
Fターム[4E001DA01]の内容
Fターム[4E001DA01]に分類される特許
21 - 29 / 29
複数パネル片面溶接方法
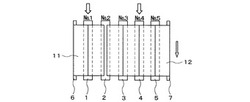
【課題】 複数個のパネルを同時に裏当装置上に供給し、溶接及びその準備を同時に実施することができ、高効率で片面自動溶接することができる複数パネル片面溶接方法を提供する。
【解決手段】 溶接線が1本のパネル11と、溶接線が3本のパネル12とを、矢印で示す裏当部材の長手方向に搬送し、裏当装置1〜5上に配置する。各パネル11,12の溶接線の位置を裏当装置1,3,4,5に一致させる。これにより、パネル11は、その両側縁部が、設備左端部のローラ装置6のローラ群と、第2裏当装置2のローラ群とにより支持される。一方、パネル12は、その両側縁部が、第2裏当装置2のローラ群と、設備右端部のローラ装置7のローラ群とにより支持される。このように、両側縁部がローラに支持された状態で、パネル11,12の溶接線が、パネル上で溶接線に沿って移動する溶接機により、溶接される。
(もっと読む)
両面アーク溶接のアーク長制御方法と溶接装置

【課題】母材の両面のアーク長、あるいは非消耗電極式溶接の入熱量を安定して制御する消耗電極式溶接と非消耗電極式溶接を用いた両面アーク溶接方法と装置を提案すること。
【解決手段】溶接中は非消耗電極アーク電圧測定回路11で測定した非消耗電極アーク電圧値(Vgta)と予め設定した一定値である消耗電極側のアーク電圧値(Vgma-const)の和(Vall)の値を出力電圧値(Vout)とすることにより消耗電極アーク1のアーク長が一定値となるように制御し、溶接電流測定回路17で測定した溶接電流値により予め設定した非消耗電極側の基準アーク電圧値(Vgta-const)を補正し、この補正アーク電圧値と非消耗電極アーク電圧測定回路11で測定した非消耗電極アーク電圧値(Vgta)との比較により、非消耗電極溶接トーチ8のトーチ高さを調整して非消耗電極アーク6のアーク長が一定値となるように制御する両面アーク溶接方法である。
(もっと読む)
片面アーク溶接装置
【課題】 アーク電流を集電する際に、磁気吹きが発生することなく、また集電時の集電装置と被溶接鋼板との接触不良が発生することがないと共に、集電作業が容易である片面アーク溶接装置を提供する。
【解決手段】 フラックス裏当部材21の側部に配列された複数個の磁気吸着部材29を、被溶接鋼板1,2の固定に使用すると共に、被溶接鋼板からアース電流を逃がし、溶接電源6に戻すための、電流経路としても使用する。この磁気吸着部材29は、裏当部材21の長手方向に複数個配列されているので、溶接電流は常に所謂前アースとなる。また、磁気吸着部材29は被溶接鋼板1,2を磁気的に吸着しているので、確実に接触し、電流の通電が不安定になることがない。
(もっと読む)
ガスシールドアーク造管溶接方法
【課題】 被溶接物に非接触式で、簡便で勝つ良好なシールド状態が得られ、不活性ガス消費量を少なくしてテンパーカラーとアローマークの発生を抑止するTIGアーク造管溶接またはプラズマ造管溶接におけるガスシールド方法を提供する。
【解決手段】 TIGアークまたはプラズマアーク造管溶接方法において、溶接部をガスシールドするに際し、スクイズロールの前後に被溶接物と平行に、スクイズロールを干渉しないようにシールド板を配置することを特徴とするTIGアークまたはプラズマアーク造管溶接方法。
(もっと読む)
溶接方法及びその溶接構造物
【課題】
