
Fターム[4E024BB08]の内容
Fターム[4E024BB08]に分類される特許
1 - 20 / 124
巻取り温度制御装置およびその制御方法
温度推定装置、温度推定方法、圧延機制御装置
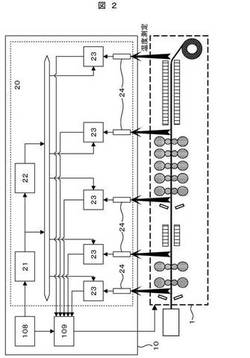
【課題】圧延機の制御に用いる温度を、精度良く遅延なく推定する。
【解決手段】熱間圧延機で圧延される圧延材2の温度推定装置20において、復熱中の圧延材の温度履歴の予測値を求める温度履歴計算部21と、復熱中の圧延材の温度履歴の測定値を求める温度履歴測定部24と、前記予測値に基づき相関関数を求める相関関数導出部22と、前記予測値と前記測定値と前記相関関数に基づき前記圧延材の温度の推定値を求める温度履歴比較部23とを備える。
(もっと読む)
熱延鋼板の冷却方法

【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板において、当該波形状が形成されているために生じる不均一な冷却によって発生する温度ムラを要因とする材質のバラツキを低減させ、熱間圧延の後工程である冷延工程での鋼板の板厚変動を抑制する。
【解決手段】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を冷却する方法であって、熱延鋼板を冷却する所定の冷却区間において、熱延鋼板の波形状の急峻度を0%超1%以内の耳波に制御することを特徴とする、熱延鋼板の冷却方法が提供される。
(もっと読む)
多段圧延機の形状制御方法及び多段圧延機
【課題】多段圧延機の形状制御方法において設置スペースの制約を受けたり光沢ムラを発生させたりすることなく、良好な圧延材の圧延形状性を確保する。
【解決手段】本発明の多段圧延機1の形状制御方法は、圧延材Wを圧延する上下一対のワークロール2、2の外側に、ワークロール2を支えるサポートロール12が配備されている多段圧延機1に対して、サポートロール12を局部的に加熱することで、サポートロール12に接触するワークロール2のロールクラウンを変化させ、ワークロール2間で圧延される圧延材Wの圧延形状を制御することを特徴とする。
(もっと読む)
熱延鋼板の冷却方法
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を均一に冷却する。
【解決手段】予め、熱延鋼板の波形状の急峻度と熱延鋼板の通板速度を所定の値に揃えた条件下で求められた、熱延鋼板の上面側の上側冷却装置と熱延鋼板の下面側の下側冷却装置によって冷却される熱延鋼板の熱伝達特性に基づき、前記所定の冷却区間において、熱延鋼板の上面及び下面の平均熱伝達係数の比率である上下熱伝達係数比率を変更させ、その際に発生する熱延鋼板の圧延方向の温度の標準偏差と上下熱伝達係数比率との関係を線図で求め、さらに当該線図に基づいて温度の標準偏差が最小値となる上下熱伝達係数比率を導出する。前記導出された上下熱伝達係数比率の場合に前記所定の冷却区間における熱延鋼板の上面及び下面からの冷却抜熱量が等しいとして、当該上下熱伝達係数比率で熱延鋼板を冷却する。
(もっと読む)
熱延鋼板の冷却装置及び冷却方法
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成
された熱延鋼板を均一に冷却する。
【解決手段】冷却装置14は、所定の定点で熱延鋼板Hの温度を測定する温度計40と、
温度計40と同一の定点で形状を測定する形状計41と、温度計40で測定された温度と形状計41で測定された熱延鋼板Hの変動速度との時系列変化に基づいて、熱延鋼板Hの上面側と下面側の冷却抜熱量の増減の方向を決定する制御方向性決定手段50と、熱延鋼板Hを冷却する際に、所定の冷却区間での上面及び下面からの冷却抜熱量を調整する制御手段51と、を有する。
(もっと読む)
鋼板の温度予測方法
