
Fターム[4E081DA63]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 溶接条件 (353) | ウィービング(オシレート) (60) | オシレートパターン (9)
Fターム[4E081DA63]に分類される特許
1 - 9 / 9
2ワイヤ溶接制御方法
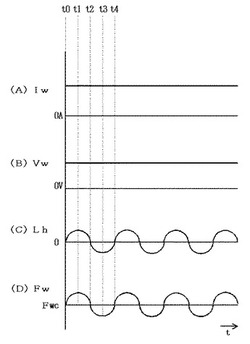
【課題】消耗電極アークにフィラワイヤを送給して溶接する2ワイヤ溶接方法において、フィラーワイヤの溶着量を増大させて溶接効率を向上させる。
【解決手段】消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池の後半部に挿入しながら溶接する2ワイヤ溶接制御方法において、フィラーワイヤを溶接方向の前後方向にウィービングして、フィラーワイヤの挿入位置の変位量Lhを正弦波状に変化させる。そして、フィラーワイヤの送給速度Fwを変位量Lhに比例させて正弦波状に変化させる。これにより、フィラーワイヤの挿入位置がウィービング中心位置よりも前側方向にあるときはフィラーワイヤの溶融を促進してフィラーワイヤの送給速度Fwを高速化し、後側方向にあるときは溶融池の冷却及び盛り上がりを押さえてハンピングビードの形成を抑制している。
(もっと読む)
ガスシールドアーク溶接方法及び装置

【課題】狭い開先内でも、開先端部での溶け込みを確保した良好な溶接を無理なく行えるようにする。
【解決手段】溶接トーチ20を揺動させながらガスシールドアーク溶接を行うに際して、溶接トーチ20の溶接ワイヤ24送給方向に垂直な平面において、溶接トーチ20先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させると共に、溶接トーチ20先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定する。
(もっと読む)
TIG溶接用のトーチ及び補修溶接方法
【課題】欠陥を除去する為の凹部の体積をできるだけ小さく、又凹部の形状を円筒形状とし、凹部形成の加工性の向上を図ると共に溶接体積を減少させ、溶接時の入熱量を低減して熱変形を減少させ、更に、溶融池の中心又は中心近傍にフィラーメタルの供給を可能とし、溶接性の向上を図る。
【解決手段】TIG溶接用のトーチに於いて、電極5とフィラーメタル6とが前記トーチの中心線と平行に配置され、前記電極と前記フィラーメタルとが前記トーチの中心線を中心に一体に回転可能に支持され、少なくとも前記電極は前記中心線に対して偏心した位置にあり、前記電極の下端は先端が壁面に向う様、斜めに切断された。
(もっと読む)
鋼鋳片の表層改質方法
【課題】銅を含有する鋼鋳片の表層を確実に改質し、熱間加工時のわれの発生を防止できる鋼鋳片の表層改質方法を提供する。
【解決手段】ワイヤー7のオシレーション幅を±Lo、オシレーション速度をFo、プラズマトーチ3の間隔をPL、鋼鋳片1の溶融処理速度をV、鋼鋳片1の表層部分が溶融して形成された溶融プール8の長さをLpとするとき、これらが4Lo/Fo<Lp/V,Lo≧0.9PL/2の関係を満たすように、ワイヤー7のオシレーション中心位置をプラズマトーチ3間の中心に合わせてオシレーションすることで溶融プール8を攪拌しながらワイヤー7を連続して溶融プール8に供給することを特徴とする。
(もっと読む)
アーク溶接方法
【課題】レ形開先内の溶接を行う際に、溶接欠陥の発生を抑制すると共にスパッタを大幅に低減させるアーク溶接方法を提供する。
【解決手段】レ形開先20内のウィービング中心位置に溶接トーチ17を所定の傾斜角θ1で配置し、ウィービング中心位置を中心として溶接トーチ17を略円弧状にウィービング振り角θ2でウィービングさせながらアーク倣いを実施するアーク溶接方法である。レ形開先20の開先角度をθ3(°)としたときに、(a)5°≦θ1≦25°、(b)1°≦θ2≦20°、(c)25°≦θ3≦35°、(d)θ1−5°≦θ3/2≦θ1+5°、(e)θ2/2−θ1+θ3≧15°、(f)θ1+θ2/2≧15°の条件が満たされた状態で、アーク溶接を行う。
(もっと読む)
エレクトロガスアーク溶接方法
【課題】開先の開先深さ方向の全幅の範囲でアークを発生させることができるために、開先の開先深さ方向の全幅の範囲にわたって溶接ワイヤの充分な溶け込みを確保することができるエレクトロガスアーク溶接方法を提供する。
【解決手段】被溶接材である鋼板の突き合わせ継手に開先を形成し、前記開先の一面側に上方に摺動する水冷銅板を当てるとともに他面側に裏当材を当て、前記水冷銅板、裏当材及び被溶接材で囲まれた開先内で溶接トーチから送給された溶接ワイヤをアークによって溶融させながら、前記水冷銅板と溶接トーチを同行して上進させることで、前記溶融した溶融ワイヤが下方から順次凝固して溶接継手を形成していくエレクトロガスアーク溶接方法において、前記溶接トーチを前記開先内で前記鋼板の板厚方向に沿って円弧状の往復運動をさせ、前記開先内手前及び奥の両端部においても、溶接ワイヤのアークによる溶融を行うことができるようにした。
(もっと読む)
自動溶接装置
【課題】杭頭定着筋(ひげ筋)方式の溶接においては、例え熟練した溶接作業者であっても劣悪な作業環境下において極めて複雑な作業を長時間に亘って溶接の質を落とすことなく行うことは困難であることを解消する。
【解決手段】本発明の自動溶接装置1は、鉄筋Iを把持して鋼管杭Pに装着するための固定部2(固定手段)と、溶接トーチTを溶接すべき箇所に対して位置調整可能に支持する支持部4(支持手段)と、溶接トーチTを振幅させる振幅部5(振幅手段)と、昇降させる昇降部3(昇降手段)と、この昇降部3と振幅部5を連動制御する制御部6(制御手段)と、を備えた。
【効果】溶接トーチを溶接すべき箇所に対して適切な位置とした状態で昇降手段及び振幅手段が連動するから溶接は確実なものとなる。また、溶接作業が、経験から全て定量化されるから、溶接後の仕上げ形状やビードの内部性状について予測が可能となる。
(もっと読む)
肉盛溶接方法
【課題】肉盛溶接の時間を短縮化する
【解決手段】互いに並行な多数の冷却管32と、隣接する前記冷却管を互いに連結する多数の連結部材31とからなる冷却式配管の表面に肉盛溶接を施す冷却式配管(フード3)の肉盛溶接方法であって、溶接材料を溶接する溶接トーチ21を、前記冷却管の周方向にウィービングさせながら前記肉盛溶接を行うことを特徴とする冷却式配管の肉盛溶接方法。
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 亜鉛系めっき鋼板の高速ガスシールドアーク溶接において、アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 溶接速度が0.8〜1.7m/分の亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法において、シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ip、平均時間幅Tp、平均ベース電流Ibが所定範囲を満足する矩形波パルスが周期的に印可された電流波形に制御し、溶接トーチの先端を溶接線方向に、振動変位:3〜7mm、振動周波数:5〜40Hzで振動させながらアーク溶接を行う。
(もっと読む)
1 - 9 / 9
[ Back to top ]