
Fターム[4E066AB09]の内容
電子ビームによる溶接、切断 (971) | 溶接方法 (101) | 溶接特性の改善 (27)
Fターム[4E066AB09]に分類される特許
21 - 27 / 27
タービンエンジン構成部品などのワーク内のクラックを補修する方法
【課題】タービンエンジン構成部品などのワーク内にできる幅が約0.64mm以上のクラックを補修する方法が求められている。
【解決手段】タービンエンジン構成部品などのワーク内のクラックを補修する方法であって、補修すべきクラックを有するワークを準備するステップと、クラックの一部分を充填するのに十分な量のニッケル基合金材料またはコバルト基合金材料をクラックのルート部に施すステップと、ニッケル基合金材料またはコバルト基合金材料を伴うワークを、約1066〜1260℃の温度で、約5.0〜30分間、第1の熱処理にかけるステップと、クラックに溶接材料を施すステップと、溶接材料を伴うワークを第2の熱処理にかけるステップと、を含む方法を提示する。
(もっと読む)
軸方向の大きい塑性歪みに適応する炭素鋼構造およびパイプライン中の耐食合金溶接部

主にフェライト特性を有する材料を接合するための方法および装置について記述される。その方法には、主にオーステナイトミクロ組織を含む溶接材料および溶接プロセスを使用してフェライト系材料を接合することが含まれる。結果として得られる溶接物は、優れた歪み許容性を生成する降伏比、均一伸び、靭性、および引き裂き抵抗特性を高める。高い歪み許容性は、軸方向の大きい荷重に適応する構造を生成する。溶接物は、十分な強度、引き裂き抵抗および破壊靭性を維持しながら、従来の溶接欠陥よりも大きな溶接欠陥に適応する。 (もっと読む)
高温電子ビーム溶接
【課題】溶接前及び溶接中に部材を局部的に予熱する段階を含むニッケル基又はコバルト基超合金部品の電子ビーム溶接法を提供する。
【解決手段】溶接すべき1以上の部品16,18を真空チャンバー内で1500°F以上の目標温度に予熱する段階、及び溶接が完了するまで目標温度を維持しながら、調和した強度及び化学組成のフィラーを溶接ゾーンに供給する段階、電子ビーム12を用いて1以上の予熱された部品を溶接部領域20で溶接する段階を含む。
(もっと読む)
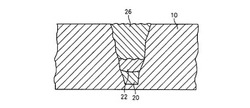
鉄部材とアルミニウム部材の接合方法及び鉄−アルミニウム接合体
【課題】鉄部材とアルミニウム部材とを良好に接合可能な接合方法、及び、これらが良好に接合した接合体を提供する。
【解決手段】鉄部材とアルミニウム部材とを接合する際、少なくともアルミニウムクラッド板20との接合側にめっき層12を有する鋼板10(鉄部材)と、アルミニウムを主成分とするアルミニウム芯材21と、鋼板10との接合側に、アルミニウム芯材21よりも低融点のアルミニウム合金層22とを有したアルミニウムクラッド板20(アルミニウムクラッド材)からなるアルミニウム部材とを重ね合わせて接合する。
(もっと読む)
耐脆性破壊発生特性に優れた電子ビーム溶接継手
【課題】降伏強度が355MPaクラス以上で、板厚が50mm超の電子ビーム溶接用高強度鋼板を突合せ溶接して、破壊靭性値δcが十分に高い溶接継手を形成する。
【解決手段】鋼材を用いて電子ビーム溶接した溶接構造体の突合せ溶接継手において、溶接継手の溶接金属中にNiを1〜4質量%含有させ、かつ、母材のNi含有量よりも0.2質量%以上多く含有させるとともに、溶接金属部の硬さを母材の硬さの110%超220%以下とする。
(もっと読む)
異種材料溶接のための構成および方法
異種材料の中間位置にアダプタを使用する、異種材料を溶接するための装置および方法が考察される。最も好ましいアダプタは、一体に溶接される異種材料と同一または類似の2つの異種材料から摩擦攪拌溶接により製造される。したがって、現場におけるアダプタを介する異種材料の結合は、現在採用できる従来の溶接方法に比べて大幅に簡略化される。 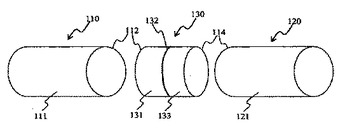 (もっと読む)
(もっと読む)
異種金属パネルの接合方法、接合装置及び接合構造
【課題】例えば、自動車車体構造の接合に適用した場合に、車体の外側からの高エネルギービーム照射によって、金属間化合物の生成や、重量、コストの増加を来たすことなく異種金属を接合することができる異種金属パネルの接合方法と、このような接合に用いる接合装置、さらにはこのような方法による異種金属パネルの接合構造を提供する。
【解決手段】互いに融点の異なる高融点金属パネル17と低融点金属パネル21を接合するに際し、これら両パネル17,21の間にこれらの材料とは異なる第3の材料を介在させた状態で、デフォーカスさせた高エネルギービームBを高融点金属パネル側の表面、又は高融点金属パネル及び低融点金属パネルの両方に照射しながら、両パネル17,21を相対加圧し、上記両パネルの少なくとも一方と第3の材料との間で共晶溶融を生じさせて両パネル17,21を連続的又は断続的な線状にフレア接合する。
(もっと読む)
21 - 27 / 27
[ Back to top ]