
Fターム[4E068BE01]の内容
Fターム[4E068BE01]の下位に属するFターム
開先合せ装置 (9)
Fターム[4E068BE01]に分類される特許
1 - 16 / 16
鋼板のレーザ溶接方法およびその装置
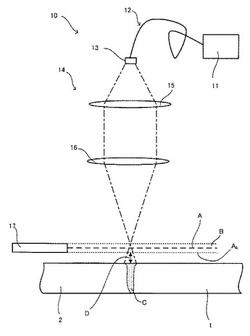
【課題】スパッタによる光学部品損傷の防止、および被溶接材へのスパッタの付着を防止することができるレーザ溶接方法を提供する。
【解決手段】複数の結晶体から構成される発振機11から放出され、光ファイバ12により伝送され、光学系14で集光されたレーザビームを用いて突き合わされた鋼板を溶接する方法であって、光学系と鋼板との間に、レーザビームの照射により形成される溶融池Cから飛散するスパッタに向け、横方向から、前記溶融池に直接あたらないように気体を噴射する第1の気体噴射手段17を配置し、該第1の気体噴射手段の噴射口の下端に沿う延長線Akと溶融池との垂直距離が3mm以下の範囲となるように溶融池の直上を横切って気体を噴射しながらレーザビームを照射して溶接することを特徴とする。
(もっと読む)
溶接ヘッドおよびそれを備えた溶接装置

【課題】レーザ出力装置などの加熱源によって予め加熱されたワークの部分をアーク溶接するハイブリッド溶接において、アーク溶接を実行するコンタクトチップの熱損傷を抑制する。
【解決手段】
加熱源によって予め加熱されたワークWの部分20に対して、アーク溶接を実行するための溶接ワイヤ12を先端の開口から送出するコンタクトチップ14を備える溶接ヘッド10において、コンタクトチップ14近傍に設けられたプルーム遮蔽板18を有する。加熱源によるワークWの加熱によって発生したプルームPを少なくともコンタクトチップ14の先端14aが大量に浴びないように、該先端14aがプルーム遮蔽板18によって覆われる。
(もっと読む)
バンドを互いにそれらの縦縁に沿って接合するように案内するための装置及び方法
本発明は、バンド(5、6)を互いにそれらの縦縁(7、8)に沿って接合するように案内するための装置及び方法に関する。互いに間隔を空けて実質的に平行に進むバンドを偏向ローラ(1、2、3、4)を介して接合位置に案内する。比較的厚いバンド及び/又は高強度品質のバンドを接合するときにもプロセス中に1つのバンドが塑性変形することなく、くさび形接合角(開口角)を作り出すために、本発明の装置は、接合位置のより近くにある偏向ローラ(3、4)が、バンドの接合すべき縦縁(7、8)の方向に先細である円錐ローラとして構成され、この円錐ローラ(3、4)のバンドの進行方向の上流に配置された偏向ローラ(1、2)が、同様に円錐ローラとして又は円柱状の外側面を有する偏向ローラとして構成され、かつ最後に述べた偏向ローラ(1、2)が、バンド(5、6)の他方の縦縁(10、11)の方向に先細であるか、又は円柱状の外側面を有する偏向ローラの回転軸が、バンドの接合すべき縦縁(7、8)の反対の縁側で、バンドの進行方向の下流に配置された円錐ローラ(3、4)の回転軸に空間的に接近していることを条件とする。 (もっと読む)
ベント式シムビーム溶接プロセス
【課題】 2つの金属材料部材をビーム溶接するための方法及びシステムを提供する。
【解決手段】 本方法は、2つの金属材料部材間の溶接継手接合面に沿って第1のシムを配置し、2つの金属材料部材間の溶接継手接合面に沿って第1のシムから所定の距離に第2のシムを配置して、第1のシムと第2のシムの間に第1のベント経路を形成し、シムを用いて金属材料部材をビーム溶接して、ポロシティのない溶接部を形成することを含む。
(もっと読む)
金属板のレーザ溶接方法およびレーザ溶接装置
【課題】レーザ溶接機本体の前方や後方に整形ロールを備えた溶接装置によるレーザ溶接において、溶接時に発生するスパッタによる被溶接材の外観品質の低下を防止することができる金属板のレーザ溶接方法およびレーザ溶接装置を提供する。
