
Fターム[4E084HA04]の内容
溶接用非金属材料(フラックス) (4,852) | 数値情報 (226) | ワイヤ成分組成との組合せ (135) | ソリッドワイヤ成分組成とのもの (41)
Fターム[4E084HA04]の下位に属するFターム
Ni基のもの (6)
Fターム[4E084HA04]に分類される特許
21 - 35 / 35
ソリッドワイヤ
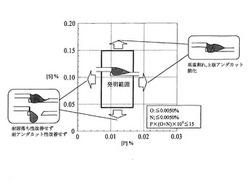
【課題】溶接のコストアップを最小限に抑えつつ、ワイヤの送給安定性、耐溶落ち性、耐アンダカット性、耐割れ性に優れ、スラグおよびスパッタが発生しにくく、且つ、母材と同等以上の溶接金属の硬度を有し、脆弱破壊を起こさないソリッドワイヤを提供する。
【解決手段】Cを0.020〜0.100質量%、Siを0.25〜1.10質量%、Mnを1.20〜1.65質量%、Pを0.008〜0.017質量%、Sを0.045〜0.150質量%、Oを0.0050質量%以下、Nを0.0050質量%以下で含有し、且つ、P×(O+N)×105≦15を満足し、残部がFeおよび不純物からなり、当該不純物が、Tiを0.15質量%以下、Bを0.0050質量%以下、さらに、Cr、Ni、Al、Nb、V、Zr、LaおよびCeの少なくとも一種をそれぞれ0.20質量%以下で含有してなるソリッドワイヤ。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用銅めっきソリッドワイヤ

【課題】 低電流域から遷移領域で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2混合ガスシールドアーク溶接用銅めっきソリッドワイヤを提供する。
【解決手段】 Ar−CO2混合ガスシールドアーク溶接用銅めっきソリッドワイヤにおいて、ワイヤ成分としてC:0.02〜0.10質量%、Si:0.40〜0.95質量%、Mn:1.0〜1.95質量%、Ti:0.03〜0.15質量%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり常温で液体の潤滑油を0.3〜1.5g有し、金属粉の付着量が0.25g以下、金属粉以外の固形分の付着量が0.10g以下であることを特徴とする。
(もっと読む)
炭酸ガスシールドアーク溶接用銅めっきワイヤ
【課題】 高電流で長時間溶接する場合においても、ワイヤ送給性が良好でスパッタ発生量が少なく、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れた高電流炭酸ガスシールドアーク溶接用銅めっきワイヤを提供する。
【解決手段】 ワイヤ成分としてC:0.02〜0.12質量%、Si:0.45〜1.2質量%、Mn:1.2〜2.3質量%、Ti:0.10〜0.32質量%を含有し、ワイヤ表面にワイヤ10kg当たりの分量で、常温で液体の潤滑油を0.3〜1.5g有し、好ましくはさらに二硫化モリブデンを0.005〜0.25g、リン脂質を0.008〜0.10g有し、かつ金属粉の付着量が0.25g以下、金属粉以外の固形分の付着量が0.10g以下とする。
(もっと読む)
ガスシールドアーク溶接用銅めっきワイヤ
【課題】 大入熱および高パス間温度の溶接施工条件で連続多層盛溶接を長時間する場合においても、ワイヤ送給性が良好で、かつ、チップの摩耗が少なくアークが安定で、スラグ剥離性が良好で、かつ溶接金属の機械的性質が優れたガスシールドアーク溶接用銅めっきワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用銅めっきワイヤにおいて、ワイヤ成分としてC:0.02〜0.08質量%、Si:0.60〜1.00質量%、Mn:1.50〜2.20質量%、S:0.007〜0.020質量%、Cu:0.15〜0.40質量%、Ti:0.10〜0.30質量%を含有し、残部Feおよび不可避不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり常温で液体の潤滑油を0.3〜1.5g有し、金属粉の付着量が0.25g以下、金属粉以外の固形分の付着量が0.10g以下であることを特徴とする。
(もっと読む)
高張力鋼のサブマージアーク溶接金属
【課題】 ソリッドワイヤとボンドフラックスとを組合わせてサブマージアーク溶接で多層盛溶接された溶接金属の強度が良好で安定した靭性が得られ、溶接時の作業性も良好で溶接欠陥のない引張強さが900MPa以上の高張力鋼のサブマージアーク溶接金属を提供する。
