
Fターム[4E026BE01]の内容
巻取り、巻戻し、材料蓄積装置 (1,294) | 巻取(移動ガイド有、回転ガイド) (14) | ガイドノズルの回転 (8)
Fターム[4E026BE01]に分類される特許
1 - 8 / 8
レイングヘッドパイプ用のクランプ
圧延機レイングヘッドにおいて、湾曲したレイングパイプ(36)を、オーガー形状の支持板(26)の相応に湾曲した縁部に沿って解離可能に保持するためのクランプアセンブリ(10)が開示されている。クランプアセンブリ(10)は、支持板(26)の湾曲した縁部に固定されかつこの縁部から突出したボス(12)を有する。ボス(12)は、このボスを貫通した第1の開口と、外側支持面とを有する。概してU字形のクランプは、互いに間隔を置いた側壁(32)を結合したブリッジングウェブ(30)を有しており、前記側壁(32)を第2の開口(34)が貫通している。側壁(32)は、ボス(12)に跨るように構成及び配置されており、その際、第2の開口(34)が、ボス(12)に設けられた第1の開口と整合し、ブリッジングウェブ(30)がボス(12)の外側支持面と協働して、ブリッジングウェブとボスの外側支持面との間にレイングパイプ(36)の円弧を閉じ込める。ピン(16)は、挿入された位置において、ボス(12)及び側壁(32)に設けられた整合した第1及び第2の開口を貫通している。 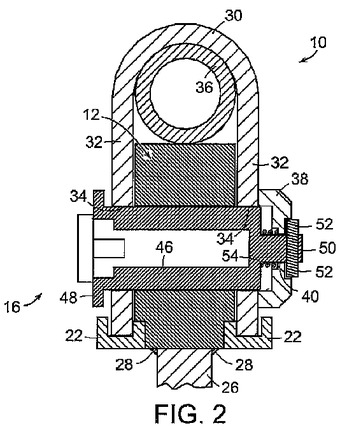 (もっと読む)
(もっと読む)
高温の圧延された製品を減速して一時的に蓄積するための装置
第1の軸線(A1)に沿って長手方向に第1の速度V1で移動する高温の圧延された製品を減速して一時的に蓄積するための装置が開示されている。この装置には、湾曲したガイド(12)が設けられており、ガイドが、製品を受け取るための、第1の軸線(A1)と整合した入口端部(12n)と、第1の軸線(A1)から半径方向に間隔を置いて配置されかつ製品を第1の軸線(A1)に対して横方向の出口方向に排出するように向けられた、出口端部(12b)とを有している。湾曲したガイド(12)が、第1の軸線(A1)を中心にして、製品の出口方向とは反対方向に、出口端部(12b)がV1よりも低い第2の速度V2を有するような速度で回転可能であり、これにより、製品が、出口端部から、リングの螺旋状配列として、V1−V2に等しい第3の速度V3で排出されるようになっている。円筒状のドラムが、リングの前記螺旋状配列を軸方向に受け取りかつ、第1の軸線(A1)を中心にして、湾曲したガイド(12)の回転方向とは反対方向に、製品が前記ドラムから第3の速度V3で繰り出されるような速度で、回転可能であるように、配置されている。受取り手段(16)が、ドラムから繰り出される製品を受け取るための、第1の軸線に対して平行な経路に沿って前後に移動する。シュラウド(18)は、ドラムを部分的に包囲するように構成されており、回転可能な内部ローラ(20)は、シュラウド(18)の内部に周方向に間隔を置いて配置されている。内部ローラ(20)は、ドラムの表面から半径方向に間隔を置いて配置されておりかつ前記第1の軸線に対して平行に延びている。 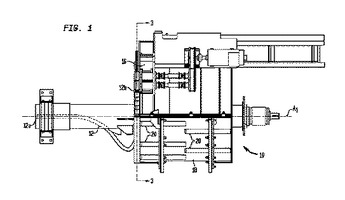 (もっと読む)
(もっと読む)
線材圧延ラインのレイングヘッド交換装置

【課題】線材圧延ラインにおけるレイングパイプの交換を、停止時間を最小限とし、係るラインの生産性を向上させる線材圧延ラインのレイングヘッド交換装置を提供する。
【解決手段】熱間圧延された直線状の線材wをその送り方向に沿ってスパイラル形状に成形するレイングパイプpと、係るレイングパイプpを回転可能に支持するレイングヘッドhとを備えた一対(複数)の台車d1,d2を併有し、線材圧延ラインL内(1)と当該ラインL外との間で、上記台車d1,d2を交換可能に配置し、上記ラインL外に位置する台車d2は、当該ラインL内に位置する上記台車d1の横方向の位置において、当該ラインLに沿って移動可能な親台車Dに支持され、且つ係る親台車D上に敷設した複数組の横行レールR1,R2のうち、一方のレールR2上に横行可能にして待機している、線材圧延ラインのレイングヘッド交換装置1A。
