
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
1,011 - 1,020 / 1,149
鉄道車両の外板・付帯物溶接接合方法とそれによる側構体
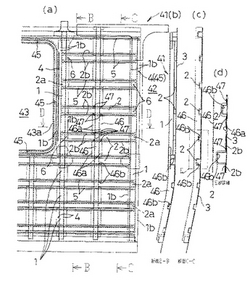
【課題】 外観、作業性、コストの面に有利な外板・付帯物溶接接合構造を実現できるようにする。
【解決手段】 外板3とそれの補強や内外装を目的とした骨1、2や開口枠、開口枠材42a、43aなどの付帯物とを溶接接合するのに、外板3とこれに当てがった付帯物1、2、42a、43aとの重合部につき、それら外板3および付帯物1、2、42a、43aの外面に露出する側の表面にある一方向に揃った研磨目に沿う方向にレーザ溶接4、45して、外板3および付帯物1、2、42a、43aを溶接接合することにより、上記の目的を達成する。
(もっと読む)
金属母材とともにセラミックフィラメントで構成される接合されたシートの製造方法と、この方法を実施する装置と、この方法によって得られる接合されたシート

【課題】確実に、かつ工業規模で実施可能であり、複合材料で作られたインサートを含む構成部品を形成する方法において、取り扱い可能であり、かつ使用可能である被覆されたフィラメントのシートを構成する方法を提供する。
【解決手段】本発明は、金属シース15で被覆されたセラミック繊維14を含む複数の被覆されたフィラメント8を備える、接合されたシートを製造する方法であって、フィラメントが、全く同一の平面内で互いに隣り合って置かれ、フィラメントが、レーザスポット溶接13によってともに溶接されることを特徴とする方法に関係する。本発明は、この方法を実施する装置及び得られるシートにも関係する。この方法は、航空機用ターボ機械の分野における構成部品の製造に適用される。
(もっと読む)
被覆鋼管の自動溶接装置及びその接続方法
【課題】 同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行うことができる被覆鋼管の自動溶接装置を提供する。
【解決手段】 鋼管本体2の外周面が樹脂を主体とされた被覆層4により覆われた被覆鋼管の端部同士を溶接し、その後、保護シート層10で覆って防食保護する被覆鋼管の自動溶接装置において、前記鋼管本体の端部同士の溶接と前記被覆層と前記保護シート層との溶着とを行う溶接手段22と、前記溶接手段を前記被覆鋼管の軸心廻りに回転させる回転手段24と、前記溶接手段を前記被覆鋼管の軸心方向に沿って移動させる水平移動手段26と、装置全体の動作を制御する制御手段28とを備える。これにより、同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行う。
(もっと読む)
薄板の縁継手レーザ溶接方法
【課題】板厚が1mm程度以下の薄板同士を立向き姿勢により縁継手レーザ溶接する場合であっても、ハンピング不良の問題を解消する。
【解決手段】2枚の薄板(第1鋼板品1及び第2鋼板品2)の縁部13及び23同士を重ね合わせて被溶接部4とし、被溶接部4の端面に形成された重ね合わせ線により構成される溶接線5が鉛直方向を向くように両薄板を立てた状態にセットする。被溶接部4の板厚方向における両側に未溶融母材よりなる未溶融壁部が残存することがないように、被溶接部4の母材を板厚方向に全部溶融させるような照射条件で、鉛直方向に延びる溶接線5に対して水平方向からレーザ光6を照射する立向きの溶接姿勢にて、溶接線5に沿ってレーザ光6を相対的に下進させつつ溶接線5上にレーザ光6を照射して両縁部13及び23同士を一体的に接合する。
(もっと読む)
機器および機器の製造方法
ハウジング(1)と、ハウジング(1)内に配置されているフレーム部材(8)とを有する機器である。フレーム部材(8)は少なくとも1つの構成部分を収容しており、かつ少なくとも1つの湾曲アーム(12)を有している。湾曲アーム(12)のコンタクト領域(36)がハウジング(1)内に取り付けられた状態で、ハウジング(1)の内壁(34)のコンタクト領域(38)に予負荷によって当接するように湾曲アーム(12)は構成されている。レーザビーム(46)がハウジング(1)を通過して湾曲アーム(12)のコンタクト領域(36)まで透過されるように機器に所定の波長のレーザビーム(46)を加えることによって、湾曲アーム(12)はレーザー透過溶着を用いて材料接続的にハウジング(1)と接続されている。ハウジング(1)は、少なくとも、レーザビームが透過される領域においてレーザビーム(46)の所定の波長に対して透過性である材料から製造されている。湾曲アーム(12)のコンタクト領域(36)は、レーザビーム(46)の波長に対して吸収性である材料から製造されている。  (もっと読む)
