
Fターム[4E066BA08]の内容
電子ビームによる溶接、切断 (971) | ビーム (131) | 軸合せ (5)
Fターム[4E066BA08]に分類される特許
1 - 5 / 5
異種金属の接合方法
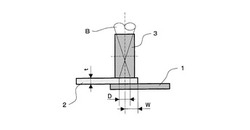
【課題】鋼に代表される鉄系合金板材とアルミニウム合金板材の重ね接合において、アルミニウム合金側からの高エネルギービーム照射によって高強度の接合が可能な異種金属の接合方法を提供する。
【解決手段】鉄系合金から成る第1の板材1とアルミニウム系合金から成る第2の板材2とを金属間化合物層4を介して重ね接合するに際して、第2の板材2の端からデフォーカスさせた高エネルギービームBの照射中心までの距離をWとし、高エネルギービームBのデフォーカス径をDとするとき、照射位置Wをデフォーカス径の2分の1以上(W≧D/2)とすると共に、接合界面温度が第2の板材(アルミニウム系合金)2の融点を超えないようにする。
(もっと読む)
電子ビーム加工方法

【課題】電子ビームの照射によって被加工物の表面を加工するに際して、加工ムラを出さずに加工時間を低減する電子ビーム加工方法を得る。
【解決手段】被加工物の形状データに基づいて被加工物の表面に所定の間隔を有する電子ビームの照射点を決定し、照射点に電子ビームを照射するとともに、予め設定した周期で照射点ごとに順次、照射点を中心にした領域で電子ビームを偏向させる。
(もっと読む)
電子ビーム加工装置及び電子ビーム加工方法、並びに、電子ビーム照射装置及び電子ビーム照射方法
【課題】アライメントの精度や信頼性などを向上させることができ、また、製造原価のコストダウンを図ることができる電子ビーム加工装置及び電子ビーム加工方法、並びに、電子ビーム照射装置及び電子ビーム照射方法の提供を目的とする。
【解決手段】電子ビーム溶接装置1は、電子銃2と、集束コイル4と、アライメントコイル31、デジタル観測光学系32、デジタル画像処理コントローラ33及び情報処理装置34を有するアライメント制御手段3とを備え、情報処理装置34が、アッパーフォーカス状態とロアーフォーカス状態で電子ビームをターゲット10に照射し、これらの照射画像の位置座標の差分から算出した補正値にもとづいて、アライメントコイル31に、アライメント制御信号を出力する。
(もっと読む)
加工装置および材料加工方法
本発明は、少なくとも1つの高エネルギの加工ビーム(22)、特に電子ビームまたはレーザービームを準備するように形成された、少なくとも1つの加工ヘッド(16)を有する加工装置(10)に関する。この種の加工装置は、工作物(28)において材料を除去するため、あるいは工作物(28)を材料結合で結合するため、特に溶接するために、使用される。本発明によれば、加工ヘッド(16)に、表面走査のために設けられた、光学的な干渉トモグラフとして形成された、少なくとも1つの走査装置(32)が対応づけられていることが提案される。さらに、光学的干渉トモグラフを用いて、工作物の未加工の、加工された、あるいは加工中の表面領域を走査するために、高エネルギの加工ビームを使用しながら、材料を加工する方法が提案される。 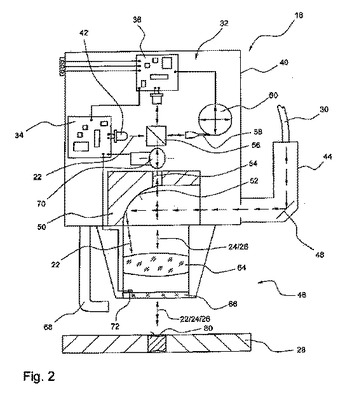 (もっと読む)
(もっと読む)
電子ビーム表面処理方法、および電子ビーム表面処理装置
【課題】 被処理物の表面を比較的短時間の内に1μm程度の微細な表面粗さに仕上げることが可能であり、しかも、表面処理が必要な処理対象領域の全域にわたって均一に仕上げることができる電子ビーム表面処理方法、およびその装置を提供する。
【解決手段】 電子ビームを被処理物Wの表面に照射してその表層を溶融凝固させて表面処理を行う場合に、被処理物Wの表面処理を行う処理対象領域を規定する領域情報を予めメモリ19に登録しておき、この領域情報に基づいて電子ビームを被処理物Wの処理対象領域内を屈曲線状の軌跡を描くように二次元走査する。
(もっと読む)
1 - 5 / 5
[ Back to top ]