【課題】鋼板表面の表面滞留水の状態の変化を考慮した鋼板温度の予測方法を提供することを目的とする。
【解決手段】
水冷と空冷を行う冷却装置3を用いて圧延材の巻き取り温度を制御する冷却制御方法において、冷却装置3内に設定された区間又は圧延材上に設定された区間ごとに、空冷状態にあるか水冷状態にあるかを判断する冷却状態判断工程と、判断された冷却状態に基づいて、設定された区間のうち板温度の予測対象となる対象区間における鋼板の表面と外部とを行き来する出入熱量を予測する熱量予測工程とを有する鋼板の温度予測方法を用いる。この鋼板の温度予測方法はさらに、鋼板の表面に滞留する表面滞留水の状態を判断する滞留水状態判断工程と、判断された表面滞留水の状態に応じて、鋼板の表面と外部とを行き来する出入熱量を修正する熱量修正工程と、修正された出入熱量に基づいて、板温度を予測する板温度予測工程とを有する。
(もっと読む)
冷却又は加熱される鋼板における変態率の算出方法、及び鋼板の変態率の制御方法
【課題】熱間圧延プロセスにおける加熱設備、搬送装置、冷却装置などにおいて、鋼板の変態率を確実に求める。
【解決手段】本発明に係る鋼板Wにおける変態率の算出方法は、冷却又は加熱される鋼板Wの表面と外部とを行き来する熱量を予測する熱量予測工程と、冷却又は加熱される鋼板Wに生じる変態に伴って発生する熱量を、当該鋼板Wの過冷却の度合い又は過加熱の度合いに応じて予測する変態熱量予測工程と、熱量予測工程及び変態熱量予測工程が予測した熱量を用いつつ、鋼板Wと外部との熱収支を計算し鋼板Wの板温度を予測する板温度予測工程と、板温度予測工程が予測した板温度予測値を基に、鋼板Wの変態率を予測する変態率予測工程と、板温度予測工程が予測した板温度の予測値と実績値との差が減少するように、変態率予測工程で算出された変態率を修正する変態率修正工程と、を有する。
(もっと読む)
熱間圧延ラインにおける圧延鋼板の仕上げ出側温度制御方法
【課題】速度保持制御の開始直後の搬送予測時間(所定の切板が仕上げ圧延機を通過する時間)を正確に把握し、速度保持制御の開始直後の圧延鋼板の仕上げ出側温度を高精度に制御する。
【解決手段】冷却装置12a〜12fで冷却しながら仕上げ圧延機10で仕上げ圧延される圧延鋼板11の仕上げ出側温度FDTを目標値に制御し、圧延鋼板の搬送速度が速い時に冷却能力が足りず、温度上昇を抑制するために加速を停止する速度保持制御を行なう熱間圧延ラインである。圧延鋼板を仮想的な切板P1〜P10に長手方向に複数分割し、切板毎に、圧延鋼板の実績仕上げ入側温度に基づいて冷却装置が最大の冷却能力を発揮するときの圧延鋼板の算出仕上げ出側温度を算出し、この算出仕上げ出側温度と目標とする仕上げ出側温度とを比較し、算出仕上げ出側温度が前記目標とする仕上げ出側温度を超えている所定の切板P10を、速度保持制御の開始直後の切板とする。
(もっと読む)
鋼材の冷却制御方法及び連続圧延機
【課題】熱間圧延工程の次工程である冷間圧延工程における生産性向上のために、巻き取り後の鋼材組織の長手方向全体にわたる軟質化、あるいは均一化を実現する。
【解決手段】熱間圧延機1によって圧延された鋼材Wを水冷した上でコイルへと巻き取る熱間圧延工程にて、コイルに巻き取る前の鋼材Wの温度である巻取温度を制御する冷却制御方法において、圧延後の鋼材Wの組織を長手方向に均一なものとするために、巻取温度を鋼材Wの長手方向に沿って変更する巻取温度変更ステップを備える。
(もっと読む)
冷却帯診断方法、圧延材の冷却方法、冷却帯診断装置、圧延材の冷却装置
【課題】冷却制御で使用する諸元を利用してオンラインで設備異常を把握する。
【解決手段】水冷するバンクの組合せの異なるときの実際の入側温度Teと出側温度Tdとの組を複数取得し、2以上の上記温度の組をそれぞれ個別に下記式に代入してなる連立方程式を解いて、水冷時における単位時間当たりの実際の冷却水流量である計算流量を求め、対応するバンクに設定した上記設定流量と上記求めた計算流量とから、当該バンクの故障診断を行う。
