
Fターム[4E003BA23]の内容
Fターム[4E003BA23]に分類される特許
1 - 19 / 19
ローラレベラおよび金属板の矯正方法
【課題】薄くて降伏応力が大きい金属板であっても十分に矯正することができるローラレベラおよび金属板の矯正方法を提供すること。
【解決手段】切板状の金属板Pを矯正するローラレベラ100は、金属板Pを挟み込んで圧下しつつ金属板を通板させるように回転する複数のレベリングロール6,8と、レベリングロール6,8を介して金属板Pを圧下する油圧式の圧下シリンダ4と、レベリングロールを回転させて金属板Pを通板させる駆動装置15と、金属板Pのパスラインにおけるレベリングロール配置領域の外側部分に設けられたピンチロール31a,31bとを具備し、圧下シリンダ4により金属板Pの矯正に必要な圧下量でレベリングロール6,8を介して金属板Pを圧下しつつ、駆動装置15による駆動力およびピンチロール31a,31bによる引き抜き力により金属板Pを通板させる。
(もっと読む)
ローラーレベラーの基準位置検出方法

【課題】矯正ロールの押し込み量の基準となる矯正ロール位置の基準位置調整作業が、目視で確認でき、短時間で正確に行え作業性に優れたローラーレベラーの基準位置検出方法を提供する。
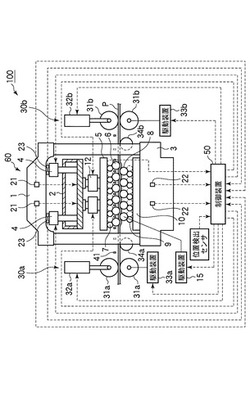
【解決手段】パスラインを挟んで位置決めされた複数の矯正ロールに接する線から、基準位置調整板30の板厚間隔の位置に、移動ロールを位置させて基準位置調整状態とするに際して、複数の下矯正ロールまたは上矯正ロールを位置決めし、板厚を介して一方の面が通電され、他方の面が絶縁された基準位置調整板の絶縁された面32を位置決めされた複数の矯正ロールに接する線上に設置し、基準位置調整板の通電面34と移動ロールとを通電手段を有する検出ライン22に接続する構成とし、移動ロールをパスラインに近接させる方向に移動させて基準位置調整板の通電された面に接触させ、検出ラインの通電確認手段28が通電を確認した点の移動ロールの位置を検出する。
(もっと読む)
メタルコア製造装置
【課題】より正確にスリット幅を制御することのできるメタルコア製造装置を提供する。
【解決手段】板状の素材に切れ目を入れて接続部及び切断部に分けるランシングユニットと、素材を平坦にする第一のアンビルユニットと、素材の前記接続部を圧延する第一のストレッチユニットと、素材を平坦にする第二のアンビルユニットと、素材の前記切断部のスリット幅を計測するスリット幅計測ユニットと、スリット幅計測ユニットの測定結果に基づき第二のアンビルユニットの素材引き取り量を調節する圧延量調節ユニットと、を有するメタルコア製造装置とする。
(もっと読む)
鋼材の熱間矯正方法
【課題】矯正後の鋼材において、端波を抑制しつつ鋼材の平坦化を確実に行うことができる。
【解決手段】ローラレベラ1を用いて鋼材3を矯正するに際し、矯正圧下量IM、板幅W、ロール胴長方向の有効たわみ量δ、最大矯正反力Pを変数とした判別式を構築し、この判別式の値が所定の条件を満たすように、ローラレベラ1の矯正圧下量を制御した上で、鋼材を矯正する。前記判別式は、例えば、y=a1+a2・IM−a3・IM/W+a4・δ(T)−a5・δ(T)/W+a6・P(T)であり、所定の条件は、式(a、y≦k)である。
(もっと読む)
テンションローラレベラ及びこれを用いた反り矯正方法
【課題】金属板の長手方向の反りを矯正し、品質の更なる向上が図れるテンションローラレベラ及びこれを用いた反り矯正方法を提供する。
