
Fターム[4E004DA13]の内容
連続鋳造 (7,741) | 移動鋳型式(急冷、超急冷によらないもの) (370) | ロール、ドラム、ディスク式 (248) | 双ロール式 (228)
Fターム[4E004DA13]の下位に属するFターム
引上げ式 (3)
Fターム[4E004DA13]に分類される特許
1 - 20 / 225
平版印刷版用アルミニウム合金板の製造方法、ならびに該製造方法により得られる平版印刷版用アルミニウム合金板および平版印刷版用支持体
【課題】表面組成が均一な平版印刷版用アルミニウム合金板を得ることができ、面状故障のない平版印刷版用支持体を作製することができる平版印刷板用アルミニウム合金板の製造方法の提供。
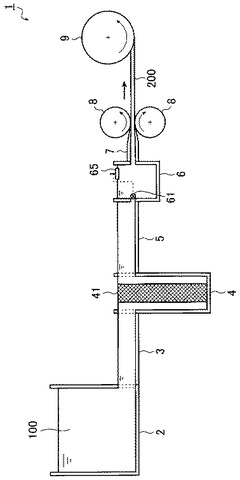
【解決手段】アルミニウム合金溶湯を溶湯供給ノズルを介して一対の冷却ローラの間に供給し、前記一対の冷却ローラによって前記アルミニウム合金溶湯を凝固させつつ圧延を行う、連続鋳造法による平版印刷版用アルミニウム合金板の製造方法であって、前記溶湯供給ノズル7に前記アルミニウム合金溶湯100を供給する容器6において、該容器の内部に存在する前記アルミニウム合金溶湯の液面の垂直方向の振幅を10mm以下とし、前記容器の内部に存在する前記アルミニウム合金溶湯の液面の垂直方向の振幅を10mm以下とする手段として、上部開口部の面積が50×50(cm2)以上の前記容器を用いることを特徴とした平版印刷版用アルミニウム合金板200の製造方法。
(もっと読む)
マグネシウム合金鋳造材

【課題】優れた難燃性及び加工性を有するマグネシウム(Mg)合金鋳造材、Mg合金鋳造コイル材、Mg合金展伸材、Mg合金接合材、難燃性に優れるMg合金部材、及びMg合金鋳造材の製造方法を提供する。
【解決手段】Mg合金鋳造材は、質量%でAl:2%〜11%、Ca:0.1%〜10%を含有するMg合金溶湯を双ロール連続鋳造機により冷却速度:650℃/秒以上で連続鋳造して製造され、DASが4.5μm未満である。この鋳造材は、Caを特定の範囲で含有することで難燃性に優れ、DASが非常に小さいことで、圧延やプレス加工といった加工性に優れる。鋳造時に急冷することでAlとCaとを含む金属間化合物も非常に小さくなって割れの起点となり難く、この点からもこの鋳造材は加工性に優れる。この鋳造材に圧延などの展伸加工を施した展伸材も上記金属間化合物が微細な状態が維持され、加工性に優れる。
(もっと読む)
双ロール鋳造機
【課題】ストリップの実態板厚プロファイルを目標板厚プロファイルに近付けることが可能な双ロール鋳造機を提供する。
【解決手段】冷却ロール1a,1b間に配置したノズルピース4aには、冷却ロール1a,1bの長手方向に延び且つ溶湯3a,3bを受けるためのノズルトラフ5と、該ノズルトラフ5を冷却ロール1a,1b長手方向に並ぶ複数の区画6に分割するための仕切り7が形成され、
ノズルピース4aの側壁には、区画6のそれぞれから冷却ロール1a,1b外周面に向けて溶湯3a,3bを送出するための複数の開口8が、冷却ロール1a,1b長手方向に並ぶように穿設してあり、
ノズルトラフ5の区画6へ高温溶湯3aを供給する溶湯昇温装置Aと、ノズルトラフ5の区画6へ低温溶湯3bを供給する溶湯降温装置Bとを備えている。
(もっと読む)
過共晶アルミニウム−シリコン合金圧延板成形品およびその製造方法
【課題】所望形状の過共晶過共晶アルミニウム−シリコン合金圧延材成形品およびその製造方法を提供する。
【解決手段】シリコン:13.0〜30.0質量%と、マグネシウム:8.0質量%未満(0質量%を含む)と、を含み、アルミニウムの含有量が50質量%以上である、過共晶アルミニウム−シリコン合金圧延材を深絞り加工または張り出し加工することにより得た過共晶アルミニウム−シリコン合金圧延材成形品であって、シリコン晶出物を含有し、かつその大きさが70μm以下であることを特徴とする。
(もっと読む)
双ロール鋳造装置及びその制御方法
【課題】サイド堰の摩耗が進行しても三重点の位置が変化せずしかも三重点位置に狭い円弧状隙間が生じないようにして金属ストリップを安定して製造できるようにする。
