
Fターム[4E024CC05]の内容
Fターム[4E024CC05]に分類される特許
1 - 20 / 41
圧延機の動特性を考慮した板厚制御方法
【課題】圧延材の板厚を目標値に確実に近づけることができる圧延機の板厚制御方法を提供する。
【解決手段】圧延材を圧延する圧延機のロールギャップを制御する板厚制御方法において、圧延機の動特性を考慮しつつゲージメータ式を満足する圧延荷重変動値ΔP’を算出する。その上で、算出された動特性圧延荷重変動値ΔP’を用いて、ロールギャップの修正量ΔSを求め、得られたロールギャップの修正量ΔSを前記圧延機に適用する。
(もっと読む)
圧延機の板厚制御方法

【課題】BISRA−AGCとPI制御を併用した板厚制御における最適な比例ゲインGp及び積分ゲインGiの決定方法を提供すると共に、この決定方法を採用した板厚制御方法を提供する。
【解決手段】本発明に係る圧延機の板厚制御方法は、圧延材を圧延する一対のワークロールを備えた圧延機において、ワークロール間のロールギャップ量Sを制御する板厚制御方法において、比例制御及び/又は積分制御を行うPI制御とBISRA−AGCとを併用しつつ、圧延機のロールギャップ量Sの修正量ΔSを求めるに際し、PI制御に関する比例ゲインGpをBISRA−AGCの寄与率αbを用いた式により求める。
(もっと読む)
金属板材の圧延装置および圧延方法
【課題】本発明は:作業ロールチョックの軽微な改造のみで配備可能であり、プロジェクトブロックを含むハウジングの大規模な改造が不要であり;圧延する板材の板厚が変化しても、作業ロールチョックに作用する弾性歪を正確に常に測定することが可能であり;そして、その正確に測定された弾性歪に基づいて、高精度の蛇行・キャンバー制御、反り制御、および零点調整が実現できる、圧延装置および圧延方法を提供する。
【解決手段】少なくとも上下一対の作業ロールと補強ロールとを有する圧延装置において、前記作業ロールの作業側ロールチョックおよび駆動側ロールチョックの入側および出側に発生する圧延方向の弾性歪を測定する歪測定手段を備えていることを特徴とする圧延装置、および該装置を用いて実施できる圧延方法。特に、前記歪測定手段は測定信号を無線で伝送してもよい。
(もっと読む)
圧延方法及び圧延板材
【課題】可逆式圧延機のセットアップをより高精度に実施することができる圧延方法、及びこの圧延方法により得られる圧延材を提供することを目的とする。
【解決手段】本発明は、単スタンド可逆式の冷間圧延機を用い、板材に対して複数パスの圧延を行う圧延方法であって、Nパス目の上記板材の先端部における塑性係数QANを、N−1パス目の上記板材の尾端部における塑性係数QBN−1を用いて下記式(1)により算出し、上記塑性係数QANに基づいてNパス目のセットアップ計算を行い、この計算結果に基づく設定でNパス目の圧延を開始することを特徴とする。
QAN=αN×QBN−1 ・・・(1)
(αNは、塑性係数QANにおける補正係数(αN≧1)である。Nは、2以上の整数である。)
(もっと読む)
走間板厚変更方法および装置
【課題】タンデム圧延機内に薄引開始点と終了点が同時に入る場合でも張力変動を抑制することができる走間板厚変更方法および装置を提供する。
【解決手段】板厚変更開始点が通過した直後の圧延スタンドのロールギャップを圧延機出側で目標の板厚となるように設定し、前記圧延スタンドより一つ上流の圧延スタンドのロール速度はマスフローを考慮して設定し、それよりさらに上流の圧延スタンドについては、サクセシブ制御を用いて、各圧延スタンドのロール速度を板厚変更開始状態に設定し、板厚変更終了点においては、板厚変更終了点が通過した直後の圧延スタンドのロールギャップを元の状態に戻し、前記圧延スタンドより一つ上流の圧延スタンドのロール速度については板厚変更開始点が通過した際に変更した分だけ戻し、それよりさらに上流の圧延スタンドについてはサクセシブ制御を用いてロール速度を変更することによって、板厚変更終了状態に設定する。