【解決手段】金属板11の搬送方向に、伸長装置12、幅方向反り矯正装置13、及び長手方向反り矯正装置14が順次配置されたテンションローラレベラ10及びこれを用いた反り矯正方法において、金属板11の長手方向に発生した反りは、金属板11の厚み方向両側に交互に配置された偶数本の小径ワークロール39〜34により、徐々に小さくしながら、出側で金属板11の厚み方向一方側に反りを残した後、金属板11の厚み方向両側に交互に配置され、小径ワークロール29〜34よりも直径が大きな少なくとも3本の奇数本の大径ワークロール35〜37により、金属板11に小径ワークロール29〜34の出側で残した反りとは反対側の反りを与えることで、矯正する。
(もっと読む)
ローラ矯正における被矯正材の材料定数および矯正状態の推定方法ならびにローラレベラの操業方法
【課題】本発明は,ローラ矯正において、安定的にローラ矯正効果を得るために、被矯正材の材料定数および矯正状態を精度良く推定する方法、および、ローラレベラの操業方法を提供する。
【解決手段】ローラ矯正中の矯正荷重および矯正動力を実測し、これら実測値に基づいて被矯正材の材料定数およびローラ矯正中の被矯正材に付与されている曲げ変形量を推定する。また、推定された被矯正材の材料定数を用いて、該被矯正材の反りや波形状を平坦化するために最適なローラ矯正中の被矯正材に付与すべき曲げ変形量を付与した場合の矯正荷重および矯正動力の予想値を算出し、これらの実測値が該予想値と一致するようにローラレベラの各ロール位置を修正してローラレベラを操業する。
(もっと読む)
溶接歪取り装置
【課題】プレス式溶接歪取り装置が、騒音や粉塵の発生を抑制し、容易に溶接歪み(変形)を矯正できる。
【解決手段】溶接歪取り装置は、平板状の載置部(矩形板)11を有する台車と、この載置部に搭載した荷重手段と、載置部を貫通し上下動可能な押圧部20とを有する。押圧部は下端部に車輪からなる一対のキャスター70を有する。一対のキャスターを、溶接部を挟んで被溶接物に押圧しながら、溶接線方向に移動させて被溶接物の歪を取る。
(もっと読む)
差厚鋼板の自動矯正制御方法及び自動矯正制御装置ならびに差厚鋼板の製造方法
【課題】本発明は、オペレータの目視判断によるローラーレベラーによる差厚鋼板の矯正作業を自動判定と自動運転を可能とする差厚鋼板の自動矯正方法を提供することを目的とする。
【解決手段】板厚測定手段と鋼板移動距離測定手段とからの情報に基づき差厚鋼板の平坦度、板厚及び移動距離を算出するステップと、前記算出結果から差厚境界を判定するステップと、前記判定結果から矯正圧下量を変更するステップとを備えたことを特徴とする差厚鋼板の自動矯正制御方法。
(もっと読む)
熱間ローラ矯正における被矯正材の降伏応力および弾性係数の推定方法ならびにローラレベラの操業方法
【課題】熱間ローラ矯正において被矯正材の降伏応力および弾性係数を精度良く予測する。
【解決手段】熱間で、上下に千鳥状に複数本のロールが配置されたローラレベラのロール間に被矯正材を通して繰り返し曲げを与えることによって、該被矯正材の反りや波形状を平坦化する、あるいは、該被矯正材に所望の反りや波形状を付与する熱間ローラ矯正において、被矯正材の降伏応力および弾性係数を任意の一つの媒介変数の関数とし、ローラレベラの各ロールの設定位置と、ローラ矯正時の矯正荷重とから前記媒介変数を推定し、この推定された媒介変数により、該被矯正材の降伏応力および弾性係数を推定する。
(もっと読む)
冷延鋼板の製造方法および鋼板の連続処理ライン
