
Fターム[4E065BB03]の内容
Fターム[4E065BB03]に分類される特許
1 - 11 / 11
スポット溶接装置
【課題】複数枚のパネルからなるワークの溶接品質を向上させる。
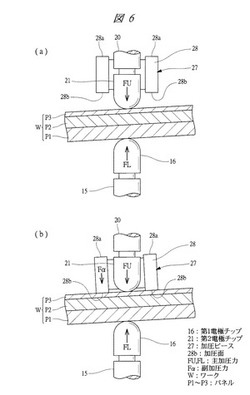
【解決手段】複数枚のパネルP1〜P3からなるワークWは、スポット溶接ガンが備える一対の電極チップ16,21によって加圧(FU,FL)される。また、スポット溶接ガンには副加圧アームが設けられ、副加圧アームの先端には加圧面28bを備えた加圧ピース27が設けられる。スポット溶接時には、加圧面28bがワーク表面に副加圧力Fαで押し付けられ、主加圧力FUを主加圧力FLよりも低下させている。これにより、パネルP1〜P3からなるワークWの溶接品質を向上させることが可能となる。ここで、加圧ピース27はトーションバーを介して連結され、加圧ピース27はトーションバーの捩り方向に変位自在となる。したがって、ワークWが傾斜している状態であっても、加圧面28bをワーク表面に追従させることができ、主加圧力FUを精度良く低下させることができる。
(もっと読む)
スポット溶接装置

【課題】剛性の異なる板材を重ね合わせた板組の被溶接体をスポット溶接する場合において安定した溶接品質が得られるスポット溶接装置を提供する。
【解決手段】溶接ロボットに取り付けられるベース部3と、固定側電極12と、加圧アクチュエータ14によって往復動する可動側電極19と、副加圧付与手段20を備え、副加圧付与手段20は、副加圧付与アクチュエータ52により被溶接部材11に副加圧力を付与する副加圧部49を有する副加圧付与部40と、副加圧付与部40を副加圧部49が固定側電極12の頂端12aから突出する方向に付勢付与する副加圧付与部付勢手段37及び副加圧付与部40を選択的に固定する副加圧付与部位置固定手段34を備えた副加圧付与部位置決め部30を有する。
(もっと読む)
スポット溶接装置の加圧制御方法
【課題】被溶接部材に作用する溶接電極による加圧力を適切に制御することで優れた溶接品質が得られるスポット溶接装置の加圧制御方法を提供する。
【解決手段】加圧力アクチュエータ20により可動側電極25及び固定側電極15で被溶接部材100を挟持して設定の加圧力Fを付与し、かつ副加圧力アクチュエータ31により副加圧部39で所定の副加圧力fを付与した状態でスポット溶接するにあたり、可動側電極25及び固定側電極15とで被溶接部材100を初期加圧力F1で加圧し、副加圧部39により初期副加圧力f1を付与した後に、再び加圧力アクチュエータ20により可動側電極25及び固定側電極15で設定加圧力Fを付与し、かつ副加圧力アクチュエータ31により副加圧部39で設定副加圧力fを付与する。設定加圧力F及び副加圧力fが付与された条件でスポット溶接が実行され、優れた溶接品質が得られる。
(もっと読む)
スポット溶接装置
【課題】板材を重ね合わせた板組の被溶接体をスポット溶接するにあたり安定した溶接品質が得られるスポット溶接装置を提供する。
【解決手段】被溶接部材100を挟持加圧する固定側電極15と可動側電極25と、被溶接部材100に固定側電極15に隣接して被溶接部材100に副加圧力を付与する副加圧位置35−1及び被溶接部材100から離反する副加圧不要位置35−5を含む複数の移動停止位置に選択的に移動停止する副加圧部35を有する副加圧付与手段30とを備える。固定側電極15及び副加圧位置35−1の副加圧部35と可動側電極25とによって被溶接部材100を挟持加圧し、固定側電極15と可動側電極25との間で通電してスポット溶接する一方、副加圧部35を副加圧不要位置35−5に保持して固定側電極15と可動側電極25とによって被溶接部材100を挟持加圧し、固定側電極15と可動側電極25との間で通電してスポット溶接する。
(もっと読む)
スポット溶接装置
【課題】剛性の異なる板材を重ね合わせた板組の被溶接体をスポット溶接するにあたり安定した溶接品質が得られるスポット溶接装置を提供する。
【解決手段】被溶接部材100を挟持して加圧する固定側電極15及び可動側電極25と、制御加圧力付与アクチュエータ31によって制御加圧力付与アーム35の先端に設けられた受部39を被溶接部材100に当接して制御加圧力Fαを付与する制御加圧力付与手段30を備え、制御加圧力付与アーム35を非磁性材料によって構成する。剛性の異なる板材を重ねた被溶接部材100における溶接品質が向上する。制御加圧力付与アーム35における電磁誘導加熱の発生が防止されて制御加圧力付与アーム35の温度上昇が抑制され、制御加圧力付与アクチュエータ31及び制御加圧力付与アーム35の熱影響が回避されて制御加圧力付与手段30の安定した作動及び耐久性が確保できる。
