
Fターム[4E024AA03]の内容
Fターム[4E024AA03]に分類される特許
21 - 40 / 43
ホットストリップミルにおける板幅方向の板厚差制御方法
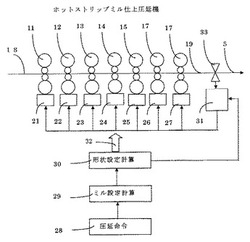
【目的】ホットストリップミルの仕上圧延機において、出側に板幅方向の板厚測定器を設置して、圧延中に仕上圧延機の出側における板幅方向の板厚差を希望値に制御する。
【構成】ホットストリップミル仕上圧延機で出側に板幅方向の板厚測定器を設置し、圧延中に板幅中央と板幅各部の板厚差の測定値と希望値との誤差を各スタンドに分配し板幅方向の板厚差遺伝係数を用いて、板幅全体として誤差が零になるように制御する、または板幅中央と作業側の板幅各部の板厚差と、板幅中央と駆動側の板幅各部の板厚差とを独立に制御する。さらに、これらの組み合わせもある。
【効果】ホットストリップミルの仕上圧延機の出側において、板幅方向各部の板厚差を従来よりも正確にまた精密に制御できる。
(もっと読む)
板圧延における熱間圧延方法

【課題】本発明は、熱延鋼板の圧延後の目標板クラウンおよび板形状を得るための板クラウンおよび形状スケジュール設定を行う熱間圧延方法を提供する。
【解決手段】熱間圧延機列で、最終スタンド出側で目標とする板クラウン形状を得るための熱間圧延方法で、熱間圧延機列の各圧延スタンドの板形状最大上下限値、狙い板形状スケジュール、および最終スタンド狙い板クラウン上下限値を設定し、前記各圧延スタンドの狙い板形状スケジュールを用いた板クラウンおよび形状スケジュール設定計算を行い、算出された最終スタンド出側板クラウンが前記最終スタンドの狙い板クラウン上下限値の範囲外である場合、前記各圧延スタンドの狙い板形状スケジュールから前記板形状最大上下限値へ向けて段階的に、板形状上下限値を広げて、前記設定計算を実施し、 板クラウン形状制御装置の設定値を算出することを特徴とする板圧延における熱間圧延方法である。
(もっと読む)
板圧延のパススケジュールの設定方法
【課題】板圧延において、可能な限り少ない総圧延パス数で、所望の平坦度及び/又は板クラウンを安定的に得ることのできるパススケジュールを設定する方法を提供する。
【解決手段】各パス出側線長差率、及び/又は、各パス出側板クラウンの理想値からのずれを指標とする評価関数を用い、該評価関数値を最小とするパススケジュールを探索し、該パススケジュールを実現するようにパススケジュールを設定する。このとき、各パス出側線長差率を各パス出側板厚のm乗で除したもの、及び/又は、各パス出側板クラウンの理想値からのずれを各パス出側板厚のn乗で除したものを指標とする評価関数を用いることが好ましい。また、各パス出側クラウンの理想値は、各パス出側板厚hiが所定値h*以下の領域で各パス出側クラウン比率Chi/hiが一定となるように設定されることが好ましい。
(もっと読む)
タンデム圧延機による金属帯の圧延方法およびそれを用いた金属帯の製造方法
【課題】被圧延材の形状起因での通板トラブルを回避できる、タンデム圧延機による金属帯の圧延方法およびそれを用いた金属帯の製造方法を提供する。
【解決手段】タンデム圧延機を構成する各スタンドの許容クラウン比率変更量の限度内に収まるように、前記タンデム圧延機で金属帯を圧延する際の板厚スケジュールを修正する。
(もっと読む)
冷間タンデム圧延における板厚制御方法
【課題】最小の投資で最大の効果を得られると共に、高精度で板厚制御を行うことができる冷間タンデム圧延における板厚制御方法を提供する。
【解決手段】最終スタンド15で圧延荷重およびロールベンディング力を測定し、これら測定値に基づいてミルストレッチ式により最終スタンド出側板厚を絶対値で推定し、最終スタンド出側板厚の目標値と前記推定値の偏差に基づいて圧下位置を変更して板厚を制御すると共に、圧下位置を変更する前に任意の一定周期毎に当該スタンド出側の張力を測定しておき、最終スタンド15の出側板厚偏差が特定の範囲内の定常圧延条件であるときの張力を一定の目標値として当該スタンド出側の張力を制御する。