【解決手段】金属板1の突き合わせ部分にレーザビームを照射して突き合わせ部分を溶接して溶接部を有する溶接金属板を得る金属板のレーザ溶接方法であって、溶接前の突き合わせ部分を板厚の上下方向から押圧することにより突き合わせ部分の金属板表裏面を整形する前方整形ロール20に噛み込む直前の金属板の表面に気体を噴射し、および/または溶接後の溶接部を板厚の上下方向から押圧することによって溶接部を整形する後方整形ロール40に噛み込む直前の金属板の表面に向けて気体を噴射して、金属板上のスパッタを吹き飛ばしながらレーザビームを照射して溶接することを特徴とする。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】厚肉材料を溶接する場合や、ギャップ部分の溶接を行う場合であっても、溶接部の品質低下を防止することができるレーザ溶接装置およびレーザ溶接方法を提供する。
【解決手段】一方の側からレーザビームが照射される溶接対象物Wにおける他方の側に押し当てられる粒状のフラックス3と、流体の供給を受けて膨らみ、溶接対象物Wにおける他方の側に向かってフラックス3を押し付ける押付け部5と、が設けられ、溶接対象物Wを貫通したレーザビームは、フラックス3を突き抜けない、またフラックス溶融厚さを抑制したことを特徴とする。
(もっと読む)
レーザヘッド及びレーザ照射による管状部品の接合方法
本発明は、レーザ照射によって管状部品同士1、3;12、13を溶接するためのレーザヘッド11並びにレーザヘッド11を用いて管状部品同士1、3;12、13を溶接する方法に関するものである。レーザヘッド11並びにレーザヘッド11を用いた方法は、接合部材又は分岐部材1と管3の端部2とを接合するのに適している。レーザヘッド11は、重なりあった管状部品同士の全周を同時に溶接可能であり、分割可能な2つのヘッド構成部材16を備えているので、連結部材4又は管状部品同士1、3;12、13を囲んで設置できる構成となっている。ヘッド構成部材16には複数のレーザ光源17が備えられ、該レーザ光源からのそれぞれのレーザビーム7が接合部4又は溶接される部分15に向け照射されて、そこで重なり合うように配置されている。  (もっと読む)
(もっと読む)
スライド式手動溶接装置
【課題】 簡潔構造で準備も容易のスライド式手動溶接装置を提供すること。
【解決手段】 本発明のスライド式手動溶接装置10は、同一平面上に固定される一方の被溶接体19bに押し当てられ回動する回動ローラ32a、32bと、同一平面上に固定される他方の被溶接体19aの上方に取付けられるガイド部21に押し当てられ回転するガイドローラ33a、33bと、ガイドローラ33a、33bと回動ローラ32a、32bが取付けられる基板13に装着される溶接トーチ35とを備え、回動ローラ回動ローラ32a、32bの回動により溶接トーチ35が一方の被溶接体19bと他方の被溶接体19aとの端部に沿って移動し溶接が行われることとした。
(もっと読む)
厚肉金属加工品を溶接によって結合する方法および装置
本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
溶接状態の検査方法
【課題】 板厚差のある一対のワークの突合せ溶接において、溶接位置の狙い位置からのズレの有無を判定する。
【解決手段】 板厚差のあるワーク1,2を突合せ溶接するに際し、ビード3の断面プロファイルの傾きを測定し、測定した傾き値を予め記録された基準値と比較することにより、溶接位置のずれの有無を判定する。
(もっと読む)
レーザ加工装置、レーザ加工方法およびレーザ加工品製造方法
【課題】内部に真空空間を有する加工品の製造において、製造工程数を低減し、加工品一つ当たりの製造時間を短くすることが可能なレーザ加工装置及び加工方法を提供する。
【解決手段】ふたつのワーク片W1,W2の接触又は近接する箇所にレーザ光を照射して該箇所を融着するレーザ加工装置であって、ふたつのワーク片を収容しうる真空チャンバHと、該真空チャンバ内に収容された該ワーク片の該箇所にレーザ光を照射して、該ワークの融着温度以上の温度に加熱して融着する融着手段とを備えている。
