
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
1,031 - 1,040 / 1,149
電子ビーム又はレーザ溶接のための溶接プレップジョイント
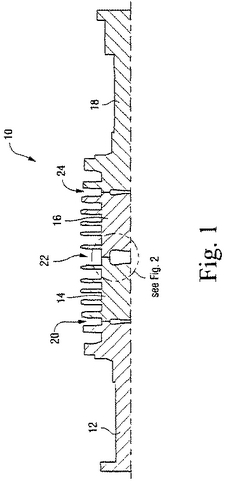
【課題】一対の軸方向に位置合わせした第1及び第2の機械ロータ鍛造品(14、16)を溶接するための溶接プレップジョイント(22)を提供する。
【解決手段】本溶接プレップジョイントは、第1の半径方向溶接面(26)と第1の軸方向ラベット面(28)とを備えた、第1のロータ鍛造品(14)の端部における第1の溶接ジョイント構成部と、第1の半径方向溶接面(26)に係合するようになった第2の半径方向溶接面(30)と第1の軸方向ラベット面(28)に係合するようになった第2の軸方向ラベット面(34)と第2のラベット面(34)の半径方向内側で延びかつ第2の半径方向溶接面(30)から軸方向にオフセットした第3の半径方向非溶接面(33)とを備えた、第2のロータ鍛造品(16)の端部における第2の溶接ジョイント構成部とを含む。
(もっと読む)
高エネルギビームによる異種金属の接合方法、接合装置及び接合部材

【課題】接合界面における高融点材料から低融点材料への伝熱を確保することができ、しかも両被接合材の接合界面にガスが発生したとしても、欠陥のない健全な異材重ね接合が可能な異種金属の接合方法及び接合装置、さらにこのような方法によって接合された異種金属の接合部材を提供する。
【解決手段】融点が互いに異なる高融点材料2と低融点材料3を重ね合わせ、高融点材料側の表面にデフォーカスされた高エネルギビームをスポット状に照射することによってこれら材料同士を重ね接合するに際して、加圧手段である圧子9によって、高エネルギビームの照射面と反対側の面から、接合部位を局部的に加圧すると共に、例えば圧子及びベースプレート6に溝9a,6aを形成することによって加圧力の低い部分を形成して、接合界面に発生したガスを両材料の間から排除する。
(もっと読む)
保護層で被覆されたシートをレーザ透過溶着により接合する方法
本発明は、レーザ透過溶着によって少なくとも2枚のシート(1、2、6)を接合する方法であって、少なくとも1枚のシート(2、6)を金属保護層で被覆する方法に関する。本発明の方法は、少なくとも1枚の溶接可能なシート(2、6)の片側に、所定の経路に沿って点状の変形部を形成することにより突起(3)を形成すること、シート(1、2、6)を、前記突起(3)が他方の溶接可能なシートに向かって突出するように重ね合わせること、前記シートが突起(3)領域で互いに接するように、所定の経路の両側に配置された挟持手段(4)によってシート(1、2、6)を互いに押圧するように保持すること、並びに、変形部ごとに予め設定された長さ(L)に沿って連続的且つ透過的に適用されるレーザ光線を用いてシートアセンブリを溶接することを含む。 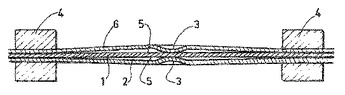 (もっと読む)
(もっと読む)
高エネルギビームによる異種金属の接合方法及び装置
【課題】接合界面における高融点材料から低融点材料への伝熱を確保することができ、しかも両被接合材の接合界面にガスが発生したとしても、欠陥のない健全な異材重ね接合が可能な異種金属の接合装置を提供する。
【解決手段】融点が互いに異なる高融点材料2と低融点材料3を重ね合わせ、高融点材料側の表面にデフォーカスされた高エネルギビーム1をスポット状に照射することによってこれら材料同士を重ね接合するに際して、加圧手段である圧子9によって、高エネルギビーム1の照射面と反対側の面から、接合部位を局部的に加圧すると共に、高融点材料2の接合部位にあらかじめ貫通孔2aを形成しておき、接合界面に発生したガスを当該貫通孔2aから排除する。
(もっと読む)