(もっと読む)
冷間圧延機の板厚制御方法及び板厚制御装置
【課題】冷間連続圧延での走変時に、圧延機にトラブルが発生したり、圧延材が切れたりといった不都合が生じず、可及的速やかに、後行圧延材の板厚を所定のものにすることのできるロールギャップ量の制御方法及び制御装置を提供する。
【解決手段】本発明に係る走間板厚変更での板厚制御方法は、冷間圧延機での圧延であり且つ先行圧延材の後端部と後行圧延材の先端部の突き合わせ部が通過する際に実施される「走間板厚変更」の際に適用される板厚制御方法において、先行圧延材に対するロールギャップ量から後行圧延材に対するロールギャップ量へ変更する際の変更速度Vpを予め算出しておき、走間板厚変更においては、ロールギャップ量の変更速度をVp+αとしてロールギャップを変更し、実績圧延荷重を基にしたゲージメータ式から得られる出側板厚が目標板厚になった時点で、ロールギャップ量の変更操作を停止するものである。
(もっと読む)
圧延機の板厚制御方法
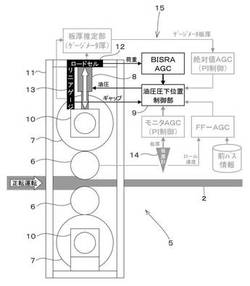
【課題】FF−AGCとBISRA−AGCを同時に併用することで、圧延材の板厚を目標値に確実に近づけることができる板厚制御方法を提供する。
【解決手段】 本発明に係る圧延機の板厚制御方法は、圧延材2を圧延する一対のワークロール6,6を備えた圧延機において、ワークロール6,6間のロールギャップ量Sを制御するものである。まず、FF−AGC制御とBISRA−AGC制御とを同時に使用することで、圧延機5のロールギャップの修正量ΔSを求める。次に、求められたロールギャップの修正量ΔSを圧延機5に適用する。
(もっと読む)
圧延機の板厚制御方法及び板厚制御装置
【課題】高精度な板厚制御を行うことができるようにする。
【解決手段】本発明は、圧延材Wの板厚を計測し、計測した板厚を基に圧延材Wを圧延するワークロール5のロール隙間を算出し、算出したロール隙間ΔSに応じて圧下装置11を制御する圧延機の板厚制御方法であって、圧延材Wの板厚の偏差を周波数成分に分解し、周波数成分ごとに圧下装置11に対する制御利得値を算出し、算出した制御利得値の逆数を計測で得られたロール隙間ΔSに乗算すると共に乗算して得られた値を圧下装置11を適用するロール隙間ΔS’とし、このロール隙間ΔS’を基に板厚を制御する。
(もっと読む)
金属板の板厚制御方法及び金属板の製造方法
【課題】板厚を高精度に制御することが可能な、金属板の板厚制御方法及びこれを用いた金属板の製造方法を提供する。
【解決手段】前材の圧延終了時のワークロールの熱膨張収縮量、及び、前材の圧延終了後から当材の圧延終了後までの間におけるワークロールの熱膨張収縮量を考慮してゲージメータ式を補正し、補正されたゲージメータ式を用いて、当材を圧延する際のワークロールの圧下位置を修正する金属板の板厚制御方法、及び、該金属板の板厚制御方法を用いて金属板を製造する金属板の製造方法とする。
(もっと読む)
圧延機の板厚制御方法
【課題】ゲージメータ式を用いて板厚制御を行うにあたり、圧延荷重に依存する誤差を推定して高精度な板厚制御を可能とする圧延機の板厚制御方法を提供する。
【解決手段】圧延材のラストパス出側で実測された実測板厚とゲージメータ式から算出されたラストパス後の推定板厚とのラストパス板厚誤差及びラストパス以前の途中パス出側で実測された実測板厚とゲージメータ式から算出された途中パス後の推定板厚との途中パス板厚誤差を算出し、ラストパス板厚誤差及び途中パス板厚誤差の板厚誤差差分値とラストパス及び途中パスの圧延荷重の圧延荷重差分値とからミル伸び量の計算誤差を推定する。具体的には、複数の圧延材について板厚誤差差分値と圧延荷重差分値とを求め、それらから単位圧延荷重あたりのミル伸び量の計算誤差の修正係数を算出し、その修正係数と次回以降の圧延荷重との積値をゲージメータ式に加算して次回以降の圧延時に適用する。