(もっと読む)
金属薄板のレーザ突合せ溶接装置及び金属薄板のレーザ突合せ溶接方法
【課題】 各種板厚・強度の金属薄板に対してマッシュローラを交換することなく,最小の圧下力で金属薄板端部に塑性変形を生じさせることができる装置及び方法を提供する。
【解決手段】 レーザにより金属薄板を突合せ溶接する装置であって、レーザトーチの前方で金属薄板への投影面において金属薄板の端面から0〜2mmの位置にマッシュローラを配置し,前記マッシュローラは先端rが4〜8mmで、前記金属薄板の進行方向に対するマッシュローラの回転軸の角度は変更可能であり、金属薄板を介してマッシュローラの反対側に下部ローラを配置することを特徴とする金属薄板のレーザ突合せ溶接装置。
(もっと読む)
記録媒体カートリッジの上下シェルハーフの溶接方法
【課題】上下シェルハーフが周壁の複数箇所においてで突合わせ溶接されて形成されかつ内蔵された記録媒体に対するアクセス用開口を備えた扁平なハウジングと、このハウジングのアクセス用開口を開閉すべくハウジングに移動可能に取り付けられたシャッタとを備えた記録媒体カートリッジにおいて、上下シェルハーフの側面における突合わせ部位に隙間が生じるのを防止する。
【解決手段】ハウジングの記録媒体5に対するアクセス用開口6に臨む部位における溶接箇所W4およびW5の近傍を、他の部位よりも大きな押さえ力をもって押圧した状態で上下シェルハーフの溶接を行なう。
(もっと読む)
車輌用灯具及び車輌用灯具のレーザ溶着方法
【課題】 ハウジングとレンズとの間を内外を完全に密閉した状態でレーザ溶着することを課題とする。
【課題を解決する手段】 レンズ20とハウジング10とがレーザ溶着により接合された車輌用灯具1であって、レンズ及びハウジングはそれぞれ全周に亘って延びる第1溶着部12、23と該第1溶着部の外周側において全周に亘って延びる第2溶着部13、24とを備え、レンズとハウジングの第1溶着同士が、また、レンズとハウジングの第2溶着部同士がそれぞれ各別に全周に亘ってレーザ溶着されている。
(もっと読む)
ステントを作成するためのマンドレル及び方法
2つの長辺を有するパターン付きシート(13)がマンドレル(39)の周りに巻き付けられる。マンドレルは、少なくとも1つの平坦な表面を備える。シートの長辺はマンドレルの平坦な表面に隣接して固定され、シートの長辺に沿った点はレーザー溶接又はその他の接続手段で接続される。レーザービーム(28)は、溶接点全てがマンドレルの長手方向軸線と平行な単一の線上になくても、溶接される点の溶接平面に対して概略直角の方向に向けられる。  (もっと読む)
(もっと読む)
少なくとも1つの高さにおいて位置調節可能な、板金の下方に設けられた緊張ローラーを有する、異なる厚さの板金を突合わせ溶接するための方法、および装置
【解決手段】 本発明は、板金1、2、有利には、異なる厚さの板金ストリップ、または板金プレートを突合わせ溶接するための方法であって、この方法が、これら板金1、2の上方および下方に、対の状態で、互いに間隔をもって溶接継ぎ目の直ぐ横に設けられた緊張ローラー4、5、10でもって、これら板金1、2の接触ライン、即ち製造されるべき溶接継ぎ目に沿って、レーザー光11または電子ビームと、板金1、2との間の相対的な移動によって行なわれ、その際、これら板金1、2の上方に設けられたこれら緊張ローラー10が、高さ移動可能に及び/またはばね作用を行なうようにこれら板金1、2の上で転動する様式の上記方法に関する。少なくとも溶接継ぎ目の一方の側で、これら板金1、2の下方に設けられた、緊張ローラー4、5が、高さにおいて位置調節される。 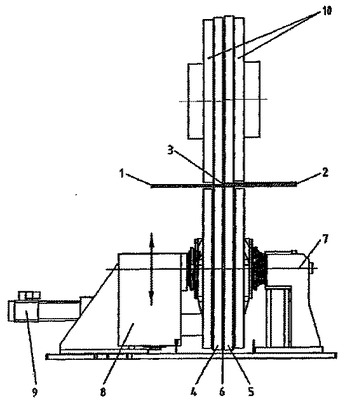 (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]