
Fターム[4E068BC00]の内容
レーザ加工 (34,456) | 併用溶接 (151)
Fターム[4E068BC00]の下位に属するFターム
Fターム[4E068BC00]に分類される特許
1 - 19 / 19
高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属
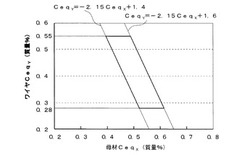
【課題】引張強度が780乃至980MPa級の中厚の高張力鋼板をレーザ・アークハイブリッド溶接する際に、鋼板の組成により最適な溶接材料を選択して溶接し、高い引張強度及び高い靱性を有する溶接金属が得られる高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属を提供する。
【解決手段】高張力鋼板のレーザ・アークハイブリッド溶接において、Tiの含有量が0.03質量%以下の高張力鋼板をTiの含有量が0.06質量%以下の溶接材料を使用してレーザ・アークハイブリッド溶接する。溶接材料は、その組成から算出される炭素当量CeqYが、高張力鋼板の炭素当量CeqXに対して所定の範囲を満足するものを選択することにより、高い引張強度及び靱性を両立させた溶接金属が得られる。
(もっと読む)
レーザ溶接方法とレーザ溶接装置

【課題】被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記被溶接物の表面における前記フィラーの狙い位置と同じ位置にレーザビームを照射すると共に、前記フィラーの中心軸と前記レーザビームの光軸とのなす角度を45度以下にするレーザ溶接方法とレーザ溶接装置に関する。
【解決手段】被溶接物1の溶接位置に供給するフィラー7が前記被溶接物1の表面における狙い位置Aと同じ位置にレーザビーム2を前記フィラー7に照射しながら入射すると共に、前記フィラー7の中心軸と前記レーザビーム2の光軸のなす角度を45度以下にすることによって溶着速度を上げると共に、溶融金属のギャップに対するブリッジ能力を高め、継手溶接では広い許容ギャップを得ることができる。
(もっと読む)
レーザ・アークろう付け方法
【課題】 ろう材にフラックスが含まれていなくても、表面領域の材料が異なる2種の金属板を良好にろう付けできるようにする。
【解決手段】 2種の異なる金属板105、106の表面領域の材料を洗浄又は蒸発させるのに必要な出力を有するレーザ光107、108を、金属板105、106のそれぞれに個別に照射する。そして、レーザ光107、108よりも、ろう付け進行方向Aの後方側の領域において、フラックスレスのろう材109を、ろう付け進行方向Aに移動させながら、レーザ光107、108が照射された後の接合予定箇所の方向に送給し、ろう材109と、接合予定箇所との間の不活性雰囲気中にアークを発生させ、ろう材109を溶融し、金属板105、106をろう付けする。
(もっと読む)
接合方法
【課題】摩擦攪拌接合の長所を活かしつつ、その短所を補うことが可能な接合方法を提案する。
【解決手段】接合方法は、複数の金属製の被接合部材を突き合わせて突合部を構成する突合工程S1と、突合部の一部に沿って摩擦攪拌を行う摩擦攪拌接合工程S2と、突合部の他部に沿って溶接を行う溶接工程S3と、を有する。
(もっと読む)
接合構造及び接合方法
【課題】熱ストレスに強く、スパッタを発生させることなく大きな接合面積を確保することができる接合構造及び接合方法を提供すること。
【解決手段】パワー半導体素子13に備わる放熱ブロック14に対して配線テープ18を接合している接合部20において、放熱ブロック14と配線テープ18が、拡散接合部材31aによって接合されている拡散接合部30と、放熱ブロック14と配線テープ18とが溶融接合された溶融接合部40と、を備え、拡散接合部40を囲むように溶融接合部40が形成されている。
(もっと読む)
鋼板の重ね溶接方法及び鋼板の重ね溶接継手
【課題】板厚が比較的小さな鋼板を含む複数の鋼板を、高い接合強度で重ね溶接する鋼板の重ね溶接方法及び鋼板の重ね溶接継手を提供する。
【解決手段】表面側鋼板1aと、表面側鋼板1aよりも板厚が大きい高板厚鋼板1b、1cとを、表面側鋼板1aが表面側に配置するように重ね合わせた状態で、鋼板1a〜1cを板厚方向から加圧しながらスポット溶接することにより、鋼板1a〜1cにスポット溶接部5を設けるスポット溶接工程と、スポット溶接部5または前記スポット溶接部5の周囲にレーザ光Lを照射して、表面側鋼板1aと高板厚鋼板1bとをレーザ溶接するレーザ溶接工程と、を具備してなる鋼板の重ね溶接方法を採用する。
(もっと読む)
Zn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置
