
Fターム[4E026FA09]の内容
巻取り、巻戻し、材料蓄積装置 (1,294) | ドラム又は他のコイル保持具 (71) | ストリップ用 (43)
Fターム[4E026FA09]の下位に属するFターム
ドラム構造 (28)
温度調整手段を有するもの (3)
Fターム[4E026FA09]に分類される特許
1 - 12 / 12
巻回装置
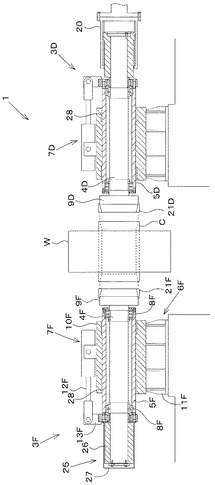
【課題】圧延材の巻回装置において、従動側シャフト及び駆動側シャフトの傾きを互いに対称にして、コイルの姿勢を水平に維持することにより、圧延材に負荷する張力の板幅方向分布を均一なものとし、形状の良い板を圧延することができる圧延材の巻回装置を提供する。
【解決手段】巻回装置1は、水平方向を向く軸回りに巻回された圧延材Wに対して、圧延材Wの巻芯Cを両側から挟み込む従動側シャフト4F及び駆動側シャフト4Dを有している巻回装置1であって、圧延材Wの巻芯Cに対して従動側シャフト4F及び駆動側シャフト4Dの傾きが両側で対称になるように、従動側シャフト4F又は駆動側シャフト4Dの少なくとも一方に荷重を付与してバランスを調整するバランス調整手段25が設けられている。
(もっと読む)
スリーブの挿入装置及びその方法

【課題】スリーブの軸方向中心位置と金属ストリップの搬送ラインの幅方向中心位置を一致させるスリーブの挿入装置及びその方法を提供する。
【解決手段】スリーブの挿入装置10は、走行台車18の位置検出器19と、走行台車18に載置されたスリーブ17の先端、後端を検出するスリーブ通過検出器20と、スリーブ17の後端を検出してからスリーブ17の軸方向中心Oが搬送ラインの幅方向中心位置Tに一致して停止するまでの目標停止距離を演算する目標位置演算部22と、走行台車18の目標停止距離からの停止位置ずれ量B及びスリーブ17がマンドレル15に挿入された際のスリーブ17のサドル16に対するずれ量Aから軸方向中心位置Oと幅方向中心位置Tとの中心位置ずれ量A−Bを求めるずれ量調節部24と、マンドレル15を中心位置ずれ量A−Bだけ移動させて軸方向中心位置Oと幅方向中心位置Tとを一致させる操作部60とを有する。
(もっと読む)
コイルボックス
【課題】圧延材のコイルの巻き戻し位置におけるコイル内径部への矯正ピンの挿入を確実なものとすることで、コイルの温度を均一化と、コイルの尾端部分における反りの解消と、を両立するコイルボックスを提供する。
【解決手段】熱間圧延設備の粗圧延機と仕上圧延機との間に配置され、粗圧延機で圧延された圧延材をコイル状に巻き取り、該圧延材のコイルを所定の巻き戻し位置に搬送しつつ巻き戻して仕上圧延機に供給するコイルボックスであって、巻き戻されたコイル70の巻き取り残量を検出するセンサー20と、センサー20によって検出された巻き取り残量が所定の設計値を下回ったときに、コイル70を巻き戻し位置に位置決めする位置決め装置1と、位置決め装置1によって位置決めされたコイル70の内径部71に挿入され、コイル70に接して該コイル70の巻きぐせを矯正する矯正ピン30と、を有する。
(もっと読む)
コイル整列ガイドローラー機構
【課題】 材料コイルが巻取盤に巻き取られる際に、材料コイル幅と仕切板間の内幅が同一であるため、巻取盤の仕切板に材料コイルが当接しないように進行させて、巻取りを高速化し、かつ、超高品質の製品コイルを得ること。
【解決手段】 少しく間隔を有し、かつ、偏心した一対の垂直回転ローラー1、2をローラー支承基3に設定し、このローラー支承基3を上下動可能な水平アーム11に固定するように構成した。これによって、水平状態の材料コイル13は一対の垂直回転ローラー1、2を通過する際に反転させられて、ほぼ垂直状態で仕切板28間に導入されるので該仕切板28には当接せず、かつ、巻取盤27に着地するときは元の水平状態に戻って巻き取られるので、前記課題を解決した製品コイル29を得た。
(もっと読む)
巻戻し用ペイオフリール
【課題】ゆるみ巻きコイルのせり出し部の進入と巻戻し時のせり出しを防止することが可能な巻戻し用ペイオフリールを提供する。
【解決手段】巻戻し用ペイオフリール10において、マンドレル13の基側に第1の面板移動手段18によりマンドレル13の軸方向に移動可能な第1の面板14が外装され、マンドレル13の先側に第2の面板移動手段19によりマンドレル13の軸方向に移動可能な第2の面板16が外装され、第1の面板14の内孔27周面には半径方向内側に向けて突出しマンドレル13基側に形成された第1の溝55に嵌入する第1のガイド部56が設けられ、第2の面板16の内孔30周面には半径方向内側に向けて突出しマンドレル13先側に形成された第2の溝61に嵌入する第2のガイド部62が設けられている。
(もっと読む)
マンドレルの準備装置および方法、巻き取りされたマンドレルの収集装置ならびにマンドレルの取り扱い装置および方法
本発明は、ロッド(7)上に嵌装され、互いに隔てられるマンドレル(1’)を準備するための装置および方法に関する。本発明によれば、この装置は、互いに近傍に配置された2つの溝(2、3)、すなわち、供給溝の軸線に沿ってマンドレル(1)を受け取るための供給溝であって、前記マンドレルを並置するための手段と組み合わされる供給溝、および該供給溝のマンドレルから選択されたマンドレルを受け取るための溝であって、選択されたマンドレルのための個々のハウジング(18)を画定するための迫台部材(6)が取り付けてある受け取り溝、ならびに選択されたマンドレルを前記ハウジングに向かって移送するための手段(5)を含む。本発明はまた、巻き取りされたマンドレルを収集するための装置、ならびに前記マンドレルを取り扱うための装置および方法に関する。 (もっと読む)
