
Fターム[4E004FB04]の内容
Fターム[4E004FB04]に分類される特許
81 - 88 / 88
連続鋳造用の浸漬ノズル

【課題】 浸漬ノズル内周部に配置した難付着性耐火物の効果を十分に発揮し、吐出孔やスリットの先端部分にも析出物堆積が起こらないような連続鋳造用の浸漬ノズルを提供する。
【解決手段】 本発明の連続鋳造用の浸漬ノズルは、円筒内周部のマグネシアライム系耐火物22と円筒外周部のジルコニアライムグラファイト耐火物又はジルコニアグラファイト耐火物24との間は一体成形され、円筒内周部は吐出孔先端9及びスリット先端9を含めてマグネシアライム系耐火物22で形成され、円筒外周部はジルコニアライムグラファイト耐火物又はジルコニアグラファイト耐火物24で形成される。吐出孔2とスリット3の内面は先端9まで含めてマグネシアライム系耐火物で覆われるので、析出物の堆積を防止することができる。
(もっと読む)
鋼の連続鋳造方法

【課題】浸漬ノズルからの吐出流を確実に制御して、内部品質に優れた鋳片を製造するための鋼の連続鋳造方法を提供する。
【解決手段】断面が長方形の鋳型1の長辺側メニスカス近傍に電磁攪拌装置3を対向して設置したうえに、その下方に電磁ブレーキ4を、下式の関係を満たすように設置する。 
ここで、Lはメニスカスから電磁ブレーキのコア中心までの距離(mm)、αは電磁ブレーキの最大磁束密度が50%に減衰するコア中心からの距離(mm)、lは浸漬ノズルの浸漬深さ(mm)、θは浸漬ノズルの溶鋼吐出角度(°)、Wは鋳型の横巾(mm)である。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】連続鋳造時に浸漬ノズルの内部を通過する溶鋼における渦流及び偏流発生を防止するとともに、ノズルの内壁に介在物が付着されない花模様断面を有する連続鋳造用浸漬ノズルを提供する。
【解決手段】連続鋳造工程時にノズルを通過する溶鋼の偏流及び介在物の付着を防止するために、所定区間で放射線状の円形溝部からなる花模様断面を有する内径区間が備わった連続鋳造用浸漬ノズルにおいて、前記花模様内径区間は、ノズルの上端から所定距離離れて形成され、前記花模様内径区間の終了地点には、花模様の最内郭部によって形成される内径より1.1倍〜1.5倍大きく形成された内径を有する拡大内径区間が形成されたことを特徴とする連続鋳造用浸漬ノズルを構成する。
(もっと読む)
鋼の連続鋳造方法
【課題】 高スループット鋳造において定在波の発生を有効に抑制し、非金属介在物の少ない鋳片の高速かつ安定的鋳造を可能にする、鋼の連続鋳造方法を提供する。
【解決手段】 下部に2つの吐出孔12を有する浸漬ノズル2を用い、吐出孔からの溶鋼吐出流13を鋳型1の短辺側に向けて溶鋼15を鋳型内に注入し、スラブ鋳片19を連続鋳造する鋼の連続鋳造方法において、前記浸漬ノズルのノズル角度αを+10°〜−40°、浸漬深さηを50〜350mm、吐出口径a×bを40×40〜100×100mm2とした。
(もっと読む)
動的安定化機能を有する浸漬式注入ノズル
本発明は金属溶湯の鋳造に用いる注湯管に関する。この注湯管は乱流や鋳型内の混乱を低減し、排出流を安定化、均一化する。注湯管の流出口には少なくとも1つの舌状部があって、その両側が少なくとも2つのスロットになっている。これらのスロットにより、相互対抗回転する複数の流れが生成し、それにより排出流が拡散して均一化する。これにより有害な非対称性やアルミナによる閉塞を低減できる。 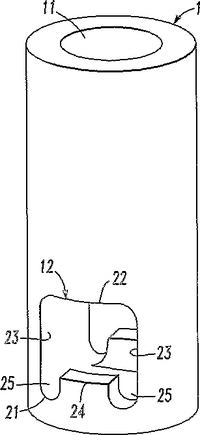 (もっと読む)
(もっと読む)
連続鋳造方法
【課題】 浸漬ノズルが一方の短辺側に偏っても、鋳造速度を低下せずにブレークアウトや、割れ性の表面欠陥を防止する。
【解決手段】 底部近傍側壁に対向配置した一対の吐出孔2を鋳型6の短辺方向に向けて設置した浸漬ノズル1が、一方の短辺側に偏って設置された場合の連続鋳造方法である。深さdが10〜45mmの窪み3を底部内面に形成し、吐出孔2は、浸漬ノズル1の外周面における出口高さHを出口幅Wで除した縦横比H/Wが0.5〜0.8の横長の矩形状で、浸漬ノズル1の吐出孔2を含む位置を縦断面して見た場合に、吐出孔上壁2aの平均下向角度α1が吐出孔下壁2bの平均下向角度α2よりも大きくなした浸漬ノズル1を使用して鋳型6内に溶鋼7を供給する。
【効果】 浸漬ノズルが一方の短辺側に偏っても、狭幅側における短辺凝固シェルの成長が健全に改善される。
(もっと読む)
連続鋳造方法
【課題】 広幅のスラブでも、電磁気力に頼らず、鋳型内流動を安定化すること。
【解決手段】 底部近くの側面又は側面から底部に回り込む1対の吐出孔1aを有する一本の浸漬ノズル1の、吐出孔1aから鋳型短辺2aに向かって溶鋼を吐出させるスラブの連続鋳造方法である。両鋳型短辺2aから浸漬ノズル1へ向かう流れがメニスカス6で形成され、鋳型幅をW、メニスカス6から浸漬ノズル吐出孔高さ中央までの浸漬深さをD0、吐出流5が鋳型1/4幅位置で最大流速を示す点のメニスカス6からの深さをD1、吐出流が鋳型1/4幅において示す最大流速をVとしたとき、2≦W/D0≦10、2≦W/D1≦6、D0<D1、0.1≦V/〔(W/2)+2・D1+〔{2(D1−D0)}2+(W/2)2〕0.5〕≦0.4を満たして操業する。
【効果】 メニスカスにおける気泡や非金属介在物の浮上が阻害されず、波立ちや渦の発生も軽微に抑えられ、適正な鋳型内流動が得られる。
(もっと読む)
連続鋳造用浸漬ノズル及びそれを用いた連続鋳造方法
旋回流付与浸漬ノズルのように複雑な機構を用いることなく、鋳型内流動の自励振動を抑制し、鋳片表層部の品質改善や高能率鋳造を可能にする連続鋳造用浸漬ノズルを提供する。円筒状の本体とその底部近傍の側壁に対向する一対の吐出孔とを有するノズルであって、ノズル横断面に投影された吐出方向に平行に延びた1本の尾根状突起を底部内面に有し、前記底部が最大深さ5mm以上50mm以下の滝壺状窪み形状であることを特徴とする第一の連続鋳造用浸漬ノズル、並びに、円筒状の本体とその底部近傍の側壁に対向する一対の吐出孔とを有するノズルであって、ノズル横断面又は縦断面に投影された吐出方向に対して垂直な吐出孔断面積が、出口に向かって減少していることを特徴とする第二の連続鋳造用浸漬ノズルがある。 (もっと読む)
81 - 88 / 88
[ Back to top ]