【課題】Zn含有物質被覆溶接母材をレーザ・アークハイブリッド溶接する場合に、Zn含有物質がレーザ・アークハイブリッド溶接に影響を及ぼすことが抑制されるZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置を提供すること。
【解決手段】溶接トーチ11と、ワイヤ送給部12と、電源部13と、レーザトーチ23と、レーザ発振器21と、前記レーザ発振器21で生成されたレーザ光を前記レーザトーチ23に伝送するレーザ光伝送手段22と、を備えたレーザ・アークハイブリッド溶接装置1であって、前記溶接母材Wのビード形成予定部Bの光反射率を測定する光反射率測定手段27を有し、前記溶接トーチ11及びレーザトーチ23が通過する前に前記光反射率に基づいてビード形成予定部BのZn含有物質の残留量を確認するように構成されていることを特徴とする。
(もっと読む)
レーザ溶接方法
【課題】貫通溶接における被加工物の外観を良好なものとすることができるレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法では、一方の金属板10aに溝部Gを形成しておくことにより、溝部Gの底部Gaに貫通溶接部24を形成する。そして、溝部Gを埋めるように貫通溶接部24の表面24aにロウ付け部27を形成する。溶接後のワークWにおいては、ロウ付け部27によって貫通溶接部24の少なくとも一方側が表面Waに露出しなくなるので、ワークWの外観が良好なものとなる。
(もっと読む)
レーザ・アークハイブリッド溶接装置の設置方法及び溶接ロボット
【課題】溶接ロボットに用いられるレーザ・アークハイブリッド溶接装置に関してコンパクト化し、トーチに種々のケーブル等が接続されていてもアーム部が効率的に動作し動作範囲の制約が軽減されるレーザ・アークハイブリッド溶接装置の設置方法及び溶接ロボットを提供すること。
【解決手段】手首部26に連接される複数のアーム部24、25を有するロボット2に、トーチ41と、ワイヤ送給部42と、電源部45と、レーザ発振器51と、レーザ光伝送手段52とを有するレーザ・アークハイブリッド溶接装置4を設置した溶接ロボット1であって、前記ワイヤ送給部42が前記手首部26に連接されるアーム部25に配置され、前記電源部45及びレーザ発振器51が前記複数のアーム部24、25以外の位置に配置されている。
(もっと読む)
金属の表面改質方法
【課題】回転工具を用いることにより、入熱手段による加熱を施すことなく金属の表面改質を行なう。
【解決手段】金属からなる改質部材45に挿入した状態で回転することにより改質部材45を処理する小径部42と、小径部42と一体化され、小径部42が処理している間に改質部材45を押圧する大径部43とを備えた回転工具41により改質部材45の表面を改質する方法であって、大径部43を改質部材45に押圧することにより、押圧された大径部43の一部を改質部材45に肉盛りさせる金属の表面改質方法。
(もっと読む)
ハイブリッド溶接用継手
【課題】レーザ・アークハイブリッド溶接を高速で行うことができるようにしたハイブリッド溶接用継手を提供すること。
【解決手段】板材からなる一対の被接合部材11を接合すべく突き合わせた接合端部同士を、レーザ溶接とアーク溶接が連続するレーザ・アークハイブリッド溶接を行うために、その突き合わせた一対の接合端部によって形成されるものであって、接合端部には、レーザ照射側に位置する段差面13と、その段差面13より突き合わせ方向に突き出したレーザ反照射側に位置する接合突起12とが形成され、接合突起12同士を突き合わせることで、向かい合う段差面13同士によって溶接溝15が形成されるハイブリッド溶接用継手10。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】鋼板への補剛材の溶接品質の向上を図り且つ疲労強度の向上を図る。
【解決手段】鋼板10と共に閉断面構造をなす補剛材20を前記鋼板10の表面に複数溶接してなる補剛板であって、前記補剛材20は、前記鋼板10に当接する縁部が前記閉断面構造の外側から所定出力のレーザLを所定方向から照射されて所定溶接速度でレーザ溶接されることにより、前記鋼板10に接合されている。
(もっと読む)
レーザ溶接用接合継手および接合体
【課題】レーザビームによる被接合部材への入熱過多によって歪みが生じないようにしたレーザ溶接用接合継手及び当該継手によってレーザ溶接された接合体を提供すること。
【解決手段】被接合部材1A,1B同士の接合端面13,14を突き合わせた接合部をレーザ溶接又はレーザ・アークハイブリッド溶接によって接合するため、当該被接合部材1A,1Bに形成されたものであって、被接合部材1A,1Bの接合端部には、接合端面13,14が連続するようにレーザ照射面側に突設した凸部15が形成され、該凸部15のレーザ照射面側に溶接溝16が形成されたレーザ溶接用接合継手。