【解決手段】 ソリッドワイヤとボンドフラックスとを組合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当たり、質量%で、C:0.04〜0.09%、Si:0.20〜0.35%、Mn:1.6〜2.3%、Ni:2.5〜3.0%、Cr:0.55〜1.0%、Mo:0.55〜1.0%を含有し、Cu:0.20%以下、O:0.022%以下、N:0.006%以下で、残部はFeおよび不可避不純物からなることを特徴とする高張力鋼のサブマージアーク溶接金属。
(もっと読む)
高温強度と靭性に優れた耐火構造用溶接継手
【課題】 溶接方法によらず、溶接継手全体として、700〜800℃までの温度における耐火性に優れ、かつ、構造物の安全性を確保し得る靭性を有する耐火構造用溶接継手を提供する。
【解決手段】 鋼材と溶接金属の化学組成を適正範囲に限定した上で、溶接金属の化学組成について、Nb当量=Nb%+0.47Mo%+0.25W%+0.65V%+0.4Ta%+0.2Zr%の式で定義されるNb当量を0.05〜1%とし、かつ、固溶Nbと固溶Vとの合計量を0.005〜0.1%とすることにより、溶接継手全体として、700〜800℃までの高温強度と低温靱性とを同時に確保する。
(もっと読む)
耐火構造用鋼のサブマージアーク溶接方法
【課題】 本発明は、高温強度だけでなく、靭性や耐高温脆化特性にも優れた溶接金属を得ることを目的とする。
【解決手段】 本発明は、耐火構造用鋼をサブマージアーク溶接する方法において、溶接ワイヤおよびフラックスのいずれか一方または両方に含有し、かつ、フラックス中の酸化物および弗化物として存在するものを除いた各成分の含有量の合計量が、質量%で、C:0.01〜0.15%、Si:0.1〜2%、Mn:0.2〜5%、Mo:0.1〜2%、Nb:0.005〜0.5%、Al:0.002〜7%、Ti:0.01〜5%、Cr:0.01%未満であることを特徴とする。
(もっと読む)
サブマージアーク溶接用溶融型フラックス
【課題】 引張り強さ75キロ級以上の強度レベルで安定して250ppm以下の酸素量の溶接金属を有するUOE鋼管の製造等に適したサブマージアーク溶接用溶融型フラックスを提供する。
【解決手段】 SiO2:5〜15%、MnO:1〜10%、CaO:10〜30%、CaF2:40〜50%、MgO:2〜10%、Al2O3:2〜20%、TiO2:2〜20%、BaO:1〜10%を合計で少なくとも95%含有する。
さらにNa2O:0.2〜3%、K2O:0.2〜3%、B2O3:0.1〜1.0%のうち1種または2種以上を含有してもよい。
(もっと読む)
銅めっき付きアーク溶接用ソリッドワイヤ
【課題】 銅めっきワイヤ表面の形態を制御することによって、溶接時の給電チップとワイヤ表面との間に形成される摺動接点を安定的に溶融させ、連続溶接時に、摺動接点で突発的に凝固するようなことがなく、ワイヤ送給性とアーク安定性とが優れており、スパッタ及びヒュームが少ない良好な溶接作業性を有する銅めっき付きソリッドワイヤを提供する。
【解決手段】 ワイヤ表面に0.05乃至0.40質量%のめっき量の銅めっきが施されており、ワイヤの長手方向に垂直な断面においてワイヤ表面に開口する窪み1が形成されている。これらの窪み1の個数がワイヤの任意断面において40乃至400個であり、ワイヤ10kg当たり0.1乃至2gの量の植物油、動物油、合成油及び鉱物油からなる群から選択された1種又は2種以上の油がワイヤ表面及び前記窪みの開口部に存在する。銅めっき層2は、窪み1内でおりたたまれた状態で存在する。
(もっと読む)
ガスシールドアーク溶接用ソリッドワイヤ
【課題】 強度が520N/mm2級以下の炭素鋼を炭酸ガスシールドアーク溶接した際に、高効率で且つ溶接部の機械的性能が優れたガスシールドアーク溶接用ソリッドワイヤを提供する。
【解決手段】 炭酸ガスシールドアーク溶接用ソリッドワイヤの組成を、C:0.020乃至0.080質量%、Si:0.75乃至0.95質量%、Mn:1.60乃至1.90質量%、S:0.003乃至0.017質量%、Ti:0.19乃至0.25質量%、Mo:0.14乃至0.35質量%、O:0.0025乃至0.0160質量%及び全Cu:0.15乃至0.45質量%を含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、P:0.020質量%以下及びN:0.0080質量%以下に規制され、[Mn]−[Si]が1.10質量%以下、[Mn]+[Mo]が2.20質量%以下、[S]+[O]が0.0290質量%以下となるようにする。
(もっと読む)
高強度鋼板のサブマージアーク溶接方法
【課題】 引張強度が700MPa〜1200MPaの高強度鋼板をサブマージアーク溶接する際に鋼板と同等の引張強度が700MPa〜1200MPaの高強度の溶接金属が得られ、かつ溶接ビード止端部に発生する亀裂欠陥を防止し、欠陥の無く健全で、強度、疲労強度などの機械的強度に優れた溶接継手を得ることができる高強度鋼板のサブマージアーク溶接方法を提供する。