(もっと読む)
熱間圧延における板形状の制御方法
【課題】計測手段の少ないタンデム式の熱間圧延設備において、通常実測されるデータから板クラウン及び平坦度の予測モデルの形状変化係数を適切に決定し、精度の高い平坦度の予測を実現して、熱間圧延における精度の高い板形状の制御方法を提供する。
【解決手段】板クラウン予測モデルにより圧延材の板クラウン予測値を算出する板クラウン予測値算出工程と、タンデム式圧延機を操作するオペレータが手動により調整した際のオペレータ調整量と、平坦度予測モデルにより算出される平坦度予測値との相関係数の絶対値が大きくなるように決定された形状変化係数を用いて、平坦度予測値の決定値を算出する平坦度予測値算出工程とを備えていることを特徴とする熱間圧延における板形状の制御方法。
(もっと読む)
圧延ロール、圧延機および圧延方法
【課題】 被圧延材の板クラウンを効果的に修正可能であるばかりでなく、エッジドロップを低減することができ、しかも、局所的なロール間線圧上昇によるロール損傷が起こらない圧延ロール、圧延機および圧延方法を提供する。
【解決手段】 ロールクラウンを、極大値点と極小値点とを有する連続曲線であって、極大値点と極小値点とにはさまれた中央域を1つの関数とし、極大値点から最寄のロール端までの端部域を、中央域の関数の延長よりも急勾配の傾斜をもつ(つまり当該ロール端に近づくにつれての半径の減り方が激しい)関数とした曲線によって形成した。
(もっと読む)
金属板の圧延方法
【課題】実測板クラウンと板クラウン計算モデルとの差異をワークロールプロフィル推定誤差として学習計算し、後行材の板クラウンおよび形状設定に用いる金属板の圧延方法を提供する。
【解決手段】板クラウンおよび板形状計算モデルを用いて目標の板クラウンおよび板形状を得るための設定計算で、先行材の圧延実績から計算される実績板クラウン計算値と、該圧延材の圧延後に実測される板クラウン実測値との差異をワークロールプロフィル推定誤差として学習計算を行う方法において、上記ワークロールプロフィル推定誤差を圧延材1本あたりのサーマルクラウン成長におけるワークロールプロフィル推定誤差として算出し、ワークロールプロフィルの修正量を計算し、板クラウンおよび形状設定計算に適用する金属板の圧延方法である。
(もっと読む)
ストリップ平坦度及びストリッププロフィールの総合的な監視及び制御方法及びプラント
圧延機を有する鋳造プラントでのストリップ形状寸法制御装置及び方法。プロフィール及び平坦度操作要件を満しつつ目標厚みプロフィールをストリップの計測入口厚みプロフィールの関数として算出する。出口厚みプロフィールを目標厚みプロフィールと比較することによりストリップの長手方向ひずみからの差ひずみフィードバックを制御システムにより算出し、制御信号を生成して熱間圧延機により処理されたストリップの形状寸法に影響を及ぼし得る装置を制御する。フィードフォワード制御基準値及び/又は感度ベクトルも目標厚みプロフィールの関数として計算でき、制御装置に送る制御信号を生成するのに使う。制御装置はベンディング制御器、間隙制御器、冷却剤制御器から成る群から一つ又は複数選択できる。  (もっと読む)
(もっと読む)
冷間圧延におけるエッジドロップの検出・制御方法及び装置
【課題】安価なγ線厚さ計を用いた走査型のプロフィール計により高精度なエッジドロップ制御を行う。
【解決手段】γ線源を用いた固定型及び走査型の板厚測定器を冷間圧延機列6の入側に配置し、固定型板厚測定器2はストリップ1中央部の厚さを測定し、一方、走査型板厚測定器3はストリップ1の板幅方向に機械的に走査することによって測定される幅方向の板厚プロフィールを用いてワークロール7のシフト位置を変更するエッジドロップのフィードフォワード制御を行うに際し、γ線厚さ計の精度が保証されない板幅端部の板厚プロフィールに、板幅端部より内側のγ線厚さ計測定値を用いて推定した板厚プロフィールを使用する。