【解決手段】鋳造ロール1の両端面に押し付けたサイド堰3が摩耗によって鋳造ロール1の軸線方向内側へ移動するのと同時にサイド堰3を上方へ移動させて斜め移動させることにより、サイド堰3の非摩耗部12と鋳造ロール1の端部周面1bとの間に、鋳造ロール1の端縁1aから湯溜まり8へ向かう拡がり角αを有するV溝13の崖13'を形成するようにした傾斜押圧装置を備える。
(もっと読む)
鋳片鋳造方法及び鋳片鋳造装置
【課題】鋳造ロールの間隙付近への空気の流入を抑制すると共に、シールチャンバと鋳造ロールとが接触せず、しかも不活性ガスの量に過不足が生じないようにする。
【解決手段】ロール間隙G11を形成する一対の鋳造ロール11a,11bと、両鋳造ロール11a,11bの軸線方向端面に接するサイド堰12と、両サイド堰12に接してロール間隙G11及び鋳造ロール11a,11bを上方から覆うシールチャンバ13と、上方から鋳造ロール11a,11b間へ溶鋼14を供給し得る溶鋼供給手段15と、シールチャンバ13、鋳造ロール11a,11bの外周面、サイド堰12で囲まれる空間16へ不活性ガス17を流入させる、制御弁23を備えたガス供給管18と、シールチャンバ13内のガス圧力を検出するための圧力検出器21と、圧力検出器21で検出した圧力検出信号Pに対応して制御弁23に弁開閉指令Vを与える演算制御装置22を備える。
(もっと読む)
クラッド金属板の製造方法
【課題】クラッドする互いの金属同士を互いの溶湯から出発した合わせ鋳造方式によって、クラッド金属板を製造する双ロール連続鋳造方法であっても、金属溶湯の互いの混合を抑制でき、界面が一定なクラッド金属板を得ることができる製造方法を提供する。
【解決手段】高融点側の金属溶湯Bが、低融点側の金属溶湯Aおよび凝固殻A1,A2に接触しないように、かつ、低融点側の金属溶湯Aが高融点側の凝固殻B1,B2に接触できるように仕切り板15を設ける。仕切り板15の先端部を高融点側の凝固殻B1にのみ接触させる。
(もっと読む)
表面性状に優れるマグネシウム合金板材およびその製造方法
【課題】表面性状に優れるマグネシウム合金板材およびその製造方法を提供する。
【解決手段】質量%で、Mn:0.1〜0.5%、Al:1.2〜3.0%未満を含有し、所望によりさらにZn:1.8%以下を含有し、かつ、AlとZnとMnの合計含有量が1.3%超〜3.0%であり、残部がMg及び不可避不純物とからなる組成を有し、EPMA面分析でのセル境界上のAl検出量が40cps以下であるマグネシウム合金板材とし、このマグネシウム合金板を製造する際、上記成分のマグネシウム合金溶湯から溶湯直接圧延により厚み2.5〜10mmの帯状板に圧延した後、均質化熱処理を施し、その後、熱間圧延または熱間および温間圧延する。
(もっと読む)
双ロール式連続鋳造装置
【課題】簡単な構成により鋳造作業中に鋳造ロールのロール形状を容易に調整できるようにする。
【解決手段】一対の鋳造ロール間に湯溜り部を形成し鋳造ロールの相互間から薄板鋳片を引き出して製造する双ロール式連続鋳造装置であって、鋳造ロール2に備えられた冷却流路8と、冷却流路8の一端に連通する導入口11と、冷却流路8の他端に連通する導出口14とを有しており、冷却流路8により加熱されて導出口14から取り出された昇温流体15aを冷水塔20に導いて冷却し、得られた冷却流体15bを導入口11へ導くようにした第1循環流路19と、導出口14から取り出された昇温流体15aをそのまま導入口11へ導く第2循環流路21と、第1循環流路19と第2循環流路21に流れる流体の流量配分を調整する流量調節バルブ22,23とを備える。
(もっと読む)
マグネシウム合金材及びその製造方法
【課題】肉厚で、プレス加工性に優れるマグネシウム合金材、及びその製造方法を提供する。
【解決手段】厚さが1.5mm以上の板状部を有するマグネシウム(Mg)合金材(代表的にはMg合金板)であり、板状部の表面から厚さ方向に厚さの1/4までの領域を表面領域、残部を内部領域とするとき、内部領域の底面ピーク比Oc((002)面の配向度合い)に対する表面領域の底面ピーク比OFの比率:OF/Ocが、0.95≦OF/Oc≦1.05を満たす。板状部がその厚さ方向の全域に亘って、均一的な集合組織により構成されることで、肉厚でありながらプレス加工性に優れ、当該合金材を素材とすることで、寸法精度に優れるプレス加工材が得られる。得られたプレス加工材も均一的な組織により構成される。双ロール連続鋳造材に圧下率が25%以上の圧延を1パス以上、残りの各パスの圧下率を10%以上とする圧延を施すことで板状のMg合金材が得られる。
