
Fターム[4E068BE00]の内容
レーザ加工 (34,456) | 突合せ溶接 (274)
Fターム[4E068BE00]の下位に属するFターム
Fターム[4E068BE00]に分類される特許
1 - 20 / 221
レーザ溶接方法
転がり軸受装置およびその製造方法、転がり軸受の製造装置、並びにハードディスク装置
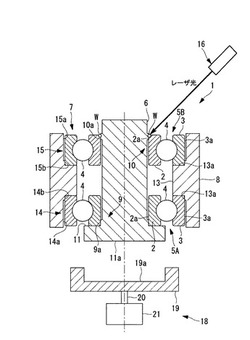
【課題】レーザ光の照射による熱影響を原因とする錆の発生と、レーザ光の照射により溶融した金属の硬化収縮を原因とする転がり軸受の位置ずれの発生を減少させる。
【解決手段】転がり軸受5Bの内輪2内面2aをシャフト6の外面に嵌合し、周方向の複数箇所に対して順次レーザ光を照射して転がり軸受5Bの内輪2における軸方向の周縁部とシャフト6の外面とを複数の溶接部によって溶接し、互いに隣接する溶接部となる溶接箇所Wを連続する順序で溶接することなく全ての溶接部を形成する転がり軸受装置1の製造方法を提供する。
(もっと読む)
溶接システム及び方法

【課題】比較的低い出力レーザを高い速度で使用して、厚い片上に完全溶け込み溶接部を形成する。
【解決手段】本溶接システム100は、ギャップ140を形成するように配置された片と、ギャップ140内に配置されたフィラー150と、ギャップ140に追従しかつ該ギャップ140の近傍に溶融材料を移動させて初期溶接プール133を形成するように配置及び構成されたアーク溶接機160と、ギャップ140に隣接して初期溶接プール133を通してレーザビームを投射してフィラー150の一部分を溶融して強化溶接プール134を形成しかつそれが該ギャップ140を充填するのを助けるように配置及び構成されたレーザ溶接機130とを含む。
(もっと読む)
レーザ溶接方法
【課題】良好な溶接部を形成することができるレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法では、第1のレーザビームL3によってワークWに溶融プールP2を形成し、第1のレーザビームL3に追従する第2のレーザビームL4で液滴状に溶融させたフィラーワイヤYを溶融プールP2に流し込む。溶融プールP2に流し込まれたフィラーワイヤYは、第1のレーザビームL3の照射によって生じた溶融プールP2内の乱流を抑制する作用を発揮する。したがって、このレーザ溶接方法では、表面状態が整った良好な溶接部32を形成できる。
(もっと読む)
接合継ぎ目を監視する光学測定装置、ならびに同測定装置を備える接合ヘッド及びレーザ溶接ヘッド
【課題】ワークピース内の接合領域を監視する光学測定装置を提供する。
【解決手段】光学測定装置100は、接合対象であるワークピース16の方向に光扇22を投射して、前記接合対象であるワークピースの接合領域10内に、その接合領域内の接合継ぎ目14と交差する三角測量光ライン24を生成するのに適した第1光源20を備える少なくとも一つの光切断装置18と、前記接合対象であるワークピースの接合領域を均一に照光する第2光源28を備える照光装置26と、接合継ぎ目上に投影された三角測量光ラインの空間分解画像を生成する、第1測定ビーム経路32を有する第1光センサ30と、接合継ぎ目の空間分解画像を生成する、第2測定ビーム経路36を有する第2光センサ34とを含み、第2測定ビーム経路は、第1測定ビーム経路内に同軸結合され、第1光センサの読み取り速度は1kHzを上回り、第2光センサの読み取り速度は500Hz未満である。
(もっと読む)
鋼板のレーザ溶接方法、およびレーザ溶接装置
【課題】被溶接材溶接部の形状不良を低減させ、十分な接合強度を得ることができる鋼板のレーザ溶接方法を提供する。
【解決手段】水が付着した複数の鋼板の端面同士を突き合わせ、突き合わせた鋼板の突き合わせ部分にレーザビームを照射して突き合わせ部分を溶接する鋼板のレーザ溶接方法であって、鋼板の端面を突き合わせに適する形状に形成する切断工程と、切断工程により形成された端面を突き合わせる突き合わせ工程と、突き合わせ部分を加熱し、水を除去する第1の加熱工程と、第1の加熱工程により加熱された前記突き合わせ部分をレーザにより溶接するレーザ溶接工程とを備える鋼板のレーザ溶接方法とする。
(もっと読む)
厚鋼材のレーザ溶接方法
【課題】開先幅が極めて小さい場合においても、板厚が50mm以上の厚鋼材を安定的に多層レーザ溶接できる厚鋼材のレーザ溶接方法を提供する。
【解決手段】板厚が50乃至200mmの1対の厚鋼材1を突き合わせて配置し、この突き合わせ部を継手としてレーザ溶接する。突き合わせ部の開先10形状は、底部の幅Wgが1.5乃至3.5mmのV字開先又はY字開先である。溶接開始時における開先深さをXmm、溶接開始時における開先開口部の幅をYmmとしたときに、溶接開始時における開先開口部幅Yは、前記開先深さXに対して下記数式を満足する。そして、開先10の壁面12をガイドとして帯状の溶加材6を底部11に供給すると共に、開先の底部にレーザ光を照射して、開先内を多層レーザ溶接する。開先底部に照射するレーザ光は、その照射位置におけるレーザスポット径が1.0乃至2.5mmにデフォーカスされている。 (もっと読む)