(もっと読む)
平坦度の高い厚鋼板の製造方法
【課題】本願発明は,極力初期パススケジュールにて,幅方向温度偏差を考慮した狙い圧延形状を定めた上で形状を造り込むことにより,圧延〜冷却を経た厚鋼板の最終平坦度を向上させることのできる厚鋼板の製造方法を提供することを目的とする。
【解決手段】平坦度の高い厚鋼板の製造方法であって,予め,製造する厚鋼板の予定幅毎に目標板クラウン比率変化量(ΔRc)を設定しておき,厚鋼板を製造する際に,厚鋼板の予定幅に応じて前記に従いΔRcを決定し,当該ΔRcを得ることのできるパススケジュールを設定し,当該パススケジュールに従って,圧延を実施することを特徴とする平坦度の高い厚鋼板の製造方法。
(もっと読む)
圧延機の制御方法
【課題】ワークロール間隙の指令値とベンダ圧の指令値とが互いに影響を及ぼさず非干渉な関係となるような圧延機の制御を行い、高精度の圧延を可能とすることを目的とする。
【解決手段】前記圧延パス毎に、圧延機2での圧延状態をモデル化した物理モデルを用いて、圧延機2と圧延材3との相互の影響を表す影響係数を算出し、該影響係数を成分とする圧延モデル行列との積を取ることで対角行列となるような非干渉行列Eを算出し、該非干渉行列Eで表現される非干渉ロジックを用いて圧延機2を制御する。
(もっと読む)
金属板の圧延方法
【課題】圧延サイクル内の全ての被圧延材の圧延において、ワークロールの熱膨張、磨耗を効果的に分散し、良好な板クラウンを得る。
【解決手段】圧延サイクル内での圧延順に応じてワークロールのシフト位置を決定するにあたり、予め定めたシフトピッチでシフト位置を変更するとともに、ワークロールの軸方向中心位置から、シフト位置を変更する際のシフト移動方向を反転する折り返し位置Mまでの距離を、圧延サイクル内での圧延順に応じて変更する。
(もっと読む)
圧延機におけるワークロールのサーマルクラウン計算方法
【課題】 実用的な計算時間で、かつ高精度に圧延中およびアイドル中の熱伝達係数を算出し、高精度なサーマルクラウン予測が可能な計算方法を提供する。
【解決手段】 圧延機におけるワークロールのサーマルクラウン計算方法において、前記予測モデルに用いるワークロールと圧延材との接触部(ロールバイト内)の熱伝達係数を、ワークロールと圧延材とが完全に接触状態にあるとし、ロールバイト内での圧延材からワークロールへの熱移動量を算出し、ついでロールバイト入側と出側でのワークロール半径方向の熱移動の変化量から算出することを特徴とする圧延機におけるワークロールのサーマルクラウン計算方法である。
(もっと読む)
タンデム圧延機におけるワークロールシフト位置の設定方法
【課題】タンデム圧延機により1サイクル圧延内で同一幅の被圧延材を連続して圧延する場合、圧延して得られる被圧延材のクラウン品質を向上することができるワークロールシフト位置の設定方法を提供する。
【解決手段】先ずタンデム圧延機の各スタンドのワークロールの長さから決まるシフトリミットまでのシフト可能量をN等分し、そのN等分した値を1回当たりにシフトするシフトピッチに設定し、圧延開始時の1本目で各スタンドのシフト位置をずらせて設定し、以降、サイクリックシフト法で各スタンドのワークロールのシフト位置を設定する。
(もっと読む)
熱延鋼板の圧延方法
【課題】鋼板の熱間圧延、特に圧延サイクル内の各鋼板の板幅等を、順次、任意に変更しながら圧延するスケジュールフリー圧延を行うに際して、鋼板をコイル全長に渡って良好な板形状に維持しつつ、仕上圧延後に目標とする板クラウンを確保することができる経済的で生産性の高い熱延鋼板の圧延方法を提供する。