Te−Td =(ΣΔQi/Vi)+ΔQe/Ve+ΔQd/Vd
但し、ΔQi = Δqwi・Li (水冷時の場合)
ΔQi = ΔQAi (空冷時の場合)
(もっと読む)
熱間圧延ラインの制御装置
【課題】目標の圧延所要時間を実現し、且つ、エネルギー消費量を抑制できる熱間圧延ラインの制御装置を提供する。
【解決手段】冷却スプレーの流量及び圧延速度の速度パターンを計算する初期スケジュール計算装置と、冷却スプレーの流量を修正し、冷却スプレーの流量の修正のみでは仕上ミル出側温度を対象被圧延材の全長に亘って目標値にできない場合、及び速度パターンに関する速度変更率を入力した場合に、速度パターンを修正するスケジュール修正装置と、速度パターンを用いて対象被圧延材の圧延所要時間を算出する圧延時間予測算出装置と、圧延所要時間が目標圧延時間以内であるように算出した速度変更率をスケジュール修正装置に出力する圧延時間調整装置と、速度パターンを用いて計算した圧延パワーを時間積分して得られるエネルギー消費量が最小となるように計算された速度変更率をスケジュール修正装置に出力するエネルギー消費量調整装置とを備える。
(もっと読む)
鋼帯冷却制御方法、鋼帯冷却制御装置、及び鋼帯制御冷却プログラム
【課題】鋼帯の長さ方向における材質のばらつきを低減すること。
【解決手段】装置本体100が、各セグメントSに対する噴射パターンから冷却工程における温度履歴をセグメントS毎に算出し、算出された温度履歴を用いて各セグメントSの材質特性値を予測し、予測された材質特性値と材質特性値の要求仕様との差に基づいて、材質特性値の要求仕様を満足する噴射パターンをセグメントS毎に算出する。これにより、算出された噴射パターンに基づいて鋼帯3の冷却工程を制御することによって、鋼帯3の長さ方向における材質のばらつきを低減することができる。
(もっと読む)
熱間圧延における加熱炉の自動抽出方法
【課題】先行材の搬送が遅れることで後行材に待ち時間が発生したり、後行材が渋滞したり、さらには、圧延材の温度が下がりすぎるという問題を解決することができる熱間圧延における加熱炉の自動抽出方法を提供する。
【解決手段】仕上圧延機3の仕上圧延スタンドF1〜F6間及び/又はホットランテーブル4の位置に有する冷却装置6,7の最大冷却能力と、冷却装置6,7入側での予測温度と、冷却装置6,7出側での目標温度とに基づき、目標温度に冷却可能な最大通板速度を推定し、推定された最大通板速度に基づき先行材10aの圧延時間を予測するようにした。
(もっと読む)
熱延鋼板の製造方法
【課題】製品厚み12mm以上の熱延鋼板を製造するに際して、巻き取り温度が450〜550℃と比較的低い温度域であっても、ランアウト冷却において高精度で安定な冷却を実現し、高強度で高靭性の材質を確保することができる熱延鋼板の製造方法を提供する。
【解決手段】製品厚み12mm以上の熱延鋼板を製造するに際して、シートバー厚を製品厚みの2.0〜3.3倍とし、仕上圧延機4の全スタンドで未再結晶温度域での圧延を行うとともに、ランアウト冷却中の鋼板の搬送速度を180mpm以上に設定し、ランアウト冷却設備5は鋼板10の上面冷却をラミナー方式で行う冷却設備であって、上流側冷却設備6と下流側冷却設備7に分割されており、鋼板10の上面冷却を行うための冷却水の水量密度が、上流側冷却設備6では1.0〜2.4m3/m2min、下流側冷却設備7では0.5〜1.0m3/m2minとなっている。
(もっと読む)
結晶粒径予測方法、結晶粒径予測装置、及び結晶粒径予測プログラム
【課題】フェライト相以外の相を含む結晶組織を有する鋼帯のα粒径を高精度に予測すること。
