
Fターム[4E063CA09]の内容
Fターム[4E063CA09]の下位に属するFターム
Fターム[4E063CA09]に分類される特許
1 - 10 / 10
パイプ深曲げの同時成形金型

【課題】曲げパイプの成形には、機械でも手作業でも多工程を要してしまう。
【解決手段】固定型1及び可動型2を対向配置し、固定型1の波形状の対向面3における、上記直管部位P2に連続する曲げ部R1を形成する凸曲面部5に、接線方向に長い傾斜面部11を連続形成して、固定型1における長い傾斜面部11が形成された側の側端部を、対向する可動型2の側端部より突出させ、可動型2に、前記長い傾斜面部11の対向位置に配設した、型締め時に上記直管部位P2を押圧可能な押圧体15と、該押圧体15を対向する固定型1又は可動型2に対する相対移動方向へ進退させる手段16とを設ける。型締め段階では進行状態で突出する押圧体15を待機状態では後退させておくことで、固定型1及び可動型2により所望形状に曲げ、押圧体15により長い直管部位P2を確実に長い傾斜面部11に押圧することによって、スプリングバックのない曲げパイプPを一回のプレスで成形可能にする。
(もっと読む)
波形鋼板成形方法及び装置

【課題】 成形に要する力を軽減させ、成形された波形鋼板に傷がつかないようにする。
【解決手段】 ベース1上に受け金物3の上方で油圧ジャッキ5により上下動させる可動ブロック4を備えた板曲げ装置2を設け、その両側に、板曲げ装置2の受け金物3よりも高い位置で成形用の鋼板7を上下方向の変位を拘束した状態で保持できるようにしてある一対の鋼板固定装置6を、板曲げ装置2に近接、離反する方向に移動可能に設ける。一対の鋼板固定装置6に成形用の鋼板7を保持させた状態で、その中間となる個所を、板曲げ装置2の可動ブロック4で押し下げて、成形用の鋼板7を、鋼板固定装置6における板曲げ装置2寄りの端縁部に沿わせて下向きに屈曲させると共に、可動ブロック4の両側端縁部に沿わせて上向きに曲げて、形成すべき波形形状の上側水平部aとなる個所と、下側水平部e及び2つの斜面部c,gを一度に形成させる。
(もっと読む)
クランクシャフトの製造装置およびクランクシャフトの製造方法
【課題】簡単な構成で、クランクシャフトを容易に且つ確実に精度よく製造する。
【解決手段】予備成形された粗形材10のジャーナル部となる部分jを保持するジャーナル部保持型30と、ピン部となる部分pを保持するピン部保持型31と、ジャーナル部保持型30とピン部保持型31とを摺動可能に拘束するケース32と、粗形材10をその軸方向に加圧してウエブ部となる部分wをジャーナル部保持型30とピン部保持型31との間で潰して所定の厚さに所定のピッチで成形する軸方向加圧手段33とを備え、ジャーナル部保持型30とピン部保持型31の少なくとも一方は、ケース32の内周面に対して軸方向に移動可能に摺動する軸方向スライド41と、軸方向スライド41に保持されてケース32の径方向に移動可能に摺動する径方向スライド42とを備えている。
(もっと読む)
車体補強用部材およびその製造方法
【課題】自動車衝突時において、従来の真直管や湾曲した管に比べ、吸収エネルギーを増加させることが可能になり、優れたな耐衝撃性を有する車体補強用部材を提供する。
【解決手段】耐衝撃用として自動車の車体に装着される鋼管製の補強用部材であって、前記補強用部材の長手方向の2箇所以上に前記車体の外面方向に対向する凸形状の曲がり部を有すること(「多部分R曲がり管」)、または前記補強用部材の長手方向の少なくとも1箇所に前記車体の外面方向に対向する凸形状の曲がり部を有し、前記曲がり部の隣接部に前記車体の外面方向に対向する凹形状の逆曲がり部を有すること(「部分凹凸曲がり管」)を特徴とする車体補強用部材および製造方法である。
(もっと読む)
板金加工方法
【課題】金属板に波形部と位置決め用の複数の孔とを高い精度で加工成形できるとともに、後工程の加工も精度良く実行することができる板金加工方法を供する。
【解決手段】共通のプレス金型により金属板2にプレス曲げ加工による波形状の波形部wを成形すると同時に、プレス打ち抜き加工による位置決め用の複数の孔p,qを穿孔し、波形部wに対して所定距離離れて平行に複数の孔p,qを配列した成形金属板2を加工形成する板金加工方法。
(もっと読む)