(もっと読む)
鋼材の突合わせ溶接方法
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
溶接方法
【課題】アーク溶接及びレーザ溶接を併用する溶接方法において、溶接部の品質を劣化させることなく、スパッタやポロシティの発生を抑制すること。
【解決手段】アーク放電の電極1の走査に追随して、焦点を溶接対象物Mの厚み中心から裏面まで、あるいは、裏面下方に位置するように調節したレーザ光2を、前記アーク放電によって形成された溶融池に向けて走査する。このレーザ光2は、溶接対象物Mの表面側において、レーザ光2の焦点がずれた状態となっている。このため、溶融池の表面にレーザ光2のエネルギーが集中しにくく、照射部分の局所的な加熱が生じにくい。この局所的な加熱を防止することで溶融池の表面変動が減少し、この表面変動に起因して発生するスパッタ及びポロシティの発生を抑制できる。
(もっと読む)
耐遅れ破壊特性に優れた鋼板溶接部の製造方法およびその溶接部を有する鋼構造物
【課題】耐遅れ破壊特性に優れた鋼板溶接部の製造方法およびその溶接部を有する鋼構造物を提供する。
【解決手段】複数の鋼板を重ね合わせ、あるいは突合せて、重ね部あるいは突合せ部の最上段の鋼板表面にレーザを照射し、最下段の鋼板裏面まで溶融させつつ溶接部を形成させる場合において、溶接部を形成させたのち、10分以内に絶対湿度が2g/m3以下のシールドガスを最上段の鋼板表面の溶接部に供給しつつ、大気に接している最下段の鋼板裏面まで貫通しないよう溶接金属にレーザを1回以上再照射し、溶接金属を照射回数分だけ再溶融させることを特徴とする。
(もっと読む)
レーザ溶接方法とレーザ溶接装置
【課題】被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら溶接位置にフィラーを供給するレーザ溶接方法において、溶接中に外乱があっても良好な溶接ビードを得るレーザ溶接方法とレーザ溶接装置を提供する。
【解決手段】レーザ発生手段9と、アーク発生手段13と、加熱手段20と、ワイヤ送給手段17と、フィラー送給手段18と、電圧検出手段24と、調整手段25と制御手段26とを備え、前記制御手段26は、フィラー7に加熱電流を流してそれを加熱する際、前記フィラー7と溶融池6との接触不良の前兆が検出されると、前記フィラー7と前記溶融池6とが接触するよう前記フィラー7の送給速度または前記フィラー7の先端位置を調整しながら溶接を行うことによって溶接中に外乱があっても前記フィラー7と前記溶融池6との接触を確保することができ良好な溶接ビードを得ることができる。
(もっと読む)
レーザ溶接装置及びレーザ溶接方法
【課題】溶接部の溶け込み深さを直接測定することで、溶接部の品質の評価を高精度に行うレーザ溶接装置及びレーザ溶接方法を提供することを目的とする。
【解決手段】本発明は、レーザ光で溶接部を溶接するレーザ溶接装置であって、前記レーザ光を照射するレーザ出力手段と、前記レーザ光と波長の異なる光である物体光を前記溶接部に照射すると共に前記溶接部で反射した前記物体光から前記溶接部の溶け込み深さを測定する光干渉計と、前記レーザ出力手段からの前記レーザ光と前記光干渉計からの前記物体光とを同軸にして前記溶接部に照射する光学部材と、測定した前記溶接部の溶け込み深さに基づいて前記溶接部の良否を評価する評価手段と、を備え、前記溶接部における前記物体光のスポット径が前記レーザ光のスポット径よりも大きいことを特徴とするレーザ溶接装置を提供する。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】レーザを用いたレーザ突き合わせ溶接において、溶接部の凹みを抑制するとともに、溶接の効率を低下させることなく、良好な溶接品質を得ることができるレーザの溶接方法を提供する。
【解決手段】発振機は、複数の発振媒体から構成される単一の発振機であり、レーザビームは、鋼板の表面において、1つのビームスポットまたは溶接線方向に並列した2つの円形状のビームスポットが形成されるように集光され、鋼板の表面におけるビームスポットの溶接線方向の総長さが溶接線に直交する方向のビームスポット幅より大きくなる関係を有してビームスポットが溶接線に沿って移動することにより溶接することを特徴とする。
(もっと読む)
溶接継手の製造方法
【課題】溶接品質を保ちつつルートギャップを確保するための突起部を低コストかつ短時間で形成することができる溶接継手の製造方法を提供する。