【解決手段】温度履歴算出部112が、ランナウト冷却設備において冷却される際の各セグメントの温度履歴を算出し、変態履歴算出部113が、温度履歴算出部112によって算出された各セグメントの温度履歴に基づいて、ランナウト冷却設備において冷却される際の各セグメントの変態履歴を算出し、α粒径算出部114が、変態履歴算出部113によって算出された各セグメントの変態履歴に基づいて、各セグメントの変態完了後のα粒径を算出する。そして、α粒径算出部114は、変態が開始されてから変態率が所定値以上になるまでの時間を変数として含むα粒径予測モデル式を用いて変態完了後のα粒径を算出する。
(もっと読む)
厚鋼板製造装置および厚鋼板製造装置における冷却装置の水冷時間設定方法
【課題】熱間圧延ラインのレイアウトに変更なく、かつ、下流側の可逆式圧延機による圧延中に冷却待ち時間を発生することなく、効率的に制御圧延を行えるようにする。
【解決手段】粗圧延機での圧延を完了した時点で、被圧延材が仕上圧延機で圧延を開始されるまでの冷却可能時間t0と、被圧延材が仕上圧延機の圧延途中で所望の中間板厚まで圧延された時に被圧延材の温度が未再結晶域上限温度θα以下となるための仕上圧延機での圧延開始目標温度θtとを予測し、これら予測結果に基づき冷却装置での水冷時間twを算出し設定するようにした。
(もっと読む)
冷却停止温度制御装置および冷却停止温度制御方法
【課題】冷却停止予測温度の精度を高くし、かつばらつきを抑えることができる冷却停止温度制御装置および冷却停止温度制御方法を提供すること。
【解決手段】冷却停止温度制御装置10は、鋼板表面性状に影響する情報を含む厚鋼板1の圧延情報と厚鋼板1の熱伝達係数の補正値との関係を記憶する補正テーブル13と、圧延機後面実績温度および前記補正値をもとに厚鋼板1の温度降下予測演算を行って該厚鋼板1が目標冷却停止温度となる冷却条件を設定する設定部11と、冷却開始実績温度および前記補正値をもとに厚鋼板1の温度降下予測演算を行い、冷却停止予測温度と冷却停止実績温度との差が所定値内でない場合、該所定値内となるように前記補正値を求め、補正テーブル13を更新する学習処理を行う学習部12とを備える。
(もっと読む)
熱延鋼板の冷却制御方法
【課題】圧延途中で圧延速度が変わる場合にも、熱延鋼板の表面品位を劣化させることなく、必要最小限の冷却水量で所定の巻取り温度まで冷却するための熱延鋼板の冷却制御方法を提供する。
【解決手段】
冷却水を噴射する冷却設備を用いて、熱間仕上圧延された熱延鋼板に冷却水を噴射して冷却する際の冷却制御方法であって、前記冷却設備はランアウトテーブルの搬送方向に区分された複数の冷却セクションからなり、各冷却セクションは冷却水の噴射のオンオフを独立して制御可能であり、該冷却セクションに冷却特性の異なる複数の冷却手段が併設されており、前記冷却装置全体での使用水量が最小となり、且つ、冷却中の熱延鋼板の表面温度がクエンチ点以下とならないように、圧延速度の変化に応じて各冷却セクションの冷却手段を選択することを特徴とする熱延鋼板の冷却制御方法。
(もっと読む)
厚鋼板の冷却制御方法、冷却制御装置及び厚鋼板の製造方法
【課題】厚鋼板の冷却工程における冷却停止時の温度制御を高精度にて行うことができ、誤差をも考慮した冷却停止温度となるように厚鋼板の冷却制御が可能な厚鋼板の冷却制御方法を提供する。
【解決手段】厚鋼板の温度予測モデルを用いて冷却工程における当該厚鋼板の冷却停止温度の予測値を算出する予測値算出工程、スラブ毎に過去の実績データを蓄積したデータベースから当該厚鋼板と製造条件が類似する厚鋼板の過去の実績データを抽出する抽出工程、抽出した過去の実績データから当該厚鋼板の冷却停止温度の予測値の誤差を推定する推定工程、予測値算出工程において算出した予測値と推定工程において推定した予測値の誤差とから冷却停止温度の修正値を算出する修正値算出工程、及び冷却停止温度の修正値が目標値となるように冷却水量及び/又は鋼板搬送速度を決定する決定工程を備える、厚鋼板の冷却制御方法とする。
(もっと読む)
1 - 20 / 124
[ Back to top ]