
Fターム[4E001DA03]の内容
Fターム[4E001DA03]に分類される特許
21 - 28 / 28
サブマージアーク溶接装置及びサブマージアーク溶接方法
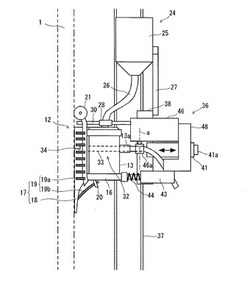
【課題】サブマージアーク溶接を立向き姿勢で施工する。
【解決手段】本発明のサブマージアーク溶接装置10は、開放する側部において被溶接物1に当接したときに自身と被溶接物1とによってその内部に形成される領域にフラックスを受け入れて保持するよう構成されたフラックス受け12と、フラックス受け12にフラックスを供給するフラックス供給手段24と、その先端が上記のフラックスが保持される領域内に配置され被溶接物1に向けて溶接ワイヤ34を供給する溶接トーチ32と、フラックス受け12を被溶接物1に当接させながら、フラックス受け12及び溶接トーチ321を被溶接物1の溶接線2の方向に沿って移動させる移動機構36と、を備える。
(もっと読む)
エレクトロガスアーク溶接方法

【課題】板厚50mm以上の厚肉鋼板の溶接に好適なエレクトロガスアーク溶接方法を提供する。
【解決手段】溶着量増加用のホットワイヤを溶融池に直接供給する。溶接装置は、溶接電源と溶接ワイヤ送給装置、電極トーチ、および溶接ワイヤで構成され、溶接電源の片極が電極トーチに、他極は被溶接部材に接続されている。溶着量を増大させるためのホットワイヤ供給機構として、通電加熱電源、ホットワイヤ送給装置、通電トーチ、およびホットワイヤからなる構成が溶接装置と独立して配置されている。アークを発生させ、溶融池を形成せしめる溶接ワイヤと被溶接部材の開先面の間に、ホットワイヤ送給装置、通電トーチを通して供給されるホットワイヤを送給するように配置する。
(もっと読む)
エレクトロガスアーク溶接ロボットの制御方法
【課題】溶融池の上昇速度に影響されることなく常に溶融池・溶接トーチ先端間距離を維持する。
【解決手段】溶接ト−チ2の移動に伴って溶融池が略垂直方向へ移動し、溶接トーチ2に連動させて摺動当金3を移動させて溶融池を保持しながらワークWを溶接するエレクトロガスアーク溶接ロボットの制御方法において、所定周期毎に溶融池・溶接トーチ先端間距離を検出し、この溶融池・溶接トーチ先端間距離検出値と予め定めた溶融池・溶接トーチ先端間距離設定値との偏差である溶融池上昇変化量Dsに基づいて位置補正量を算出し、この位置補正量に基づいて前記補間点の位置を前記溶接線前後方向に修正し、溶接トーチ2をこの修正された補間点に移動させることによって溶融池・溶接トーチ先端間距離を常に設定値に維持する、ことを特徴とするエレクトロガスアーク溶接ロボットの制御方法。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】
溶接継手部に特殊な開先形状の加工を施さない略I型継手又は略T型継手のままで、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とからの両面深溶け込み溶接の施工によって、接合不足のない深い溶け込み形状の健全な接合部を得る。
【解決手段】
ステンレス鋼又は低炭素鋼の部材からなる継手部の表面側又は裏面側に金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、前記溶け込み促進剤4a,4bを前記継手部3の表面側1a,2a又は裏面側1b,2bの一方に塗布及び乾燥した後に特定範囲の溶け込み深さH1までアーク溶接して溶融させ、その後に、前記溶け込み促進剤4a,4bを反対側の残り継手部3aの裏面側1b,2b又は表面側1a,2aに塗布及び乾燥した後に特定範囲の溶け込み深さH2までアーク溶接して溶融させる。
(もっと読む)
立向姿勢溶接方法及び立向姿勢溶接構造
【課題】 厚板鋼板であってもコスト増を抑え且つ小入熱化により強度維持を図りながら効率よく溶接を実現可能な立向姿勢溶接方法及び立向姿勢溶接構造を提供する。
【解決手段】 立向姿勢の一対の厚板鋼板(1,1)の端縁間に所定の狭開先ギャップを有したI形開先を形成し、アーク溶接機の溶接トーチ(20)から突き出した溶接ワイヤ(30)を厚板鋼板の板厚方向に対し斜め上方からI形開先内に挿入する。そして、溶接トーチを揺動させることで該溶接トーチの先端から送出される溶接ワイヤの先端をI形開先内で板厚方向に往復動させ、且つ、溶接ワイヤの先端を往復動させる間にアーク溶接機を溶接金属の往復二層の厚み分だけ厚板鋼板に沿い下から上へ移動させて溶接金属をI形開先内に積層する。
(もっと読む)
溶接装置
【課題】 厚板鋼材の突合せ溶接において、従来に比べて低入熱溶接を行うことで、より高品質且つ高効率な溶接を実現することを目的とする。
【解決手段】 略垂直姿勢で対向配置されると共にI形開先を形成する一対の材料を突合せ溶接する溶接装置であって、溶接トーチと、該溶接トーチに所定の送給速度で溶接ワイヤを送給するワイヤ送給手段と、I形開先に沿って溶接トーチを昇降させる昇降手段と、溶接トーチに所定の溶接電流を給電する溶接電源と、ワイヤ送給手段、昇降手段及び溶接電源を同期制御することによりI形開先を下から上に向けて順次積層溶接させる制御手段とを備え、制御手段は、溶接ワイヤをI形開先の側方からI形開先内に差し込んで溶接ワイヤの先端を前記I形開先の奥端と手前端との間で往復移動させる、という手段を採用する。
(もっと読む)
角筒コラムのエレクトロガス溶接用バッキング材と、それを使用した角筒コラムのエレクトロガス溶接方法
【課題】 角筒体をコラム材として使用して仕口部材をエレクトロガス溶接により製作する際に使用するバッキング材と、それを使用した溶接方法を提供する。
【解決手段】 断面を矩形に形成した単位小片7を複数並置して構成した直線部被覆小片群9と断面を台形に形成した単位小片8を複数並置して構成したコーナー部被覆小片群10とを所定の間隔を隔てて交互に配置し、この直線部分被覆小片群9とコーナー部被覆小片群10の裏面側を可撓性を有する金属テープ11で連結接続してバッキング材6をクローラ式に構成した。
(もっと読む)
溶接方法及びその溶接構造物
【課題】
溶接継手部に特殊な開先形状の加工を施さない略I型突き合せ継手のままあっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とからの両面深溶け込み溶接の施工によって、接合不足のない深い溶け込み形状接合部を得る。
【解決手段】
ステンレス鋼又は低炭素鋼の部材側面を相互に突き合せた継手の表面側又は裏面側の少なくとも一方に金属酸化物の粉末と溶媒とを混合してなる溶け込み促進剤を塗布及び乾燥した後に、非消耗電極方式のアーク溶接を行う溶接方法において、前記継手部の表面側又は裏面側から板厚Tの1/2以上4/5以下の溶け込み深さまで溶融接合させ、その後に、反対側の残り継手部の裏面側又は表面側から板厚Tの1/2以上4/5以下の溶け込み深さまで溶融接合させることで板厚中央部分又はその近傍部分で相互に重なり合わせる。
(もっと読む)
21 - 28 / 28
[ Back to top ]