【解決手段】本発明に係る溶接継手の製造方法は、被溶接部材10の開先面10aに1または複数の突起部GTを形成する形成工程と、被溶接部材10の開先面10aと被溶接部材11の開先面11aとを対向させつつ、被溶接部材10と被溶接部材11との溶接を行う溶接工程と、を有する。形成工程において溶接によって溶材を盛ることで突起部GTを形成することが好ましく、または開先面10aに溶材を介在させることによって突起部を形成することが好ましい。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】レーザを用いたレーザ突き合わせ溶接において、溶接部の凹みを抑制するとともに、溶接の効率を低下させることなく、良好な溶接品質を得ることができるレーザの溶接方法、およびレーザ溶接装置を提供する。
【解決手段】発振媒体は、並列に配置された複数のファイバ状またはディスク状の結晶体から構成され、レーザビームは、鋼板の表面において、1つのビームスポットまたは溶接線方向に並列した2つの円形状のビームスポットが形成されるように集光され、鋼板の表面におけるビームスポットの溶接線方向の総長さが溶接線に直交する方向のビームスポット幅より大きくなる関係を有してビームスポットが溶接線に沿って移動することにより溶接することを特徴とする。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】レーザを用いたレーザ突き合わせ溶接において、溶接部の凹みを抑制するとともに、溶接の効率を低下させることなく、良好な溶接品質を得ることができるレーザの溶接方法を提供する。
【解決手段】発振機は、複数の発振媒体から構成される単一の発振機であり、光学系はコリメートレンズ、光屈折板および集光レンズを有し、レーザビームは、鋼板の表面において、1つのビームスポットまたは溶接線方向に並列した2つの円形状のビームスポットが形成されるように集光され、鋼板の表面におけるビームスポットの溶接線方向の総長さが溶接線に直交する方向のビームスポット幅より大きくなる関係を有してビームスポットが溶接線に沿って移動することにより溶接することを特徴とする。
(もっと読む)
レーザ溶接方法
【課題】溶接中にスパッタが飛散して被溶接材の上面および光学部品へ付着することを抑制するとともに、被溶接材の裏面のアンダーカットやアンダーフィルが発生することを防止できるレーザ溶接方法を提供する。
【解決手段】2本のレーザビームを溶接線に沿って被溶接材の上面側から照射し、被溶接材の上面側で溶接進行方向に先行するジャストフォーカスでのスポット径の先行レーザビームおよび後行するジャストフォーカスでのスポット径の後行レーザビームを被溶接材の上面に垂直方向に対する入射角を設けて溶接進行方向に傾斜させて照射するとともに、被溶接材の上面での先行レーザビームの照射領域の中心と後行レーザビームの照射領域の中心との距離を所定の範囲内としてレーザ溶接を行なう。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】 溶接の可否、溶接の良否を溶接工程中で確実に検出できるレーザ溶接技術を提供する。
【解決手段】 本発明になるレーザ光照射によるレーザ溶接方法は、次の工程を含むことを特徴とするものである。
a)導電性の被溶接物を重ね合わせまたは突き合わせてセットする工程
b)前記工程でセットした被溶接物間の電気抵抗を測定し、予め定められた第1の設定値との差を求め、差が正の値のときは再度セットし直す工程
c)前記工程で差が0または負の値のときはレーザ光を照射してレーザ溶接を行う工程
d)前記工程中、前記被溶接物間の電気抵抗を測定し、予め定められた第2の設定値との差を求め、差が0または負の値になるまでレーザ光を照射する工程
(もっと読む)
レーザ狭開先多層盛溶接方法と装置
【課題】厚板であって,幅4mm〜6mmの開先を設けた金属製の溶接母材の狭開先多層盛溶接を低出力レーザによって確実に行うことができるレーザ狭開先多層盛溶接方法と装置を提供すること。
【解決手段】レーザ光2の焦点を外して得られるレーザスポット21を狭開先に加工した金属製の溶接母材8に照射するとともに,ホットワイヤ3を母材8の溶融部分の中央に供給して溶融プール7を形成し、ワイヤ3を挟んでそれぞれ同じ側にある開先壁面10又は11と溶融プール7の境界線とワイヤ3の側縁との間とワイヤ3を照射しないように溶融プール7と前方開先底面12との境界線上を通る略U字形の軌跡上をレーザスポット21を往復走査させて溶接をするレーザ狭開先多層盛溶接方法である。
(もっと読む)
レーザ溶接方法
【課題】溶接中にスパッタが飛散して被溶接材の上面および光学部品へ付着することを抑制するとともに、被溶接材の裏面のアンダーカットやアンダーフィルが発生することを防止できるレーザ溶接方法を提供する。
【解決手段】異なる光ファイバーを用いて伝送されたジャストフォーカスでのスポット径が直径0.3mm以上の2本のレーザビームを溶接線に沿って被溶接材の上面側から照射し、被溶接材の上面側で溶接進行方向に先行する先行レーザビームおよび後行する後行レーザビームを被溶接材の上面に垂直な方向から入射角を設けて溶接進行方向に傾斜させて照射するとともに、先行レーザビームの入射角を後行レーザビームの入射角よりも大きくしてレーザ溶接を行なう。
(もっと読む)
1 - 20 / 221
[ Back to top ]