レーザ溶接を用いた異材の接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材及びフラックスを使用せずに、複合溶接することができ、容易かつ高強度に異材同士を接合することができる異材接合方法を提供する。
【解決手段】 先行して重ね部3近傍の鋼板1の表面にCO2、YAG、半導体等のレーザ光を照射して重ね部3近傍の鋼板1の表面を第1熱源10により加熱すると、レーザ光による熱集中型の加熱によって、被覆層4のみが溶融して溶融部12が形成される。その直後、後行のレーザ光、MIG溶接、TIG溶接、プラズマ溶接等の第2熱源11を主にアルミニウム系板2に付与する。これにより、アルミニウム系板が部分的に溶融し、溶融部が形成され、先行レーザ加熱により鋼板の表面に形成された亜鉛系被覆層の溶融部との相乗効果により、亜鉛系被覆層が広い範囲で溶融し、結果として安定した品質の異材接合継手を容易に得ることができる。
(もっと読む)
溶接装置および部材把持機構
【課題】部品間の部品位置ずれが発生しにくい溶接装置を実現し、部品の接合精度を向上させるとともに、部品のレーザ溶接に生じる残留応力を緩和することで、製品の安定性や耐久性を向上させることを目的とする。
【解決手段】第一の部材1と第二の部材2とを相対的に移動させる機構(リニアガイド)11を設け、溶接時に生じる第一の部材1と第二の部材2との接合部に生じる膨張・収縮による変形力を打ち消す構成とする。
(もっと読む)
鍔付軸部材及びその製造方法
【課題】 簡単な構造で耐摩耗性、耐靱性のある鍔付軸部材を得る。
【解決手段】 軸部材に鍔部材が嵌着してなる鍔付軸部材において、鍔部材の両面側の嵌着部位もしくはいずれか一方の片面側の嵌着部位を斜め方向30°〜70°の範囲からレーザ照射して一周に渡って溶着する。レーザ照射の時間は1〜5secの連続照射で行う。溶着後は、溶着部の内部歪みを開放するために180°〜220°Cでの1〜2時間の焼き戻しを行う。
(もっと読む)
レーザー溶接可否判定装置及びレーザー溶接装置
【課題】 レーザー溶接装置の不具合によるレーザー溶接の溶接不良発生を防止可能とするレーザー溶接可否判定装置の提供。
【解決手段】 レーザー溶接装置1のレーザー発振器3から発振されるレーザー光Rが照射される金属板12と、レーザー光Rが照射された金属板12の温度変化及び温度分布を検出する温度検出器14と、温度検出器14が金属板12の温度変化からレーザー光Rのエネルギーを算出し、算出したレーザー光Rのエネルギーと温度検出器14が検出した金属板12の温度分布とに基づいて、レーザー溶接の可否を判定する判定部16とからレーザー溶接可否判定装置10を構成する。
(もっと読む)
金属板の接合方法
【課題】レーザ溶接と接着剤による接合とを併用することを前提として、ポロシティの発生をなくして接合強度の向上を図った金属板の接合方法を提供する。
【解決手段】車体パネル1,2のフランジ部3,4同士を接合するにあたり、フランジ部3の根元部に棚状の補助パネル5を予め添設し、フランジ部3と補助パネル5とのなすコーナー部に発泡性熱硬化型接着剤8を塗布する。フランジ部3,4同士を重ね合わせた上でレーザ溶接部位6にレーザ溶接を施して接合する。同時にレーザ溶接に伴って発生する熱により接着剤8を発泡・硬化させて接合する。
(もっと読む)
レーザ溶接教示装置及び方法
【課題】 スキャナ動作の教示を簡単にし、ロボットの溶接作業時間の短縮を可能にするレーザ溶接教示装置及び方法を提供する。
【解決手段】 レーザ溶接教示装置10は、ワークWに対し溶接作業を行う溶接ロボット12を制御するロボット制御装置14に接続されて、ロボット制御装置14に対し種々の指示を送る。溶接ロボット12の作業ツール16には、レーザ発振器18が接続されるとともにレーザスキャナ20が設けられる。高速移動可能なレーザスキャナ20を用いることにより、エアカット動作時のロボット12の動作が大幅に削減され、システム全体としてのサイクルタイムも大幅に短縮される。
(もっと読む)
1,031 - 1,040 / 1,149
[ Back to top ]