【課題】テンションレベラーで鋼板の平坦度などの形状を矯正する際に、鋼板の板厚が薄い場合や、加工硬化によって鋼板の降伏強度が増し、伸び(延性)が低下した場合であっても、鋼板を破断させることなく、確実に形状矯正する。
【解決手段】冷間圧延後の鋼板1に、熱処理設備10にて、70℃以上500℃以下の温度での熱処理を施したのち、テンションレベラー101で形状矯正する。
(もっと読む)
鋼板の連続矯正方法
【課題】鋼板をロール矯正機によって複数パスで矯正するに際して、複数の鋼板を連続的にロール矯正機に送り込みながら矯正することで、矯正ピッチを短縮して生産性の向上を可能にする鋼板の連続矯正方法を提供する。
【解決手段】2枚の鋼板7a、7bを一組にして往復搬送しながらロール矯正機1によって複数パスで矯正することとし、搬送テーブル2、3に停止位置基準センサー4、5を設置し、鋼板7a、7bの板厚情報と停止位置基準センサー4、5の検知結果に基づいて鋼板7a、7bの搬送を制御する。
(もっと読む)
金属帯の形状矯正方法及び装置
【課題】熱間圧延後の鋼板など表面に酸化スケールを有する金属帯に対してもスケール噛み込みに起因する表面欠陥を発生させることなく形状矯正する。
【解決手段】形状矯正手段としてスキンパスミル101及びテンションレベラー201を用いて金属帯1の平坦度や反りを矯正する金属帯の形状矯正に際し、スキンパスミルの入側と出側、及び、テンションレベラーの入側と出側に設けた板速度検出手段30で板速度を検出して、スキンパスミル及びテンションレベラーの伸長率を測定し、予め通板材の材質、厚みなどの素材条件に応じて、それぞれ定めておいたスキンパスミル及びテンションレベラーでの所望の伸長率を確保すべく、通板張力、スキンパスミルの圧下量、及びテンションレベラーの押込み量の少なくともいずれか一つを調整する。
(もっと読む)
鋼板の製造方法
【課題】需要家において、鋼板をレーザやガス等を用いて切断する場合における切断後の鋼板の残留応力等に起因する変形量を予測し又は変形量を所定の許容範囲内に管理しうる鋼板の製造方法を提供する。
【解決手段】熱間矯正装置5により熱間矯正された鋼板8の表面の温度分布を温度計7により測定する。次に、変形予測コンピュータ18等により鋼板8の温度分布から残留応力分布等を演算し、残留応力分布等から所定のパラメータを演算する。さらに、需要家の加工条件等に応じて設定されている許容値とパラメータとを比較する。パラメータが許容範囲内にないときは、矯正装置10や熱処理炉9等を用いて矯正処理を行い、残留応力等を低減させる。
(もっと読む)
ローラーレベラーによる金属板の矯正方法。
【課題】本発明は、ローラーレベラーによる、金属板の形状不良の矯正や残留応力を低減する方法を提供する。
【解決手段】鋼板に所定の塑性変形率を付与するために矯正荷重を目標値にしつつ、矯正後の鋼板の平坦度が目標値となるように入側出側の押し込み量を設定してローラーレベラーにより金属板を矯正する際、最初の矯正で得られる矯正荷重および/もしくは鋼板平坦度の実績値が目標値と相違する場合、次回の矯正では入側出側で押し込み量を等しく増減させる補正を行い、前記矯正荷重および鋼板平坦度の実績値が目標値となるまで、前記補正による新たな押し込み量で矯正を繰り返す。
(もっと読む)
金属帯用形状矯正装置および金属帯用通板速度制御装置
【課題】金属帯に適正な張力を付与し、その張力を制御するとともに、そのための設備費や敷設に要する場所を少なくし得る金属帯用形状矯正装置を提供する。
