
Fターム[4E004DA11]の内容
連続鋳造 (7,741) | 移動鋳型式(急冷、超急冷によらないもの) (370) | ロール、ドラム、ディスク式 (248)
Fターム[4E004DA11]の下位に属するFターム
Fターム[4E004DA11]に分類される特許
1 - 7 / 7
希土類永久磁性材料およびその調製方法
下記一般式:Ra−x−yHoxDyyFe1−a−b−c−dCodMcBb によって表された希土類永久磁性材料を提供すること。式中、x、y、a、b、c、およびdは対応する元素の重量割合であり、28%≦a≦34%、0.95%≦b≦1.3%、0≦c≦1.5%、1%≦d≦10%、15%≦x≦20%、および3%≦y≦8%であり;Rは希土類元素であり、Nd、Pr、La、Ce、Gd、Tb、およびそれらの組み合わせからなる群から選択され;Mは、Al、Cu、Ti、V、Cr、Zr、Hf、Mn、Nb、Sn、Mo、Ga、Si、およびそれらの組み合わせからなる群から選択される。また、希土類永久磁性材料を調製する方法を提供すること。 (もっと読む)
鋳鉄、鋳鉄鋳片、およびその製造方法
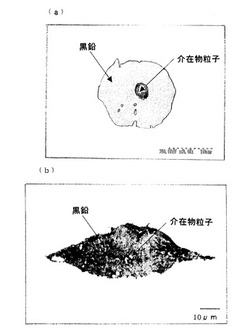
【課題】多大の熱エネルギー及び長時間を要する熱処理を行うことなく、加工性に優れた強靭な鋳鉄、鋳鉄鋳片、およびそれらを効率良く製造し得る製造方法を提供すること。
【解決手段】白鋳鉄となる成分からなる鋳鉄において、伸延黒鉛が分散している鋳鉄であり、また白鋳鉄となる成分が、質量%で、(%C)≦4.3−(%Si)÷3、C≧1.7%を満足する組成であり、さらに、伸延している黒鉛の幅が0.4mm以下、長さが50mm以下である鋳鉄。
(もっと読む)
マイクロ合金添加した薄鋳造ストリップ品及びその製造方法
鋼品又は薄鋼鋳造ストリップが、重量で、0.25%未満の炭素と、0.20〜2.0%のマンガンと、0.05〜0.50%のケイ素と、0.01%未満のアルミニウムと、0.01〜0.20%のニオブ及び0.01〜0.20%のバナジウムのうちの少なくとも1つとからなり、微構造の大部分がベイナイト及び針状フェライトであり固溶体中のニオブ及び/又はバナジウムが70%を越える。鋼品は時効硬化後に伸び及び降伏強さが増加し得る。時効硬化された鋼品は平均粒径10ナノメートル以下の炭化窒化ニオブ粒子を有し得るが、50ナノメートルを越える炭化窒化ニオブ粒子は本質的に持ち得ない。鋼品は少なくとも380MPaの降伏強さを持つか又は少なくとも410MPaの引っ張り強さを有することができ、その両方を有してもよい。鋼品又は薄鋳造鋼ストリップの全伸びは少なくとも6%又は10%とすることができる。  (もっと読む)
(もっと読む)
連続鋳造圧延装置および連続鋳造圧延方法

【課題】トラフ内の湯面レベルを、目標湯面レベルと近い範囲に精度良く制御することができ、マグネシウム合金板を安定に製造することができる連続鋳造圧延装置の提供。
【解決手段】本発明は、トラフ4内のマグネシウム合金溶湯Mの湯面高さを、湯面高さ制御手段6により目標湯面高さH0と近い範囲に制御する。湯面高さ制御手段6は、トラフ4内に収容されたマグネシウム合金溶湯Mの湯面を検出する第1湯面検出部25および第2湯面検出部26と、これら湯面検出部25、26で検出された湯面Sの高さと、目標湯面高さH0との差を求め、この差を解消するための溶湯供給量制御部を備える。第1湯面検出部25は、湯面にレーザ光を照射するレーザ照射部を有する。
(もっと読む)
磁気特性の優れた無方向性電磁鋼板の製造方法
【課題】本発明は、磁束密度が高く、鉄損が低い急冷凝固した無方向性電磁鋼板を提供する。
【解決手段】所定の成分を含有する溶鋼を移動更新する冷却体表面によって凝固せしめて鋳造鋼帯とする際に、溶鋼にREM, Caの1種または2種以上を合計の含有量で0.0020〜0.01%含有し、鋳造雰囲気をAr, Heまたはそれらの混合雰囲気で鋳造する磁束密度が高く、かつ鉄損が低い無方向性電磁鋼板の製造方法。
(もっと読む)
Zn−Al合金線及びその製造方法並びにZn−Al合金線材
【課題】防食用溶射材や電極導出材に適用可能なZn−Al合金線においてAl含有量が2重量%以上のものはバッチ式加工法で製造されているが、これを品質においてもコストにおいても優れる連続鋳造圧延法で製造する。
【解決手段】Zn−Al合金において、Al含有量2〜4.7重量%または5.7〜35重量%の合金鋳塊を調製し、かつ圧延機入り口のZn−Al合金鋳塊温度を120〜280℃に制御することで、Al含有量2〜35%のZn−Al合金線材およびその連続鋳造法による製造法を実現した。
(もっと読む)
連続鋳造圧延材の表面洗浄方法および表面洗浄装置
【課題】連続鋳造圧延材の表面の黒ずみを効率良く除去できる表面洗浄方法を提供し、さらに表面洗浄装置、洗浄した連続鋳造圧延材、二次加工を施した金属加工材を提供する。
【解決手段】鋳造に続いて圧延された連続鋳造圧延材S2に対し、酸洗浄21、23または苛性洗浄22を含む多段階洗浄を行う。また、好ましくは、前記多段階洗浄は、連続鋳造圧延に続いて連続鋳造圧延材を移動させながら行う。
(もっと読む)
1 - 7 / 7
[ Back to top ]