(もっと読む)
双ロール鋳造機
【課題】ストリップの実態板厚プロファイルを目標板厚プロファイルに近付けることが可能な双ロール鋳造機を提供する。
【解決手段】冷却ロール1a,1b間に配置したノズルピース4a,4bには、冷却ロール1a,1bの長手方向に延び且つ溶湯3を受けるためのノズルトラフ5が形成され、
ノズルピース4aの冷却ロール1a,1b外周面に対向した各側壁部には、ノズルトラフ5から冷却ロール1a,1b外周面に向けて溶湯3を送出するための複数の開口8が、冷却ロール1a,1b長手方向に並ぶように穿設してあり、
開口8から冷却ロール1a,1b外周面に向けて送出される溶湯3の流量を調整するためのバッフル21を有する溶湯流量調整装置Cを開口8ごとに備えている。
(もっと読む)
高温高速成形性に優れたアルミニウム合金板およびその製造方法
【課題】地金コストを上昇させず、製造工程数も増加させることなく、結晶粒微細化のための添加元素も必要とせずに、薄板連続鋳造プロセスにより製造される高速超塑性成形性に優れたアルミニウム合金板とその製造方法を提供する。
【解決手段】合金板は、化学組成が、質量%で、Mg:2.5〜5.0%、Fe:0.1〜0.3%、Si:0.06〜0.12%および残部:アルミニウムと不可避的不純物から成り、上記不可避的不純物のうちMn:0.1%以下, Cr:0.05%以下に制限し、ミクロ組織が、円相当径0.2μm以上の第二相粒子が20000個/mm2以下であって、繊維状の未再結晶組織または平均結晶粒径20μm以下の再結晶組織である。その製造は、上記組成の合金溶湯を薄板連続鋳造機にて厚さ5〜15mmのスラブに鋳造して巻き取り、均質化処理することなく冷延率70〜96%で冷間圧延したままとするか、更に最終焼鈍する。
(もっと読む)
双ロール式連続鋳造機及び双ロール式連続鋳造方法
【課題】鋳片を一方のロールに巻き付けた状態で鋳造を行う双ロール式連続鋳造機において、BOの発生を回避して安定した鋳造を行う。
【解決手段】互いに逆方向に回転する一対のロール11a,11bの周面間に溶鋼を供給し、各ロールの周面で凝固した凝固シェルを各ロール間の隙間15で圧接して鋳造した鋳片を、各ロール間の隙間から連続して引き出す双ロール式連続鋳造機10において、前記凝固シェルを袋綴じ状に圧接すべく前記一対のロールの少なくとも一方を凹型ロール11a,11bに形成すると共に、前記一対のロールの周面間に溶鋼を供給する注湯ノズル12の先端をロールの中立点KPに可及的に近づけて挿入可能とした。
(もっと読む)
双ロール式縦型鋳造装置及び複合材料シート製造方法
【課題】アルミニウム・ケイ素合金の縦型双ロール式鋳造法で安定的にシートを採取する方法を提供する。
【解決手段】アルミニウムシリコン合金と炭化ケイ素粉末とを混合した複合材又はケイ素含有率が7%を超えるアルミニウム・ケイ素合金をシートに製造する双ロール式縦型鋳造装置であって、間隔を空けて対向した2つの銅製又は溶湯に接触する部分の厚みが10mm以下の軟鋼製にてなる一対の水冷回転ロールと水冷回転ロール12、14と、水冷回転ロール12、14上に溶湯16を受けるための堰20とを有し、堰20が、水冷回転ロール12、14の回転軸12A、14Aと平行な2つの板状の主堰22、24と、主堰22、24の端をつなぐ横堰42、44とからなり、主堰22、24の下端が水冷回転ロール12、14の表面と接触又は2mm以下の隙間を形成し、横堰42、44の側面が水冷回転ロール12、14の表面と接触又は2mm以下の隙間とする。
(もっと読む)
双ロール式連続鋳造装置
【課題】簡単な構成により鋳造作業中に鋳造ロールの温度を変更してロール形状を調整できるようにする。
【解決手段】一対の鋳造ロール間に湯溜り部を形成し鋳造ロールの相互間から薄板鋳片を引き出して製造する鋳造ロールが周方向に複数の冷却流路を備えたスリーブによって構成されており、冷却流路に冷却流体を供給して鋳造ロールを冷却する冷却装置を備えている双ロール式連続鋳造装置であって、スリーブ7に設けられた冷却流路8の径方向内側位置に、周方向に複数の温度調節流路9を形成し、温度調節流路9の一端の導入口19から他端の導出口14に向けて温度調節した温度調節媒体26を供給する温度調節媒体供給装置29を備える。
