
Fターム[4E080CA05]の内容
Fターム[4E080CA05]に分類される特許
1 - 12 / 12
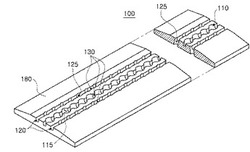
ハンダ付け噴射ノズル及びこれを含むハンダ付けマシン
【課題】本発明は、ハンダ付け噴射ノズル及びこれを含むハンダ付けマシンに関する。
【解決手段】本発明の一実施形態によるハンダ付け噴射ノズルはノズルプレート上に長さ方向に形成される多数のノズル孔を含み、前記ノズルプレートに移送される回路素子の端子に向かってハンダを噴射するように形成される第1ノズル部と、前記第1ノズル部の少なくとも一側に長さ方向に配置され、前記回路素子の端子に向かってハンダを噴射するように傾斜した噴射角を有する多数のノズル孔を具備する第2ノズル部と、前記第1ノズル部または前記第2ノズル部を構成する多数のノズル孔の間に凹溝に形成され、前記ノズル孔が前記ハンダの異物により詰まることを防止するガイド部と、を含むことができる。
(もっと読む)
フローはんだ付け方法

【課題】熱容量や耐熱性の異なる複数の挿入実装電子部品をその特性を損なわず且つ確実に接合品質を確保してはんだ付けできるフローはんだ付け方法を提供する。
【解決手段】回路基板の種類と挿入実装電子部品の熱容量および耐熱温度と使用はんだの種類とはんだ付け条件との組み合わせによって得られる、スルーホール内のはんだ濡れ上がり特性および挿入実装電子部品の本体部の温度に基づいて、はんだ付け条件の許容範囲を特定する許容範囲特定工程と、熱容量とはんだ付け条件の許容範囲との相関関係を取得する相関関係取得工程と、この相関関係よりはんだ付け条件を決定するはんだ付け条件決定工程と、を有する。
(もっと読む)
DIPはんだ槽装置
【課題】電子部品を実装されたプリント基板の搬送速度を下げることなく、リード付き電子部品挿入孔の銅スルホール内に、はんだを溶かし上げることができ、電子部品の実装されたプリント基板のはんだ接合品質の向上と、生産性向上を図ることができるDIPはんだ槽装置を実現する。
【解決手段】プリント基板Pがレール4により搬送される際に、第1はんだ噴流口2にてはんだ付けされたはんだ付け面のはんだが凝固する前に第2はんだ噴流口3のはんだと接触させるように、第1はんだ噴流口2と第2のはんだ噴流口3との位置関係を設定したもので、プリント基板Pの第1はんだ噴流口2ではんだ付けされた箇所のはんだが長時間溶解状態になり、プリント基板Pの搬送速度を下げることなく、はんだの毛細管現象によりリード部品挿入孔の銅スルホール内にはんだを溶け上げることができる。
(もっと読む)
フローはんだ付けノズル、はんだ付け装置およびはんだ付け方法
【課題】溶融はんだの吐出量の変動を抑制することができるフローはんだ付けノズル、はんだ付け装置およびはんだ付け方法を提供する。
【解決手段】フローはんだ付けノズル2は、溶融はんだ5を噴流させるフローはんだ付けノズル2であって、側壁部2aと、側壁部2aの上部に形成され、かつはんだ付けに使用する複数の第1噴出孔3と、はんだ付けに使用しない第2噴出孔4とを有する多孔平板部2bとを備え、複数の第1噴出孔3の各々の開口面積より第2噴出孔4の開口面積が大きくなるよう構成されている。
(もっと読む)
噴流ノズル、はんだ噴流装置及び噴流はんだの形成方法
【課題】噴流ノズルの内側に溶融はんだを噴流してスポットはんだ付けを可能とする噴流ノズルを提供する。
【解決手段】噴流ノズル2は、内部に長さ方向に貫通してはんだ槽5内から供給される溶融はんだの流通路33を形成した全体筒状であり、ノズル口38が設けられたノズル体35と、ノズル体35の内側にノズル体35よりも小径であってノズル口38の高さよりも下位にはんだ流入口39が設けられているとともに、溶融はんだをノズル体35の側面に設けられたはんだ排出口40に流通させる流通路37を形成するはんだ排出部材36とから構成される。噴流ノズル2は、はんだ槽5内で生成した噴射圧により、ノズル口38から噴流した溶融はんだをはんだ流入口39を介して流通路37に流入することで、ノズル口38の内側に溶融はんだを噴流して噴流はんだ9Aを形成する。
(もっと読む)
はんだ用ノズル及び噴流はんだ付け装置
【課題】ノズルのはんだ噴流の揺らぎを抑制し、複数点のはんだ付けを同時に良好に行うことができるはんだ用ノズル及び噴流はんだ付け装置を提供すること。
【解決手段】ノズル1の中心には、軸中心に沿って、溶融したはんだをノズル1の基端側から先端側に供給する内部流路が形成されている。この内部流路は、先端側にて、2つの円柱形状の流路(ノズル孔)13、15に分かれている。2つのノズル孔13、15は円形であり、両ノズル孔13、15を分離するように隔壁17が設けられている。このノズル1は、ノズル先端より溶融したはんだを噴出させて、所定のはんだ付け箇所に対するはんだ付けを行う噴流はんだ付け装置23に用いられる。このノズル1を用いることにより、1回のスポット的なはんだ付けによって、一度に複数の部品のはんだ付けが可能である。
