
Fターム[4E024DD15]の内容
Fターム[4E024DD15]に分類される特許
1 - 12 / 12
粗圧延機におけるシートバーセンタリング制御方法および粗圧延機
プロセス制御の操作量プリセット方法
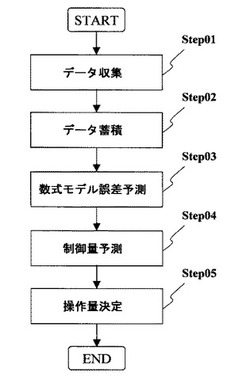
【課題】数式モデルによる予測と過去データとの類似性に応じた予測を切替えて使用する場合であっても、制御応答に急激な変化のない、安定した操作量設定を行うことができるプロセス制御の操作量プリセット方法を提供することを課題とする。
【解決手段】対象プロセスを表す数式モデルの入・出力値、および出力値と対象プロセスの実績値との誤差を収集するデータ収集ステップと、複数のデータを逐次蓄積するデータ蓄積ステップと、制御しようとする操業条件に対応した入力値と類似した入力値を有するデータを蓄積したデータ群から抽出したデータを用いて、前記数式モデルの出力誤差を予測する数式モデル誤差予測ステップと、前記数式モデルの出力誤差を加算あるいは乗算して、制御量の予測値とする制御量予測ステップと、前記制御量の予測値が所望の制御量と一致するように操作量を決定する操作量決定ステップとを有する。
(もっと読む)
熱延鋼帯の製造方法

【課題】粗エッジャーでの幅総圧下量が小さい場合においても、粗エッジャー圧下設備の機械精度に関わらず、良好な幅精度を維持する。
【解決手段】熱間粗圧延2,2a、仕上げ圧延F1〜F7により鋼帯を製造する方法であって、鋼帯の熱間幅圧延において、粗圧延機エッジャーでの目標幅総圧下量が50mm以下の場合、エッジャーでの最終パス3aの幅圧下量を、エッジャー幅総圧下量の80%以上として、幅圧下を行うことを特徴とする熱延鋼帯の製造方法。
(もっと読む)
エッジャー制御装置、エッジャー制御方法およびコンピュータプログラム
【課題】幅計を用いずに簡便な構成で材料の板幅を正確に検出し、高精度に板幅を制御することが可能なエッジャー制御装置を提供する。
【解決手段】本発明のエッジャー制御装置100は、圧延ライン1において圧延材料2の板幅を矯正するエッジャー30を制御する。エッジャー制御装置は100、エッジャー30を通過する圧延材料2からエッジャー30に対して加えられるエッジャー荷重と荷重目標値との差分に応じてエッジャー30の開度を変更する開度制御部140を備え、開度制御部140は、エッジャー荷重が荷重目標値と等しくなったときのエッジャー30の開度を圧延材料の板幅とする。
(もっと読む)
熱間圧延機の板幅制御装置およびその制御方法
【課題】熱間圧延において、簡易な計算で高精度な仕上げ板幅制御を実現する。
【解決手段】熱間圧延機の板幅制御装置は、スラブ156の幅および圧延過程と圧延後の被圧延材157の板幅の関係を格納する板幅予測モデル115と、スラブ156の幅の指示値と熱間圧延機150から取り込んだスラブ156に関する圧延情報とから、板幅予測モデル115を用いて仕上げ圧延機155で圧延された後の被圧延材157の板幅を推定する板幅推定手段102と、直近に圧延された被圧延材157について、板幅推定手段102の推定結果と圧延後の被圧延材157の板幅実測値の偏差を蓄積する板幅偏差蓄積手段104と、板幅偏差蓄積手段104の内容を基に次回圧延される圧延後の被圧延材157の板幅の目標値を補正する適応手段105と、該適応手段105により補正された板幅の目標値を用いた演算でエッジャ151への制御指令を算出して出力するプリセット制御手段101とを備える。
(もっと読む)
圧延材の板幅制御方法
【課題】板幅制御の制御内容を変更することなく、かつ簡単な構成としつつ、適切に零点誤差を補正することである。
【解決手段】圧延材の板幅制御方法は、可逆式圧延機で、圧延材を上流側から下流側に圧延する順方向圧延をし、可逆式圧延機に対して下流側に設けた板幅計によって圧延材の板幅を測定する板幅測定工程(ステップS1)と、可逆式圧延機で、圧延材を下流側から上流側に圧延する逆方向圧延をし、そのときの圧延材に竪ロールを接触させることで、該圧延材との接触時の竪ロール開度を得る竪ロール開度取得工程(ステップS2、ステップS3)と、竪ロール開度取得工程で得た竪ロール開度を基に、以降の板幅の圧延制御を補正する補正工程(ステップS4、ステップS5)と、を有する。
(もっと読む)
熱間圧延機の板幅制御装置および制御方法