溶接継手部に特殊な開先形状の加工を施さない略I型突き合せ継手のままあっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とからの両面深溶け込み溶接の施工によって、接合不足のない深い溶け込み形状接合部を得る。
【解決手段】
ステンレス鋼又は低炭素鋼の部材側面を相互に突き合せた継手の表面側又は裏面側の少なくとも一方に金属酸化物の粉末と溶媒とを混合してなる溶け込み促進剤を塗布及び乾燥した後に、非消耗電極方式のアーク溶接を行う溶接方法において、前記継手部の表面側又は裏面側から板厚Tの1/2以上4/5以下の溶け込み深さまで溶融接合させ、その後に、反対側の残り継手部の裏面側又は表面側から板厚Tの1/2以上4/5以下の溶け込み深さまで溶融接合させることで板厚中央部分又はその近傍部分で相互に重なり合わせる。
(もっと読む)
UOEパイプの製造におけるサブマージアーク溶接方法およびそれを用いたUOEパイプの製造方法
【課題】パイプ全長にわたって均一な溶け込み状態とすることで、溶込不良やスラグ巻き込み等の溶接欠陥が発生するのを抑制する。
【解決手段】溶接中、溶接電極とパイプの間の距離を測定し、該溶接電極と該パイプの間の距離を目標範囲に収めるように、該パイプを保持する高さを、該パイプの長手方向の少なくとも1箇所にて調整する。
(もっと読む)
裏当装置及びその搬送方法
【課題】 一体物として搬送することができ、搬送先での組立及び据え付け期間を短縮できる裏当ユニット構造体を提供する。
【解決手段】 仮止めされた被溶接材をその溶接線に沿って溶接する際に使用される裏当装置において、溶接線方向に延びる少なくとも2本の角パイプ状の台フレーム9とこれらの台フレーム9を相互に連結する連結フレーム23とを備えた台部2と、この台部2上に配置され溶接線に垂直の方向に被溶接材を移動させる移動装置4と、台部2上に搭載され被溶接材の溶接線の下方に配置される裏当部1と、を有し、各角パイプ状の台フレーム9は1体化された構造体である。これによって、裏当ユニット1と台部2とを組み合わせた裏当装置28を一体物として搬送し、据え付けることができ、据え付け期間を短縮して、生産性への悪影響を最小限とすることができる。
(もっと読む)
溶接金属の靱性に優れた大入熱サブマージアーク溶接方法。
【課題】 鋼板を溶接入熱でおおよそ600kJ/cm以下の片面1パス大入熱サブマージアーク溶接するに際して、溶接金属の表面側から裏面側までの全厚み範囲で靭性が均一であり、かつ高い靭性が得られる溶接方法を提供する。
【解決手段】 板厚が50mm以上の鋼板を400kJ/cm以上の溶接入熱で片面1パスサブマージアーク溶接する際に、質量%で、C:0.02〜0.2%、Si:0.01〜1%、Mn:0.1〜2.5%、Al:0.002〜0.1%、N:0.001〜0.015%を含有する鋼板を、特定組成のフラックスと、C:0.02〜0.2%、Si:0.01〜1%、Mn:0.5〜2.5%、Mo:0.1〜3%、Ni:1〜6%、Al:0.002〜0.1%、Ti:0.005〜0.3%、N:0.001〜0.015%含有する溶接ワイヤを用いて溶接する大入熱サブマージアーク溶接方法。
(もっと読む)
狭開先溶接方法
【課題】狭開先において高能率で且つ高品質を確保することにある。
【解決手段】溶接線方向に一列に消耗式の第一電極2及び第二電極3とこれら第一電極2及び第二電極3の前後と電極間にシールドガスノズル4a,4b,4cを並ベ、且つ第一電極2の電流値を第二電極の電流値未満として被溶接部材の狭開先部に対してガスシールドアーク溶接を行うことにより、トーチ或いはアークを揺動させなくても溶融池5の濡れ性を向上させることができる。
(もっと読む)
21 - 29 / 29
[ Back to top ]