(もっと読む)
はんだ噴流ノズル、はんだ付け装置及びはんだ付け方法
【課題】溶融はんだを噴流する部分と溶融はんだを噴流しない部分とを形成することにより、電子部品のはんだ付けを適正かつ確実に行うことのできるはんだ噴流ノズル、はんだ付け装置及びはんだ付け方法を提供する。
【解決手段】はんだ噴流ノズル100は、ノズル枠体1の上部に設置され、間隔をおいて複数個設けられた貫通孔2を有する多孔平板3と、この複数の貫通孔2の一部に着脱可能に装着され、はんだ噴出孔4が設けられたノズル部材51、52と、この複数の貫通孔2の残部に着脱可能に装着された密閉部材6とを備えたものである。
(もっと読む)
プリント基板の部分はんだ付け方法
【課題】プリント基板を従来の部分はんだ付け方法ではんだ付けすると、はんだ
付け部にはんだの酸化物やフラックスの炭化物が付着したり、ツララ、ブリッジ
、未はんだが発生したり、さらにはスルーホール内にはんだが充分に侵入しない
という問題があった。本発明は、これらの問題を解決できる部分はんだ付け方法
を提供することにある。
【解決手段】本発明は、プリント基板のはんだ付け部に溶融はんだを接触させる
前に噴流ノズルから溶融はんだを噴流させて、噴流ノズル内に付着していたはん
だの酸化物やフラックスの炭化物を噴流する溶融はんだはんだで清浄にするとと
もに、該溶融はんだで噴流ノズルを充分に加熱しておき、その後、プリント基板に溶融はんだを付着させたままプリント基板を溶融はんだが切れない位置まで上昇させ、そこで溶融はんだをゆっくり下げて溶融はんだを切る。
(もっと読む)
はんだ付け装置
【課題】 ノズルから噴出する溶融はんだの表面部の凹凸の発生を抑制することができ、品質の高いはんだ付けを行うことができるはんだ付け装置を提供する。
【解決手段】 はんだ貯留体16の複数のノズル21のうち、所定の開口面積、具体的には1200mm2以上の開口面積を有するノズル21の筒体22内に、金属板50を設ける。これによって貯留空間18から、支持板19に形成される透孔27を介して筒体22内に送込まれた溶融はんだ14の流れ、具体的には上下方向他端部22bから上下方向一端部22aに向かう方向への溶融はんだ14の流れを減衰させることができ、ノズル21の付着用孔23から噴出される溶融はんだ14の表面部に凹凸が発生することを抑制することができる。
(もっと読む)
半田付け装置、その製造方法及びその装置を使用した半田付け方法
【課題】半田の中に可動部がなく極めて信頼性の高い噴流式半田付け装置を提供する。
【解決手段】半田貯留時に液面と接する空間の圧力を制御可能な貯留槽18と、上端部が大気に開放された回収槽19と、貯留槽18内に立てられて上端部が開口し、下端部が貯留槽18を貫いて回収槽19と連通した半田戻り管29と、回収槽19内に立てられて上端部が開口し、下端部が前記半田戻り管29の上端部よりも低い位置にあって且つ回収槽19を貫いて貯留槽18と連通した半田送り管26とを備えることを特徴とし、必要に応じて貯留槽18に流体圧機器等を接続する。
(もっと読む)
噴流はんだ槽
【課題】鉛フリーはんだは錫主成分であるため、構成部材のステンレスを侵食する食われが激しい。しかも従来の噴流はんだ槽は、ダクトを使用する関係上、インペラポンプ収納ケースや整流板等の構成部材が必要となり、該構成部材が食われを起こすものであった。
【解決手段】本発明の噴流はんだ槽は、本体を横方仕切り板で上室と下室の上下二室に分けるとともに、下室を縦方仕切り板で一次室と二次室に分けて、ダクトを使用しないようにした。
(もっと読む)
ろう付け装置
【課題】場所をとらずに2種類の噴流波を形成できるとともに、ろう材量を減少させることができる電磁ポンプ式のろう付け装置を提供する。
【解決手段】一つの槽体33のポンプ槽部37のワーク搬入側およびワーク搬出側の縦板部35,36に沿って上下方向に第1および第2の電磁誘導ポンプ46,47を設ける。第1の電磁誘導ポンプ46と第2の電磁誘導ポンプ47との中間部に、ろう材32を溶融する複数のヒータ65を上下方向の間隔をおいて配置する。各電磁誘導ポンプ46,47は、各縦板部35,36の内面に沿って形成したろう材上昇間隙53の下端からポンプ槽部37内に開口した吸込口56よりろう材32を吸込んで上昇させ、各ろう材上昇間隙53の上端から噴流波形成槽部45内にそれぞれ開口した吐出口61にろう材32を供給する。
(もっと読む)
1 - 12 / 12
[ Back to top ]