アタッチメント交換装置
【課題】アタッチメント外周面と非接触でリールの軸方向への移動のみで着脱が可能で、しかも構造が簡素で信頼性の高いアタッチメント交換装置を提供する。
【解決手段】基側及び先側の周方向両側にそれぞれ第1、第2のピン保持部材11、12が設けられ、これらに挿通するバネ13を備えたガイドピン14で円筒状に連結されるセグメント15〜18を備え、半径方向に拡縮するリール19に外装され追従して拡縮するアタッチメント20のアタッチメント交換装置10において、アタッチメント20に外装されるケーシング22と、ケーシング22の基側及び先側に設けられた第1、第2のストッパーピン27、29と、セグメント15〜18の基側の対向する側部に形成され第1のストッパーピン27が挿通する第1のピン挿通部31と、セグメント15〜18の先側の対向する側部に形成された第2のストッパーピン29の挿通する第2のピン挿通部33とを有する。
(もっと読む)
アルミ系金属条の巻取用スプール及びスリッティング装置
【課題】輸送中にコイル中心からずれたり脱落したりすることがなく、かつ、より廉価で提供することができるアルミ系金属条の巻取用スプールを提供すること。
【解決手段】
アルミ系金属条の巻取用スプールは、外周面が平滑なリング状であって、アルミニウム合金を用いたダイカストにより製造されていることを特徴とする。このスプールを、コイル状に巻かれたアルミニウム又はアルミニウム合金よりなる金属帯板を繰り出しながら幅の狭い複数の金属条にスリットし、スリットした複数の金属条をコイル状に巻き取るスリッティング装置の巻軸に取り付ける。
(もっと読む)
スリットコイルのハンドリング装置およびハンドリング方法
【課題】スリットコイルを吊り上げて搬送するスリットコイルのハンドリング装置であって、安全性が高く、かつコンパクトであり、効率的かつ迅速にスリットコイルを分離する機能を備えたスリットコイルのハンドリング装置、およびそのような装置を用いたスリットコイルのハンドリング方法を提供する。
【解決手段】本体4の下部フレーム4cに取り付けられ、分離前のスリットコイル1を立てた状態で、その中心空間1sに挿入される台部材5と、台部材5上をその挿入方向に沿って移動可能に設けられ、分離前のスリットコイル1を支持する複数の支持スライダー7と、複数の支持スライダー7のうち隣接するもの同士をこれらが分離した状態で拘束する拘束機構と、複数の支持スライダー7における他との隣接部分の一部または全部が離隔するように、支持スライダー7の少なくとも一つを駆動する駆動機構とを具備する。
(もっと読む)
コイル潰れ抑制及び防止方法並びに置き台
【課題】熱間圧延でコイル状に捲き取ったコイルが潰れる現象を防止する装置及び方法を提供する。
【解決手段】巻き取り装置から抽出後のコイルを穴横の状態のまま、鉛直に対して対称な2つの傾斜部をコイルとの接触面とするコイル置き台に静置し、常温まで冷却する過程において、傾斜部が地面(水平)となす角度を45°〜55°とし、コイル自重を支える箇所を2つの傾斜部のみとすることを特徴とするコイル潰れ抑制・修正方法並びに置き台。
(もっと読む)
スリーブ分別払出装置及びこれを用いた自動クレーンによるスリーブの運搬方法
【課題】各種サイズが混在したスリーブを受け入れた場合においても、サイズ別にスリーブの分別を行い、分別したサイズ毎に所定の払い出し位置からの払い出しを可能とするスリーブ分別払出装置を提供する。さらに、このスリーブ分別払出装置を用いることで、自動クレーンの無人運転によるスリーブの運搬を可能とするスリーブの運搬方法を提供する。
【解決手段】
スリーブ分別払出装置が、各種形状のスリーブの受け入れを行うためのスリーブ受け入れ部と、前記受け入れたスリーブを、サイズ別に複数種類に分別するスリーブ分別部と、前記サイズ別に複数種類に分別したスリーブを、それぞれ種類別に設けられた一定の払い出し位置に払い出すためのスリーブ払出部とを備える。
(もっと読む)
アルミニウム箔の巻物
【課題】 使用時にシャフトが挿入しにくくなるという欠点を防止したアルミニウム箔の巻物を提供する。
【解決手段】 短冊状の粘着テープAの右端部(A−1)を巻芯1の外周面に接着させる。一方、短冊状の粘着テープBの左端部(B−1)も巻芯1の外周面に接着させる。巻芯1の外周面に、アルミニウム箔2の巻芯側端末を接着する。右端部(A−1)と左端部(B−1)をアルミニウム箔2で被覆する。本体部(A−2)を、巻芯側端末方向に傾斜するように、右端部(A−1)側へ折り返す。一方、本体部(B−2)も、巻芯側端末方向に傾斜するように、左端部(B−1)側へ折り返す。本体部(A−2)の左端部(A−3)と本体部(B−2)の右端部(B−3)を重合させる。アルミニウム箔2表面に本体部(A−2)と本体部(B−2)を接着して、端末処理を終える。その後、アルミニウム箔を何重にも巻回してアルミニウム箔の巻物とする。
(もっと読む)
1 - 12 / 12
[ Back to top ]