(もっと読む)
レーザ溶接用接合継手および接合体
【課題】ブローホールの発生を抑えた品質の良い溶接を行うためのレーザ溶接用接合継手を提供すること。
【解決手段】シールドガスを噴射しながら行うレーザ溶接やレーザ・アークハイブリッド溶接によって接合する第1及び第2被接合部材1A,1Bに形成され、第1被接合部材1Aは、第2接合部材1Bの接合端面と突き合わされる接合突起11と、レーザの反照射側にあって接合突起11に突き合わされた第2被接合部材13,14を受ける支持突起6とが形成され、その支持突起6は、レーザの照射側に凹んだ凹部12を形成したものであって、その凹部12内面は、接合突起11に形成された反照射側の平面部22から凹部底面24へと連続し、その凹部底面24が接合突起11の接合端面21を超えて延び、照射側に突き出て第2被接合部材13,14を受ける先端支持部25に連続するように形成されたレーザ溶接用接合継手10A,10B。
(もっと読む)
アルミナイズ金属工作物をレーザー−アークハイブリッド溶接する方法
【課題】アルミニウムを含む表面皮膜を有する構造部材の溶接において、良好な機械的特性の得られる方法を提供する。
【解決手段】レーザービームを少なくとも1つの電気アークと組み合わせて金属を溶融し、前記工作物を溶接する。その際、溶融金属の体積を増大し、1.2%より大きい局所的なアルミニウム濃度をなくすことにより、これに起因する機械的特性の低下を防止する。
(もっと読む)
異種金属材の接合方法、同方法で製造された機械部品とプラネタリキャリア
【課題】焼結金属からなる部材と鍛造材からなる部材を鑞付けと溶接の2つの方法を使用してコスト上昇が抑えられる方法で健全に、しかも、鍛造材の強度などを低下させずに接合一体化し得るようにすることを課題としている。
【解決手段】密度7.2g/cm3以下の焼結金属からなる部材11に密度7.3g/cm3以上の高密度金属部材13を予め鑞付けし、この高密度金属部材13に鋼の鍛造材からなる部材12を溶接して部材11と部材12を溶接部にブローホールを発生させずに、また、部材12の加熱、徐冷による強度低下、硬度低下を生じさせずに一体化する。
(もっと読む)
重ね継手の溶接方法
【課題】重ね継手を構成する複数の接合部間のギャップを解消又は極力低減して、高品質のレーザー溶接を可能とする重ね継手の溶接方法を提供する。
【解決手段】薄肉鋼板からなる二つの接合部1a,2aを重ね合わせて、帯状に延びる重ね合わせ部3を構成する。帯状重ね合わせ部3の複数箇所で前記接合部の厚み方向に圧接を施すことにより、帯状重ね合わせ部3の幅方向に長く延びる略長方形状の圧接部4を、帯状重ね合わせ部3の長手方向に沿って間隔を隔てながら複数個形成する。レーザービームの走査線が複数個の圧接部4の各々と交差するように走査させながら、レーザービームを帯状重ね合わせ部3に照射することにより、帯状重ね合わせ部3の長手方向のほぼ全体にわたって、レーザー溶接痕5が複数個の圧接部4の各々と交差するようなレーザー溶接を施す。こうして、二つの接合部1a,2aからなる重ね継手の溶接を完了する。
(もっと読む)
溶接方法
【課題】金属層を金属製の対象物に溶接する方法であって、金属製の対象物と金属層との間に耐久性のある結合が得られ、金属製の対象物とは反対側で金属層の表面の変態がほぼ回避できる方法を提供すること。
【解決手段】金属層を金属製の対象物に溶接する方法であって、結合領域への熱導入が金属製の対象物の、金属層とは反対側から少なくとも部分的に対象物を通して金属層に向かって行なわれる方法において、金属製の対象物の金属層を有する側にて、溶接過程をコントロールするためにピロメータを用いて金属層の温度変化を検出すること。
(もっと読む)
レーザ加工ヘッド及びこれを備えたレーザ加工装置
【課題】 反射ミラーなどを要しない簡易な構成とし、ヘッドのコンパクト化、高集光性及び長焦点化が可能であり、また、アーク電極や切断ガスなどの供給が容易なレーザ加工ヘッド及びこれを備えたレーザ加工装置を提供する。
【解決手段】 レーザ光を平行にするコリメート光学系62と、半割れレンズ67を有し、この半割れレンズ67の光軸位置をコリメート光学系の光軸位置に対してこれらの光軸と直交する方向へずらしてコリメート光学系を出たレーザ光52が全て半割れレンズに入射するようにし、この半割れレンズによって前記レーザ光をワーク55に集光照射する集光光学系62と、半割れレンズの分割面67c側に半割れレンズの光軸に沿って配設されたMIG電極57などの加工手段とを備えてレーザ加工ヘッド54を構成し、このレーザ加工ヘッドを備えてレーザ加工装置を構成する。
(もっと読む)
1 - 19 / 19
[ Back to top ]