【解決手段】複数の圧延スタンドからなる連続圧延機によって熱延鋼板を圧延する際に、当該熱延鋼板の少なくとも先端部と尾端部において、1以上の圧延スタンドに備えられている各圧延スタンドの板クラウン・板形状制御用アクチュエータの操作量が操作限界値に達することなく、所望の板クラウンおよび良好な板形状が得られるように、各圧延スタンドの板厚圧下スケジュールの設定を行う。
(もっと読む)
熱間圧延ミルのクラウン制御装置およびその制御方法
【課題】 被圧延材内で長手方向に均一なクラウンを実現できるクラウン制御手段を提供すること。
【解決手段】 所望のクラウンに対する圧延ミル151の第1操作量を出力するセットアップ手段と101、圧延ミル151の前後に設置されるクラウンを測定するクラウン測定手段(170、171)と、クラウンをロックオンするタイミングを設定するロックオンタイミング設定手段(140)と、この設定されたタイミングにより、特定部位のクラウンをロックオンクラウンとして記憶するクラウンロックオン手段と(111、121)、クラウン測定手段(170,171)で測定されるクラウンとロックオンクラウンとの偏差を小さくするように、第1操作量の補正量を出力する長手方向クラウン制御手段(112、122)と、第1操作量および補正量から、第2操作量を出力する操作量算出手段とを含むクラウン制御装置。
(もっと読む)
冷間タンデム圧延設備
【課題】形状不良による安定した圧延の阻害および製品品質の劣化を防ぎ、生産性および歩留りの向上を図ることができる冷間タンデム圧延方法およびその設備を提供する。
【解決手段】冷間タンデム圧延方法において、冷間タンデム圧延機の少なくとも第1スタンド1で圧下により板厚を制御するとともに、前記第1スタンド1の出側でレベラー6により板形状を制御する。第1スタンド1で形状が乱れたとしても第2スタンド2までにレベラー6で形状不良が矯正されるので、形状不良により通板が阻害されることはなく、生産性の向上を図ることができ、また形状不良による歩留り低下を防ぐことができる。
(もっと読む)
制御装置および制御方法
【課題】 制御仕様や条件が変動する制御対象に対してモデルベースの制御を行
う場合に、モデルの精度が悪いと制御結果が悪くなる問題を解決し、制御精度を
向上させることにある。
【解決手段】 所望の制御量に対応した第1の制御指令150に対して、これを
適切に補正するための補正量算出手段120を設け、補正量算出手段120は第
1の誤差(制御誤差)152と第2の誤差(モデル誤差)を分離して算出し、そ
れぞれに対応した第1の補正量156と第2の補正量157をそれぞれ第1のゲ
イン155と第2のゲイン154を介して計算し、第1と第2の補正量を加算し
た補正量157’によって第1の制御指令を補正して第2の制御指令151を求
め、この第2の制御指令と制御モデル140を用いて操作量算出手段130によ
って操作量153を算出し、制御対象170を制御する。
(もっと読む)
板プロファイル制御装置
【課題】 圧延材の平坦度を悪化させることなく、板プロファイルの精度を向上させることができる板プロファイル制御装置を得る。
【解決手段】 少なくとも上下一対のワークロールを有する複数の圧延スタンドと、各ワークロールに対向するように設けられ、ワークロールの回転軸方向に複数配置されたクーラントノズルと、各クーラントノズルに設けられ、クーラントノズルをそれぞれON/OFFするクーラントバルブと、最終の圧延スタンド出側に設けられ、圧延材の板プロファイルを計測する板プロファイル計と、圧延材の目標板プロファイルを設定する目標板プロファイル設定装置と、板プロファイル及び目標板プロファイルに基づいて、各圧延スタンドのクーラントレベルを演算するクーラントレベル制御装置と、このクーラントレベルに基づき、各クーラントバルブのON/OFF制御を行うクーラントバルブ制御装置とを備える。
(もっと読む)
21 - 40 / 43
[ Back to top ]