(もっと読む)
条鋼線材の巻き取り方法

【課題】巻き取り形状を安定的に均一にすることができるようにする。
【解決手段】仕上げ圧延機6で圧延した条鋼線材3を仕上げ圧延機6の下流側に配置された巻き取り機8で巻き取る条鋼線材の巻き取り方法において、条鋼線材3が仕上げ圧延機6から抜ける前は、仕上げ圧延機6の圧延速度に基づいて巻き取り機8の巻き取り速度V2を制御し、条鋼線材3が仕上げ圧延機6から抜けた後は、条鋼線材3の線速に基づいて巻き取り機8の巻き取り速度V2を制御する。
(もっと読む)
伸線性に優れた鋼線材およびその製造方法
【課題】 鋼線材のコイル結束過程で二次スケールが剥離しても、伸線性が劣化しない鋼線材およびその製造方法を提供する。
【解決手段】 本発明の鋼線材の製造方法は、mass%でC:0.05〜1.2%、Si:0.01〜0.5%、Mn:0.1〜1.5%を含有する鋼片を熱間圧延して鋼線材に加工し、集束機でコイル形状に結束し、冷却する鋼線材の製造方法である。前記集束機への鋼線材の挿入温度を400℃以下、300℃超とし、結束したコイル状鋼線材を集束機への挿入から50秒以内に200℃以下まで冷却する。あるいは集束機への鋼線材の挿入温度を300℃以下、200℃超とし、結束したコイル状鋼線材を集束機への挿入から60秒以内に200℃以下まで冷却する。また、前記集束機への挿入、結束を200℃以下の温度で行うことができ、この場合、結束したコイルの冷却時間の制限はない。
(もっと読む)
相異なるサイズの条鋼製品を処理する方法およびシステム
【課題】相異なるサイズの条鋼製品を処理する改良された方法およびシステムを提供する。
【解決手段】圧延機から送られた相異なる条鋼製品を処理する改良された方法は、第一範囲内のサイズの条鋼製品を第一直径の螺旋形リング形成品18に成形するステップと、別に前記第一範囲内の最大サイズの条鋼製品より大きい第二範囲内のサイズの条鋼製品については、これを、前記第一直径より大きい第二直径の螺旋形リング形成品18に成形するステップとを含む。前記螺旋形リング形成品18は、コンベヤ20に積載され、リフォーミングステーション22に移送され、コイルに集束される。
(もっと読む)
高強度異形棒鋼及び異形線材
【課題】 コイル状の高強度円断面異形棒鋼、異形線材から棒線加工品への曲げ加工に当たって、1)材料の曲げ加工の軸周り異方性を解決し、2)制御冷却に付随する材料ネジレ問題や巻き戻しトラブルを解決し、よって自動加工を正確、高能率に行わしめる。
【解決手段】 材料の曲げ挙動が軸周りで同一となるよう、横断面形状と表面に形成された凹凸の形状を工夫する。例1:横断面形状を圧下方向・幅方向の各中央部のみ円弧とし、対角方向に山、溝から成る斜め節を形成する、例2:上記山、溝をネジ節として4列ネジ節とする、例3:2列ネジ節筋に対してネジ底部横断面形状をネジ底部が短径となるオーバルとする。断面係数及び曲げ挙動の等方化により、材料に混入しているネジレの曲げに及ぼす影響を解消して通常の制御冷却を適用可能ならしめ、その上新規制御冷却によりコイル巻癖も解消して高強度化と高度の加工均一性を図る。
(もっと読む)
金属帯の巻き取り装置
【課題】 本発明は、上述したような従来技術の問題を解消し、金属帯をコ イル状に巻き取るに際し、特に最尾端近傍で発生する腰折れ欠陥を発生させ ることなく金属帯を巻き取ることができる装置の提供を目的とするものであ る。
【解決手段】 金属帯1をテンションリール2によって連続的に巻き取るた めの装置において,前記金属帯1の外面を押圧するための回転自在な押さえ ロール3と,該押えロール3を前記テンションリールに2向かって進退させ るための第一シリンダー4と,前記押えロールと軸心を共有して揺動し,前 記金属帯1の進入をガイドするためのガイド板と6,該ガイド板6を前記押 えロール3の軸心回りに自在に揺動させるための第二シリンダー5とから成 る腰折れ防止装置を付設したことを特徴とする金属帯の巻き取り装置。
(もっと読む)
1 - 8 / 8
[ Back to top ]