【解決手段】 引張強度が700〜1200MPaの高強度鋼板を充填フラックスと溶接ワイヤを用いてサブマージアーク溶接する方法において、粒径210μm以下の細粒が5〜60質量%含有する粒度分布を有するフラックスを用い、溶接ビード単位長さ当たりの開先内体積(Vg)に対する溶着金属体積(Vd)の比(Vd/Vg)が1.05〜3.00であり、かつ引張強度が700〜1200MPaである溶接金属を開先内に形成する高強度鋼板のサブマージアーク溶接方法。
(もっと読む)
2電極大入熱サブマージアーク溶接方法
【課題】 490〜570MPa級の高張力鋼を、溶接入熱500kJ/cm以上の大入熱サブマージアーク溶接した場合においても良好で安定した溶接金属靭性が得られ、かつ、溶接欠陥の無い健全な溶込み形状とビード外観が得られる2電極大入熱サブマージアーク溶接方法を提供する。
【解決手段】 質量%で、C:0.02〜0.18%、Si:0.02〜0.5%、Mn:1.15〜2.2%、Mo:0.1〜1.0%、Ni:0.1〜1.5%、Ti:0.005〜0.05%を含有し、P:0.006%以下、S:0.003%以下で、残部がFeおよび不可避不純物からなるワイヤと、SiO2 :13〜25%、MgO:8〜20%、CaO:5〜13%、CaF2 :1〜7%、Al2 O3 :9〜23%、TiO2 :3〜11%、Fe:11〜25%、B2 O3 :0.1〜0.6%、Mo:1〜4.3%、Ni:1〜4.5%からなるフラックスを用いて溶接することを特徴とする2電極大入熱サブマージアーク溶接方法。
(もっと読む)
炭酸ガスシールドアーク溶接用めっきなしソリッドワイヤ
【課題】 高電流で長時間溶接する場合においても、ワイヤ送給性が良好でスパッタ発生量が少なく、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れた高電流炭酸ガスシールドアーク溶接用銅めっきワイヤを提供する。
【解決手段】 炭酸ガスシールドアーク溶接用めっきなしソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.12%、Si:0.45〜1.2%、Mn:1.2〜2.3%、Ti:0.10〜0.32%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.01〜0.50g、リン脂質を0.008〜0.15g含み残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有することを特徴とする。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用めっきなしソリッドワイヤ
【課題】 Ar−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤに関し、特に低電流域から遷移領域の溶接電流で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤを提供する。
【解決手段】 Ar−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.10%、Si:0.40〜0.95%、Mn:1.0〜1.95%、Ti:0.03〜0.15%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.01〜0.50g、リン脂質を0.008〜0.15g含み、残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有することを特徴とする。
(もっと読む)
溶接金属の靱性に優れた大入熱サブマージアーク溶接方法。
【課題】 鋼板を溶接入熱でおおよそ600kJ/cm以下の片面1パス大入熱サブマージアーク溶接するに際して、溶接金属の表面側から裏面側までの全厚み範囲で靭性が均一であり、かつ高い靭性が得られる溶接方法を提供する。
【解決手段】 板厚が50mm以上の鋼板を400kJ/cm以上の溶接入熱で片面1パスサブマージアーク溶接する際に、質量%で、C:0.02〜0.2%、Si:0.01〜1%、Mn:0.1〜2.5%、Al:0.002〜0.1%、N:0.001〜0.015%を含有する鋼板を、特定組成のフラックスと、C:0.02〜0.2%、Si:0.01〜1%、Mn:0.5〜2.5%、Mo:0.1〜3%、Ni:1〜6%、Al:0.002〜0.1%、Ti:0.005〜0.3%、N:0.001〜0.015%含有する溶接ワイヤを用いて溶接する大入熱サブマージアーク溶接方法。
(もっと読む)
21 - 35 / 35
[ Back to top ]