【課題】仕上げ幅縮み量をプリセットの段階で精度良く推定し、仕上げ圧延に依存しない板幅制御を可能とする。
【解決手段】加熱された鋼材を幅方向に圧延する幅圧延機225と、前記幅圧延機に隣接し幅圧延機で圧延された前記鋼材を板厚方向に圧延する粗圧延機235と、前記幅圧延機および粗圧延機で圧延された鋼材をさらに板厚方向に圧延して熱延コイルを生産する仕上げ圧延機245を備え、前記熱延コイルの板幅を製造指令で与えられた目標板幅に制御する熱間圧延機の板幅制御装置において、 前記仕上げ圧延機における板幅縮み量を推定して算出する仕上げ幅縮み推定量算出手段121と、前記目標板幅を前記仕上げ幅縮み量算出手段の出力を用いて補正する第1の板幅目標値補正手段120を備え、該補正手段により補正された目標板幅をもとに算出した制御指令を前記幅圧延機225に出力する。
(もっと読む)
厚板圧延における圧延能率向上方法および厚板の製造方法
【課題】能率を向上し工場の操業状態に応じて要求される変化に対しても即座に対応することができる、厚板圧延における圧延能率向上方法および厚板の製造方法を提供することを課題とする。
【解決手段】厚板圧延における圧延能率向上方法であって、素材計算を行う際、高歩留圧延法と高能率圧延法の2つの素材計算を行い、圧延前に測定したスラブ実重量から(基準歩留−実圧延歩留)を表す付加重量をそれぞれ算出し、算出した付加重量に基づきどちらの圧延法を採用するかを決定する。
(もっと読む)
厚鋼板の製造方法
【課題】疵の発生を抑制しつつ歩留りを向上させることが可能な厚鋼板の製造方法を提供する。
【解決手段】伸ばし長さ比を用いて最低フィッシュテール成長量を算出する成長量算出工程と、仕上圧延の終了時における厚鋼板のフィッシュテール成長量を最低フィッシュテール成長量以上にする、エッジング圧延における総幅圧下量、を算出する総幅圧下量算出工程と、仕上圧延の終了時における厚鋼板の長手方向先後端の幅落ち量が略同一となるように、算出された総幅圧下量を、エッジング圧延における往パスの幅圧下量とエッジング圧延における復パスの幅圧下量とに配分して、往パスの幅圧下量と復パスの幅圧下量とを特定する幅圧下量特定工程と、往パスの幅圧下量及び復パスの幅圧下量の下でエッジング圧延を行うエッジング圧延工程と、を備える厚鋼板の製造方法とする。
(もっと読む)
鋼片の圧延方法
【課題】鋼片の連続圧延において、ツイスターやローラーガイドを使用せずに、圧延材の断面内温度分布等によって発生する、最終圧延機から出てくる鋼片の捻じれを解消して圧延後の鋼片の曲がりを抑制する方法を提供することである。
【解決手段】少なくとも最終圧延機5Hと最終1台前圧延機4Vが孔型圧延ロールを備え、最終圧延機5Hと最終1台前圧延機4Vとの間にツイスターを設置しない鋼片の連続圧延過程で、予め鋼片B2の捻じれ角と最終1台前圧延機4Vのロール軸方向調整量を対応づけ、鋼片B2の捻じれ角を測定装置6で計測した値に基づいて、最終1台前圧延機4Vの孔型圧延ロールをロール軸方向に調整して鋼片B2の捻じれを解消するようにした。このようにすれば、比較的断面寸法の大きい鋼片圧延の場合でも、ツイスターとの接触や捻じりによる表面疵の発生を回避して圧延後の鋼片の曲がりを抑制することが可能となる。
(もっと読む)
熱間圧延における表面疵低減方法
【課題】熱間圧延により鋼板を製造するに際し、幅方向における圧下率の分布を適正化し、スラブの幅方向全域にわたって表面疵発生を低減する。
【解決手段】粗圧延第1パス前のスラブの幅方向における両端から当該スラブ幅の1/9以内の区間(以下エッジ部と称する)の平均スラブ厚heと前記エッジ部より幅中央寄りの区間(以下幅中央部と称する)の平均スラブ厚hcの比he/hcと粗圧延第1パス前のエッジング圧延における幅圧下率との関係を表す数式モデルを予め作成し、前記スラブ厚比he/hcが目標値となるように幅圧下量を設定する。
(もっと読む)
熱間圧延における被圧延材幅の制御方法及び熱延金属板の製造方法
【課題】熱間圧延における被圧延材幅の制御精度を向上し、幅不良を低減するとともに、歩留まりを向上する。
【解決手段】熱間圧延における被圧延材幅の制御方法において、圧延初期に仕上圧延機30のスタンド間や出側に設置された幅計32〜34により実測した被圧延材幅実績値の、同幅計設置位置での被圧延材幅目標値からの偏差に基づき、被圧延材幅目標値を補正する。
(もっと読む)
1 - 12 / 12
[ Back to top ]