(もっと読む)
シート状薄板の搬送装置
【課題】左右に離間して搬送されるシート状薄板の被溶接端を、溶接位置を通る鉛直面へスムーズに誘導可能なシート状薄板の搬送装置を提供するにある。
【解決手段】案内手段は搬送路を構成する複数の搬入ローラ10と交互に配置されてこの搬送路上を搬送されるシート状薄板7A,7Bに湾入凹部24を形成する複数のガイドローラ23とし、その軸27方向端面を案内面25とすると共に、このガイドローラ23のシート状薄板7Bとの当接面を形成する外周面26を、案内面25を形成する軸27方向端面に向かって漸次大径になるテーパー状に形成したものである。
(もっと読む)
レーザ溶接方法及びレーザ溶接装置
【課題】長焦点のレーザビームを用いてリモート溶接する場合であっても、大気中の窒素が電離することに起因して発生するブローホール不良の問題を解消する。
【解決手段】レーザ発振器3から導かれたレーザビーム7を走査手段5により被溶接部上に照射する。この際、レーザビーム7を第1分岐ビーム8と第2分岐ビーム9とに分岐させるとともに、第1分岐ビーム8及び第2分岐ビーム9を同一の照射位置に集めて照射する。溶接に必要な溶け込み量を確保しつつ、溶融池13上方の大気中を通過するレーザビームのエネルギ密度を低減させて、窒素電離を抑える。
(もっと読む)
レーザ接合工程におけるエネルギ回収およびパワー削減
【課題】レーザ接合工程で要するレーザパワーの量を削減するには、半田予備成形物で反射され空費されて失われるエネルギを利用して半田予備成形物の加熱を支援することが望ましい。レーザパワーの削減を実現する、シンプルで安価な装置を提供する。
【解決手段】エネルギ回収器を用いデバイス取付要素の修正に利用されるレーザの出力パワー量を削減し、レーザ接合工程を支援する。エネルギ回収器は、レーザ接合工程においてデバイス取付要素の近傍に配置可能に構成されたエネルギ回収器端部を有する。エネルギ回収器端部は、レーザ接合工程においてデバイス取付要素で反射したレーザ・エネルギを受取可能に、反射したエネルギを熱に変換する材料で形成される。エネルギ回収器とデバイス取付要素との間で熱に変換されたエネルギを伝導する経路を形成するように、エネルギ回収器と面との間に十分な熱的連繋が形成される。
(もっと読む)
鉄系合金部材とアルミニウム系合金部材との異種金属溶接接合体
【課題】 従来の鋼と5000系アルミニウム合金など鉄系合金部材とアルミニウム系合金部材の接合技術の背景に鑑み、これらの不利や問題点を全面的に解消し、同質部材同士の溶接と実質的に変わらない優れた接合強度と高い生産性などの利点を享受し得る異種金属接合体を提供する。
【解決手段】 本発明に係る異種金属溶接接合体は、鉄系合金部材1とアルミニウム系合金部材2とが鉄系合金部材1側からの入熱により溶接された接合体であって、鉄系合金部材1において溶解凝固した鉄系合金溶解凝固部Bと、アルミ合金部材2に溶け込んで凝固した鉄系合金溶け込み凝固部Aと、アルミニウム系合金部材2において溶解凝固したアルミニウム系合金溶解凝固部Gとが連続的に一体に構成されてなる溶接凝固部を有するとともに、アルミニウム系合金溶解凝固部Gが粒径3μm以下の結晶粒で構成されてなることを特徴とする。
(もっと読む)
鉄系合金部材とアルミニウム系合金部材との異種金属溶接接合体
【課題】 従来の鋼と5000系アルミニウム合金など鉄系合金部材とアルミニウム系合金部材の接合技術の背景に鑑み、これらの不利や問題点を全面的に解消し、同質部材同士の溶接と実質的に変わらない優れた接合強度と高い生産性などの利点を享受し得る異種金属接合体を提供する。
【解決手段】 本発明に係る異種金属溶接接合体は、鉄系合金部材1とアルミニウム系合金部材2とが鉄系合金部材1側からの入熱により溶接された接合体であって、鉄系合金部材1において溶解凝固した鉄系合金溶解凝固部Bと、アルミ合金部材2に溶け込んで凝固した鉄系合金溶け込み凝固部Aと、アルミニウム系合金部材2において溶解凝固したアルミニウム系合金溶解凝固部Gとが連続的に一体に構成されてなる溶接凝固部を有するとともに、鉄系合金溶け込み凝固部Aがその表面に複数の突起Hを有することを特徴とする。
(もっと読む)
1,011 - 1,020 / 1,149
[ Back to top ]