(もっと読む)
圧延機の圧延荷重測定値補正方法及びその補正値を用いた板厚制御方法
【課題】高圧延荷重までの測定圧延荷重データを用いて圧延荷重測定器の測定した圧延荷重を補正する方法と、補正された値を用いて板厚推定精度を高めた圧延機の板厚制御方法を提供する。
【解決手段】ロードセル等の圧延荷重測定器を有する圧延機を、ロール対ロール若しくはロール対ストリップで少なくとも2水準以上の締め込みを行い、ミルストレッチ量と圧延荷重の関係をそれぞれ測定し、該ミルストレッチ量からロール変形の寄与分を差し引くことでロール以外の寄与分を分離してロール変形以外の変形特性を求める。次にこれらの複数水準で測定したロール以外の変形特性が一致する補正条件を求め、圧延荷重測定値の補正を行う。
(もっと読む)
圧延機における制御ゲインの決定方法、及び圧延機
【課題】圧延材の特性のばらつきを考慮した上で、圧延機に対する最適な制御ゲインを決定する。
【解決手段】本発明に係る圧延機における制御ゲインの決定方法は、圧延材Wを圧延する圧延機1に対する板厚制御をビスラAGC及びモニタAGCを用いて行うに際して、圧延材Wの塑性係数Qのばらつきを確率密度関数f(Q)の形で与えることとし、最適設計手法を用いてビスラAGCの制御ゲインKB及びモニタAGCの制御ゲインKMを決定する。
(もっと読む)
板厚制御方法及び板厚制御状態判定装置
【課題】BISRA−AGCにおいて、制御の安定性を確保しながら、制御性能を高くする板厚制御方法の提供。
【解決手段】板を目標の板厚に圧延する圧延機において、制御に使用する圧延機の剛性(Kc)、時間(t)、基準状態からの圧延加重の偏差(ΔP(t))、圧延機の圧下位置の偏差(ΔS(t))、推定板厚偏差(Δhe(t))の値の関係から制御の状態が安定しているかどうか判定105し、制御の状態が安定していないと判定したときに、式(1)のG(定数)を小さくすること及びアラームを発生させること107の少なくとも一方を実施する。 (もっと読む)
(もっと読む)
冷間圧延機の板厚制御装置及び板厚制御方法
【課題】冷間圧延機における圧延過程でのコイルの巻き換えなどにより、圧延が停止状態に近づいた際、又は停止状態から圧延が再開されるときに、板厚が増加して板厚精度が低下することを防止する。
【解決手段】本発明に係る冷間圧延機の板厚制御装置20は、各圧延スタンド1における圧延荷重の変化量とミル剛性と所定の比例ゲインとを基に、各圧延スタンド1のロールギャップを制御するAGC制御部21と、圧延スタンド1の圧延速度に応じて比例ゲインを決定するゲイン決定手段22と、各圧延スタンドにおけるロックオン荷重を設定するロックオン手段23と、を備え、ロックオン手段23は、圧延速度が所定速度より低速である又は圧延速度がゼロである場合は、定常圧延速度における圧延荷重をロックオン荷重に設定し、圧延速度が所定速度より高速である場合は、圧延荷重の実績値をロックオン荷重に設定するように構成される。
(もっと読む)
圧延方向に板厚がテーパ状に変化するテーパ鋼板の板厚制御方法
【課題】圧延方向に板厚がテ−パ状に変化するテ−パ鋼板を圧延する際に、段差量が大きい場合においても、板厚精度の高いテーパ鋼板の圧延が可能な方法を提供する。
【解決手段】予測圧延荷重と圧延荷重,ロールギャップ及び鋼板の出側板厚の間に成り立つ関係式に基づいてロールギャップを設定し板厚制御を行う制御系を用いて、目標出側板厚を圧延長に従ってテーパ状に変更することにより出側板厚を圧延方向に連続的に変化させるテーパ鋼板の板厚を制御する際に、出側板厚の関数で表されたミル剛性係数の設定値を用いる。
(もっと読む)
板厚制御方法