(もっと読む)
双ロール鋳造機
【課題】ストリップの板幅方向中央部分の厚みが過大にならない双ロール鋳造機を提供する。
【解決手段】ノズルピース4a,4bの互いに向き合う端面に穿設した補助開口11からノズルピース4a,4bの間の空所Xへ溶湯を送出するので、冷却ロール1a,1bの外周面において、ノズルピース4a,4bの端面の間の空所Xに向き合う範囲の溶湯の温度が、冷却ロール1a,1bの外周面において、ノズルピース4a,4bの側壁が向き合う範囲の溶湯の温度と大きく相違しなくなり、冷却ロール1a,1bの外周面の冷却ロール長手方向中央部分で溶湯の凝固が促進せず、ストリップ3の板幅方向中央部分の厚みが過大にはならない。
(もっと読む)
アルミニウム合金材を用いた構造体とその接合方法
【課題】接合前後の寸法あるいは形状の変化が殆ど無く、また、ろう材あるいは溶加材のような接合部材を使用することなく被接合部材同士が接合するアルミニウム合金板を用いた構造体とその接合方法を提供する。
【解決手段】アルミニウム合金材を一方の被接合部材とし、他方の被接合部材としてアルミニウム合金材、純アルミニウム材及びアルミニウム以外の金属材のいずれかを用い、前記一方の被接合部材と前記他方の被接合部材とを接合部材を用いることなく接合した構造体において、前記一方の被接合部材であるアルミニウム合金材が、Si:1.5質量%〜5.0質量%を含有し、残部Al及び不可避的不純物からなるアルミニウム合金を連続鋳造法により製造したアルミニウム合金材であり、接合前と接合後の当該構造体の寸法および形状が略同一であることを特徴とする構造体。
(もっと読む)
鋳造ドラム表面研磨装置
【課題】ドラム式の連続鋳造機の鋳造ドラムの表面研磨を、低コストで、容易且つ安全に行う。
【解決手段】ドラム式の連続鋳造機の鋳造ドラム10の表面を研磨する鋳造ドラム表面研磨装置1において、鋳造ドラム10を回転可能に支持する本体部20と、鋳造ドラム10の表面を研磨するディスクサンダー30と、本体部20に、水平面内の鋳造ドラム10の回転軸10aに直交する方向に移動可能に設けられた移動フレーム40と、移動フレーム40に回動可能に支持されており、ディスクサンダー30が直線的に移動可能に設けられるとともに、ディスクサンダー30が鋳造ドラム10に対して高さ方向に離間した位置と近接した位置とに位置するように、移動フレーム40に対して回動する回動アーム50とを備える。
(もっと読む)
線状部材製造方法および線状部材製造装置
【課題】線状部材製造方法および線状部材製造装置において、横断面の形状が長手方向に沿って変化する線状部材を良好な寸法精度で効率的に製造することができるようにする。
【解決手段】ワイヤー製造装置50を用いて、金属ガラスとなる組成を有する母材料を溶融して溶湯Mを形成する溶湯形成工程と、ロール外周面6aに周方向に沿って溝部6b等の成形面部が設けられ、成形面部が成形孔部6dを形成するように互いに径方向に当接され、かつガラス転移点Tg以下の温度とされたプレスロール6L、6Rに向けて、溶湯Mを供給する溶湯供給工程と、プレスロール6L、6Rを回転させつつ成形面部上で溶湯Mを受け、溶湯Mをプレスロール6L、6R間でプレス成形するとともに臨界冷却速度以上の冷却速度でガラス転移点Tg以下まで冷却することによって、成形孔部の形状を溶湯Mに転写する成形工程と、を備える線状部材製造方法を行う。
(もっと読む)
コイル材及びその製造方法
【課題】高強度なマグネシウム合金板材の生産性の向上に寄与することができるコイル材、及びその製造方法を提供する。
【解決手段】金属からなる板状材を円筒状に巻き取ってコイル材とするコイル材の製造方法である。板状材は、連続鋳造機から排出されたマグネシウム合金の鋳造材で、その厚さt(mm)が7mm以下である。板状材1の巻き取り直前の温度T(℃)を、その板状材1の厚さtと曲げ半径R(mm)とで表される表面歪み((t/R)×100)が、室温における当該板状材1の伸び以下となる温度に制御して巻取機により巻き取る。
(もっと読む)
1 - 20 / 225
[ Back to top ]