(もっと読む)
圧電型ロ―ドセルを組込んだ中空駆動ユニット
【課題】中空駆動ユニットにおける圧電型ロ―ドセルの組付け配置を改めて、比較的に小容量の圧電型ロ―ドセルで、その組み付け,取り外しが容易な圧電型ロ―ドセルを組込んだ中空駆動ユニットを提供する。
【解決手段】モ―タ1の回転軸5に中空貫通孔6を形成し、該モ―タによって駆動され該モ―タの前記中空貫通孔内に引き込まれる部位を有する加圧軸10を備え、圧電型ロ―ドセル17を組込んだ中空駆動ユニットにおいて、前記回転軸の前方部位にベアリング7を配置し、その前方の予圧受座18の前側に圧電型ロ―ドセルを配置し、該ロ―ドセルを予圧受座と予圧設定部品19との間に挟み、該ロ―ドセルに予圧をかけて組み込んだ中空駆動ユニット。
(もっと読む)
電動加圧式抵抗溶接機
【課題】軽量化を図るとともに、被接合材を加圧する際に、駆動ユニットに大きな荷重が作用した場合でも、その荷重による駆動ユニットの案内レールの曲がりや弾性変形を抑制し得る電動加圧式抵抗溶接機を提供する。
【解決手段】この溶接機1は、そのブラケット2に肉盗み部2mが設けられており、この肉盗み部2mは、スライダ40上の可動アーム6が溶接時の加圧位置にあるときに、その位置でのスライダ40直下の部分を避けて形成されており、加圧位置における駆動ユニット10のスライダ40直下の部分は、ブラケット2の肉厚部分の上面によって支持されている。
(もっと読む)
プレス装置に組み込まれる電気抵抗溶接装置
【課題】 プレス成型のストロークの長さと成型加圧力の大きさを、部品溶接装置としての溶接ストロークの長さと溶接加圧力の大きさに変換できるとともに、プレス装置に組み込まれる電気抵抗溶接装置を提供する。
【解決手段】 金型に進退動作を付与して所定の成型ストロークと成型加圧力によって鋼板にプレス加工を行う形式のものであって、プレス工程に連続する状態で電気抵抗溶接式の部品溶接装置17が配置され、少なくとも一方の電極が変換機構20を介して基部材に取付けられ、この変換機構20はプレス装置の成型ストロークの長さと成型加圧力の大きさを部品溶接装置17としての溶接ストロークの長さと溶接加圧力の大きさに変換する。
(もっと読む)
自律補正システムを備えるクランプ又はグリップツール
クランプ又はグリップツールは、スクリューナット型の駆動システムの作用で相対移動可能であり、前記ナットが第1の部材(18)に対して並進運動することが不可能である第1の部材(18)及び第2の部材と、第1の部材(18)の位置を第2の部材に対してリセットするために第1の部材(18)とナット(12)に固定された可動サポート(14)との間に介挿されている補正システム(46)とを備える。補正システムは、可動サポート(14)の周りでネジ締めされたハブ(50)と一体となって回転する補正ディスク(68)と、フリーホイール機構部(76)を介して可動サポート(14)に搭載されている測定ディスク(80)と、構成部品の摩耗の程度の記憶が可動サポート(14)に対する測定ディスク(80)の相対角度位置に現れるように、補正ディスク(68)と測定ディスク(80)との間に介挿されている少なくとも1個のエネルギー蓄積バネ(74)とを備える。特に溶接グリッパ及びディスクブレーキシステムに適用される。 (もっと読む)
スポット溶接ガンのサーボ制御装置
【課題】 本発明は、チップ間加圧力が指令加圧力(目標加圧力)に到達するまでの時間を十分に早くすることができるスポット溶接ガンのサーボ制御装置を提供する。
【解決手段】 相対向する一対のガンチップの少なくとも一方の可動側ガンチップを、サーボモータ2により対向方向に駆動して、前記一対のガンチップの間で狭持される溶接対象物に対する加圧力を制御するスポット溶接ガンのサーボ制御装置であって、検出された加圧力Fと指令加圧力Fcとの差分値(Fc−F)を算出するフィードバック制御手段15と、サーボモータ2に対する位置指令又は速度指令に基づいて算出され又は提供された補正指令Vuを差分値(Fc−F)に加算するフィードフォワード制御手段15と、を備える。
(もっと読む)
精密抵抗溶接装置
【課題】 溶接時のワークの窪み面に対する電極の追従性を向上させ、高精度の溶接を行うことのできる精密抵抗溶接装置を提供することを目的とする。
【解決手段】 固定電極4と、ワークWに接近・離間する方向に往復動可能に設けられかつワークWを固定電極4と挟持状に圧接して溶接する可動電極1と、を備えた精密抵抗溶接装置に於て、可動電極1をワークW側へ弾発付勢する弾発手段2を具備する。かつ、弾発手段2が相互に反発する2個のマグネット3,3を有するものである。
(もっと読む)
1 - 11 / 11
[ Back to top ]