【解決手段】この金属帯用形状矯正装置10は、複数のローラで金属帯100に繰り返し曲げを付与して金属帯100の形状を矯正するローラレベラ1(形状矯正手段)と、そのローラレベラ1の入側および出側で金属帯100をそれぞれ挟持する一対のピンチロール2、3と、入側の一対のピンチロール2に対し圧下力Pを付与可能に設けられた圧下装置4と、を有している。そして、この圧下装置4が設けられた側での一対のピンチロール2A,2Bには、そのロール表層部分の材料に、そのロール径が圧下力Pで変形する弾性材料を用いている。
(もっと読む)
レベラー矯正後の残留応力分散方法及び残留応力分散装置
【課題】打抜き材を加熱・保持した際に、熱歪みに伴う変形を引き起こす要因である残留応力を極力低減した冷延鋼板を提供する。
【解決手段】ペイオフリール1から払出された冷延鋼板をレベラー2で矯正した後、0.2〜1.0%の圧下率で軽圧下圧延5を施し、打抜き加工3に供する。
レベラー矯正時に生成された残留応力は、レベラー矯正後に軽圧下圧延することにより除去され、その後、ある程度の温度に加熱・保持しても、残留応力の開放に起因する熱歪みに伴う変形が発生することはなくなる。
(もっと読む)
厚鋼板矯正ラインの通板監視方法及び通板監視装置
【課題】 特に切板である厚鋼板を対象とした矯正ラインの状態を高い精度で監視できる方法と装置を提供する。
【解決手段】 切板である厚鋼板aを,入側ピンチロールPR1,入側ガイドロールGR1,ワークロールWR,出側ガイドロールGR2及び出側ピンチロールPR2の間にそれぞれ通板させて矯正するに際し,各ロールの周速を測定して,各ロール間におけるロール同士の周速差の値をそれぞれ求め,それら各ロール間における周速差の値のうちの少なくとも2種類の値に基づいて矯正ライン1の状態を監視する。本発明によれば,矯正ライン1において矯正する厚鋼板aに加えられる伸び率を高精度に制御することが可能となる。
(もっと読む)
異厚鋼板の矯正方法
【課題】平板部およびテーパ部からなる異厚鋼板を上下一対のワークロールおよびこれを支えるバックアップロールにより圧下して矯正するに際して、設備費が高価となることなく、精度よく確実に矯正を可能とする異厚鋼板の矯正方法を提供する。
【解決手段】上下一対のワークロールおよびこれを支える複数に分割されたバックアップロールと、前記各分割されたバックアップロールを各々上下動させるバックアップロール圧下シリンダーと、前記ワークロールとバックアップロールを上下動させる主圧下シリンダーとを有する矯正機により、平板部およびテーパ部からなる異厚鋼板を圧下して矯正する方法であって、前記平板部は前記バックアップロール圧下シリンダーを調整して矯正し、前記テーパ部は前記主圧下シリンダーとバックアップロール圧下シリンダーの双方を同期調整して矯正することを特徴とする異厚鋼板の矯正方法。
(もっと読む)
計器を備えたバーを用いるマルチロールレベラー較正装置及び較正方法
【課題】既知の負荷を用いて負荷下における再現可能な較正を実施することによりレベラーの特性を正確かつ簡単に測定する装置及び方法を提供する。
【解決手段】下部ロール群の作動状態を再現する剛性な分節(81)を含み、かつ金属平坦化装置の下部ロール群(11)及び上部ロール群(12)間に配置可能な寸法をもつ剛性なバー(8)を該装置へ設ける。微小な厚さの金属ブレード(82)を前記剛性な分節上の中心箇所へ載せて固定し、このブレードへ金属平坦化装置上で行われる締付に際して弾性変形を測定するための伸び計(83)を備える。バー(8)へ金属平坦化装置中において長手方向位置決め装置(84)を設け、及び伸張部(85)を設けることも可能である。  (もっと読む)
(もっと読む)
1 - 19 / 19
[ Back to top ]