
Fターム[4E070DA04]の内容
Fターム[4E070DA04]に分類される特許
1 - 5 / 5
金属製加工線材の良否選別方法
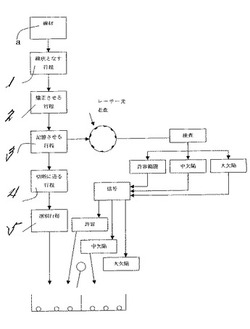
【課題】 巻取られた状態の線材から正しい許容範囲内の棒材を受る行程を単一の連続した装置で行えるようにすること。
【解決手段】 巻装された金属性の線材(a)から、所定条件の線材に加工する一連の作業過程にあって巻装された当該線材を、一定の速度で繰り出し線状(棒材)となす行程(1)と、この繰り出された線材の進行方向に配置された、1乃至数箇所の矯正装置を通過させることによって、かかる線材を直線状に矯正させる行程(2)と、矯正された線材を、正しい位置において走行させかつ、その外径や表面欠陥が、予め設定された所定の許容範囲以内にあるか否かを検出し判定し、その結果を出力して記憶させる行程(3)と、上記線材を走行状態で、予め設定された所定の長さに切断し、この切断された線材の良否を選別する機構に送りだす行程(4)とよりなる。
(もっと読む)
フープ材供給装置

【課題】フープ材の引き出し/送り戻しの量や速さが大きくとも、フープ材の張力を好適に保持することのできるフープ材供給装置を提供すること。
【解決手段】フープ材供給装置10は、アンコイラ11から巻き出された銅線Lをチャックするチャック部42を銅線Lの引き出し方向に前進させ、同銅線Lの送り戻し方向に後退させる前進後退機構40を備える。このフープ材供給装置10はまた、アンコイラ11からチャック部42の最後退位置Aまでの区間に張り渡された銅線Lが巻き掛けられるとともに、同区間における銅線Lの掛け渡し長を伸長させる側及び短縮させる側に往復動可能に配設された可動プーリ31を備える。そして、こうしたフープ材供給装置10において、銅線Lと別部材のワイヤWRをさらに備え、このワイヤWRにより、可動プーリ31と、上記前進後退機構40の前進、後退に伴いチャック部42と一体に移動する支持柱46とを連結した。
(もっと読む)
リード線の癖取り装置
【課題】 冬場のような低温環境下に置かれるような場合にあっても、リード線に付いてしまった巻き癖を好ましく取り除くことができるリード線の癖取り装置を提供する。
【解決手段】 巻取ボビン100に巻き取られたリード線Wの癖を除去するリード線の癖取り装置であって、前記リード線Wを引き出し可能に巻き取る巻取ボビン100を収容するボビン収容筐体10と、一側端部が開口されると共に、内部が前記ボビン収容筐体内部10aと一体となるように中空を形成して前記リード線Wの癖を除去可能なレベラLが内蔵されるリード線ガイド筒部30と、ヒータ55と、該ヒータ55の近傍に設けられて前記ボビン収容筐体内部10に送風可能なファン56bとを備える。
(もっと読む)
材料送り装置
【課題】加工機側の条件やアンコイラ側の条件が変わっても,加工機側の材料送り速度に追従可能で加工速度を高速化可能にした材料送り装置の提供。
【解決手段】加工部へ供給される材料の送り量をエンコーダ5で検出し,その材料送り量に基づき材料送り速度演算部51で材料送り速度V1を演算すると同時に,リール23に載置された材料束から繰り出される材料の繰出し半径rを繰出し半径演算部52で決定し,これら材料送り速度V1と繰出し半径rとを基にリール回転速度ωを演算し,このリール回転速度ωに基づきリール23を回転駆動するリール用サーボモータ26を制御するようにし,材料送り速度V1にリール23による材料繰出し速度V2を追従させるように構成した。
(もっと読む)
線材の加工装置
【課題】 医療用の細い線材を真っ直ぐに矯正して一定の長さで切断すると同時に、他のプレス加工も行うことができる線材の加工装置と、加工方法とを提供する。
【解決手段】 素材としての線材10を直線矯正部110に送りながら曲がりを矯正する。曲がりが矯正された線材10を弛みスペース140で弛ませながら搬送部120で一定の長さずつ間欠的に搬送する。搬送部から送り込まれた線材に加工をする。このとき、弛みスペース140における弛み量をセンサ150で検知し、弛み量が所定量以上の場合、前記直線矯正部110の送り出し速度が前記搬送部120の平均搬送速度より小さくなるように制御する。このとき、直線矯正部110の送り速度を一定に保つことが望ましい。
(もっと読む)
1 - 5 / 5
[ Back to top ]