加工装置及び加工方法
【課題】機械的な強度が高く、かつ、要求される精度を確保し、加工に伴う傷等の発生の少ない板状材料を曲げた板金部品を、安全且つ単位時間当たり大量に生産することを可能とする加工装置及び加工方法の提供。
【解決手段】平板状の材料を曲げる複数の加工手段を有する加工装置において、
複数の加工手段のうち第1の加工手段は前記材料を押圧することにより前記材料の一方の面を180度以下に曲げ、第2の加工手段は前記材料を押圧することにより前記材料の他方の面を180度以下に曲げ、
前記第1の加工手段と前記第2の加工手段とは、連動して相対位置を変えながら曲げ加工を行うことを特徴とする加工装置。
(もっと読む)
自立型トラスの製造装置
【課題】 ラチス筋のピッチおよび/またはトラスの全長の変更に自動的に対応できる自立型トラスの製造装置を提供すること。
【解決手段】 ラチス筋91ピッチを変更可能な折曲装置2と、搬送方向に移動可能で、屈曲させたラチス筋91の下側屈曲部95を固定する第1可動クランプ32および第2可動クランプ33と、2つの可動クランプ32、33と連動して搬送方向に移動可能で、2つの可動クランプ32、33のほぼ中央に配置されて、ラチス筋91の上側屈曲部92を上弦筋93に溶接する第1溶接機構41と、搬送方向に移動可能で、上側屈曲部92を上弦筋93に溶接したラチス筋91の下部を下弦筋94に溶接してトラス9を形成する第2溶接機構5と、静止クランプ31の位置を基準として、屈曲させたラチス筋91の下側屈曲部95の位置データを1タクトごとにシフトさせながら格納するメモリを有し、第1可動クランプ32、第2可動クランプ33および溶接機構41、5を制御する制御装置とを具備している。
(もっと読む)
サイプブレードおよびその製造方法
【課題】サイプブレード37の精度を容易に高くし、かつ、サイプブレード37全体に生じるスプリングバックの発生量を効果的に抑制する。
【解決手段】サイプブレード37の所定方向一方側に、所定方向に延びる膨出条20および該膨出条20を部分的に変形させた交差変形部36の双方を形成する一方、その所定方向他方側には膨出条20のみを形成したので、曲げ加工による収縮量が大きなサイプブレード37の他方側に該収縮による歪みを集中させることができ、しかも、サイプブレード37の他方側は交差変形部36が形成されていないため、サイプブレード37全体に生じるスプリングバックの発生量を効果的に抑制することができる。
(もっと読む)
湾曲したばね部材を製造するための方法及び装置
本発明は、湾曲したばね部材をばね鋼帯材(14)から製造するための方法であって、送りユニット(16)は、供給ロール(12)からばね鋼帯材(14)を、少なくとも3つの曲げローラ(34)及び1つの曲げ戻しローラ(36)から成る曲げ加工ユニット(32)へ送り、少なくとも1つの曲げローラ(34)及び曲げ戻しローラ(36)は曲げ加工用モータ(60,62)によって、ばね鋼帯材(14)に対して横方向に調節され、曲げ加工ユニット(32)に切断ユニット(44)を接続してあり、切断ユニットはばね鋼帯材(14)を切断工具(46,48;76,78)によって個別のばね部材に切断するようになっている形式のものに関する。本発明に基づき、切断工具(46,48;76,78)はばね鋼帯材(14)の長手方向に数値制御によって走行可能にしてあり、かつ切断過程中にばね鋼帯材(14)の送り運動と同期させられる。 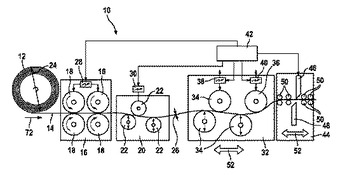 (もっと読む)
(もっと読む)
熱交換器用扁平管
【課題】 その内部に突起を有し、同時にその外面に突起の領域で凹部または切欠き部を十分に防止する扁平管を提供する。
【解決手段】 特に自動車用熱交換器のための多通路扁平管(1)が、第1縦壁(14)と、第1縦壁(14)に実質平行に対向する第2縦壁(15)と、少なくとも1つの湾曲末端区域(17)とを有する。少なくとも1つの縦壁(14、15)で扁平管内部の流体流に向き合う内面に縦壁の材料から突起(9)が構成されている。流体から離れた方の外側で縦壁が突起の領域で実質平らに延びている。一方の縦壁(14、15)に構成される突起(9)が他方の縦壁(15、14)と接触する。
(もっと読む)
1 - 10 / 10
[ Back to top ]