に配置した状態で、ケース本体部材130と封口部材140との境界Kに沿ってエネルギービーム(レーザービームLB)を照射して、ケース本体部材130と封口部材140とを溶接する。溶接工程において冷却治具50を上記冷却位置に配置した状態で、冷却治具50は、境界Kに沿った溶接進行方向Dに、エネルギービームの照射開始位置SPから照射終了位置EPに向かうにしたがって、自身の体積が徐々に増大してゆく形態をなす。
(もっと読む)
厚鋼材のレーザ溶接方法
【課題】開先幅が極めて小さい場合においても、板厚が50mm以上の厚鋼材を安定的に多層レーザ溶接できる厚鋼材のレーザ溶接方法を提供する。
【解決手段】板厚が50乃至200mmの1対の厚鋼材1を突き合わせて配置し、この突き合わせ部を継手としてレーザ溶接する。突き合わせ部の開先10形状は、底部の幅Wgが1.5乃至3.5mmのV字開先又はY字開先である。溶接開始時における開先深さをXmm、溶接開始時における開先開口部の幅をYmmとしたときに、溶接開始時における開先開口部幅Yは、前記開先深さXに対して下記数式を満足する。そして、開先10の壁面12をガイドとして帯状の溶加材6を底部11に供給すると共に、開先の底部にレーザ光を照射して、開先内を多層レーザ溶接する。開先底部に照射するレーザ光は、その照射位置におけるレーザスポット径が1.0乃至2.5mmにデフォーカスされている。 (もっと読む)
(もっと読む)
31 - 40 / 1,149
[ Back to top ]