【課題】近年用いられている中間ロールベンダーを備えた圧延機、更には左右非対称な力作用点を有する中間ロールベンダーを備えたUCミルに対応可能なミルストレッチ方式による高精度な板厚制御方法を提供する。
【解決手段】中間ロールベンダーを有する圧延機でミルストレッチを推定して板厚を制御する板厚制御方法であって、前記ミルストレッチに及ぼす中間ロールベンディング力の影響を中間ロールベンディング力の多項式関数として、中間ロールベンディング力を考慮していないミルストレッチモデル式に加算することを特徴とする板厚制御方法が提供される。
(もっと読む)
金属板材の板厚制御装置及び塑性係数推定用関数設定方法
【課題】 金属板材を圧延機で圧延する際、少ない手間で塑性係数を正確に予測し、推定した塑性係数を用いて、金属板材の出側板厚を目標出側板厚に制御する。
【解決手段】 先ず、ロール扁平率が予め定めた設定値以下の金属板材を用いて、実験により正確な塑性係数Qaを求め、この実測値Qaと圧延理論値Qbとが一致する摩擦係数μを算出する。そして、当該摩擦係数μを用いて、ロール扁平率が前記設定値以下の様々な圧延条件にて、圧延理論値(Q1,Q2,・・・,Qn)を求め、予め式構造の定められた関数Fの定数を、前記圧延理論値をフィッティングするように求める。そして、ロール扁平率が大きい圧延条件でも、求められた前記関数Fにて推定される塑性係数を用いて板厚制御を行う。
(もっと読む)
タンデム圧延装置の板厚張力制御方法及び板厚張力制御装置
【課題】圧延装置の板厚・張力制御において、圧延速度が変動しても適正な制御ゲインを設計することにより、干渉を抑えオーバーシュートを小さくする。
【解決手段】本発明の板厚張力制御方法は、連続する2スタンドにおいて、下流スタンド出側板厚とスタンド間張力とを互いの干渉を抑制しながらそれぞれの目標値に追従させるものであって、圧延スタンドでの圧延速度に基づいて、板厚張力制御系の制御ゲインを変更する。詳しくは、圧延材の板厚およびスタンド間張力の干渉系をモデル化した制御対象モデルを更新して、更新された制御対象モデルと現実の制御対象との誤差を小さくすることを用いたILQ設計法により、板厚張力制御系の制御ゲインを算出する。
(もっと読む)
板厚制御装置及び板厚制御方法
【課題】板材の種類が特定されていない場合であっても、様々な種類の板材に対応した板厚制御を実現し、かつマスフロー制御を行う必要のない板厚制御装置及び板厚制御方法を提供する。
【解決手段】AGC制御装置11は、ライン低速運転時に、簡易フィードフォワードAGCによって、帯板1が圧延ロール6に挿入されたときに圧延機4が弾性変形することを考慮したAGC簡易FF指令を確定し、この確定したAGC簡易FF指令に基づいて、圧延機4の弾性変形を考慮したミルGAPを決定する。また、AGC制御装置11は、ライン低速運転が終了した後、ラインが加速してから本来の設定速度で運転する時に、フィードバックAGCによるPI制御によって、板厚設定偏差がゼロになるように板厚制御を行う。
(もっと読む)
金属ストリップの変形抵抗予測方法および冷間タンデム圧延機のセットアップ方法
【課題】冷間タンデム圧延機で圧延する材料の変形抵抗を高精度かつ簡単に予測することができる金属ストリップの変形抵抗予測方法、および予測した変形抵抗を用いた冷間タンデム圧延機セットアップ修正方法を提供する。
【解決手段】冷間タンデム圧延前に、熱間圧延後の金属ストリップコイル又は熱間圧延・酸洗後の金属ストリップコイルを全板幅にわたってせん断すると同時にせん断荷重を測定し、板厚、板幅、及びせん断荷重から前記金属ストリップの変形抵抗を求める。また、求めた変形抵抗により修正セットアップ荷重を求め、この修正セットアップ荷重に基づいて各圧延スタンドのプリセット値を修正する。
(もっと読む)
1 - 20 / 41
[ Back to top ]