
Fターム[4E081DA36]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 施工内容 (430) | 本溶接 (195) | 片側溶接 (44)
Fターム[4E081DA36]に分類される特許
41 - 44 / 44
裏当て支持装置およびアーク溶接装置
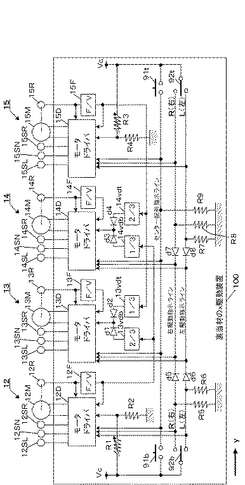
【課題】 y方向に延びる開先の全長に及ぶ裏当材21の、開先幅方向xの位置調整を容易にする。
【解決手段】 水平y方向に延びる裏当材21;該裏当材を下支持し、それぞれが裏当材昇降機構および裏当材水平x駆動機構を有する、水平y方向に分布する3以上の裏当て支持装置12〜15;および、前記裏当て支持装置群の中の、y方向の一端部の支持装置12のx駆動機構12Mは駆動せず他端部の支持装置15のx駆動機構15Mを駆動するとき、両端部の支持装置12,15の間にある支持装置13,14のx駆動機構13M,14Mは、両端部の支持装置12,15間のy方向距離L1+L2+L3に対する前記一端部の支持装置12からの距離L1,L1+L2の比L1/(L1+L2+L3),(L1+L2)/(L1+L2+L3)と他端部の支持装置15の駆動速度との積の速度で同時駆動する、裏当材のx駆動装置100;を備える裏当装置。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法

【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
裏当装置及びその搬送方法
【課題】 一体物として搬送することができ、搬送先での組立及び据え付け期間を短縮できる裏当ユニット構造体を提供する。
【解決手段】 仮止めされた被溶接材をその溶接線に沿って溶接する際に使用される裏当装置において、溶接線方向に延びる少なくとも2本の角パイプ状の台フレーム9とこれらの台フレーム9を相互に連結する連結フレーム23とを備えた台部2と、この台部2上に配置され溶接線に垂直の方向に被溶接材を移動させる移動装置4と、台部2上に搭載され被溶接材の溶接線の下方に配置される裏当部1と、を有し、各角パイプ状の台フレーム9は1体化された構造体である。これによって、裏当ユニット1と台部2とを組み合わせた裏当装置28を一体物として搬送し、据え付けることができ、据え付け期間を短縮して、生産性への悪影響を最小限とすることができる。
(もっと読む)
プラズマ溶接方法
【課題】 複数のワークを安定して良好に接合するプラズマ接合方法を提供する。
【解決手段】 プラズマアークが直接に照射される板状接合部を有し、該板状接合部にプラズマアーク照射方向へ窪む凹部が形成された第1ワークを用意し、前記凹部の底部が第2ワークの板状接合部に所定の位置決め状態で当接するように少なくとも前記第1ワークと第2ワークの板状接合部どうしを重ね合わせ、前記重ね合わせ状態で前記凹部に向かってプラズマアークを照射し、前記凹部内にフィラーを供給して該凹部を埋めることにより、複数のワークをプラズマアークを用いて接合する。
(もっと読む)
41 - 44 / 44
[ Back to top ]