
Fターム[4E087HA35]の内容
Fターム[4E087HA35]の下位に属するFターム
断面径が段階的に異なるもの (49)
Fターム[4E087HA35]に分類される特許
1 - 13 / 13
油圧シリンダのピストンロッドの製造方法
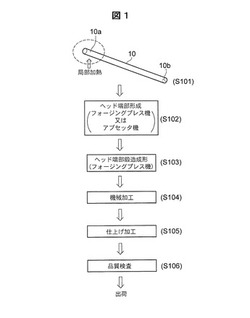
【課題】ヘッド部が鍛造成形により作られ、軸部が鋼材から作られるピストンロッドの製造工程を簡素化する。
【解決手段】所定の長さの棒鋼10の一端部10aに対して局部加熱が施される(S101)。次は、この加熱した一端部10aを軸線方向に押し潰して径方向に拡大し(S102)、そして、次に鍛造型によってヘッド部が形成される(S103)。その後、機械加工(S104)、仕上げ加工(S105)、品質検査(S106)を行うことによりヘッド部の上面及び下面の面加工、ネジ部の形成などが行われることによりピストンロッドが完成する。
(もっと読む)
軸受スリーブの製造方法及び流体軸受装置

【課題】焼結素材の軸方向両端部における内径寸法差を低減して回転精度を向上することのできる動圧軸受の製造方法を提供する。
【解決手段】焼結工程で形成された焼結素材11を、ダイ13および一対のパンチ14、15を用いてサイジングすることにより、軸部材2に外挿され、内周面が軸部材2の外周面との間にラジアル軸受隙間を形成する円筒状の軸受スリーブの製造方法である。サイジング工程において、一方のパンチ14からの加圧力で焼結素材11をダイ13に圧入した後、他方のパンチ15を一方のパンチ14側に移動させることで、焼結素材11を軸方向に圧縮する。
(もっと読む)
鍛造品、および該鍛造品から製造されるクランク軸
【課題】鍛造品の両端部において疲労強度が高く、しかも鍛造品の半径方向において疲労強度のバラツキが少ない、疲労特性に優れた鍛造品、および該鍛造品から製造されるクランク軸を提供する。
【解決手段】鍛造品の軸方向に垂直な断面の軸位置に観察される長径が5μm超の介在物の密度(D0)を70個/cm2以下とし、且つ、鍛造品の半径をRとしたときに軸位置から半径方向に向かってR/3位置に観察される長径が5μm超の介在物の密度(DR)と上記密度D0との比が下記(1)式を満足させる。0.5≦DR/D0≦1.50・・・(1)
(もっと読む)
スタータ
【課題】遊星軸17に亀裂や割れが生じることなく、且つ、遊星軸17の軸径を均一に加工できるクラッチアウタ14と、その製造方法を提供する。
【解決手段】クラッチアウタ14は、減速装置の遊星キャリア13と一体に設けられ、その遊星キャリア13には、遊星歯車を回転自在に支持する遊星軸17と、この遊星軸17と同一方向に突き出る突出ピン18とが一体に設けられている。また、少なくとも遊星軸17は、クラッチアウタ14に形成されるカム室14aの内側に設けられる。これにより、カムパンチで素材を押圧する際に、遊星軸17の径方向全断面に均一の荷重を掛けることができ、材料の流れを均一にできる。また、成形時にアウタパンチとノックアウトピンに与圧することにより、遊星軸17への材料充填性が向上する。上記の結果、遊星軸17の軸径を均一に成形でき、且つ、亀裂や割れの無い遊星軸17を成形できる。
(もっと読む)
鉄道車両用の継目無管からの車軸、および鉄道車両用の継目無鋼管からの車軸を製造するための方法
本発明は、高い疲労強度、改善された耐力、および引張強度を保証するために適する化学組成を伴い、鉄道車両上で用いるための減少した質量を有する継目無管から鍛造される車軸に関する。本発明は、さらに、高い疲労強度、改善された耐力、および引張強度を伴い、鉄道車両上で用いるための減少した質量を有する継目無管から鍛造される該車軸を製造する方法に関し、該車軸は、銑鉄または屑鉄から、鋳造、再熱炉、ビレットの穿孔、穿孔ビレットの延伸、中空素管仕上げ加工、鍛造、および端部の検査穴の内側縁での支持用および心出し用面取り部、およびネジ込み穴入口での滑らかな窪みを包含する仕上げ機械加工から製造される。 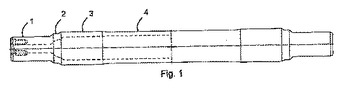 (もっと読む)
(もっと読む)
中空スタビライザ
【課題】中空スタビライザの両端部に形成される取付部における機密性と強度とを確保し、偏平に潰す加工をしたときの取付部の幅を短く構成する。
【解決手段】中空スタビライザ用管素材Wにおける両端部の中空内部に、塑性加工時に潰れる方向に対して直角の方向の幅が狭くなるように断面円形の両側を切除した形状の中実部材10を挿入し、この中実部材10が嵌挿されている部分を熱間塑性加工により偏平に形成するプロセスを利用して取付部5を形成する。
(もっと読む)
タペットローラの製造方法
【課題】 十分な形状精度及び寸法精度を有するタペットローラ8を低コストで造れる製造方法を実現する。
【解決手段】 (A)のビレット14を軸方向に圧縮して得た、(C)の第一中間素材17に後方押出加工を施して、(D)に示した有底円筒状の第二中間素材18とする。次いで、打ち抜き加工により、(E)に示した、円筒状の第三中間素材30とする。次いで、この第三中間素材30を軸方向に圧縮して、軸方向寸法が上記タペットローラ8の軸方向寸法bと一致し、上記タペットローラ8の容積を上回る余肉部分を上記内周面を径方向に膨らませる方向に逃がした、(F)に示した第四中間素材36とする。その後、上記余肉部分を内周面の軸方向一部から径方向内方に突出する内向フランジ状の余肉部41に集めて第五中間素材42とした後、この余肉部41を除去して、上記タペットローラ8とする。
(もっと読む)
中空シャフト
【課題】 潤滑剤(グリース)が中空部に侵入するのを安定して防止でき、しかも、等速自在継手等への組付け作業の簡略化が可能であって、コスト低減も図ることができる中空シャフトを提供する。
【解決手段】 端部の外周面にスプライン10が形成された中空シャフトである。端部が塑性加工されてその開口部が塞がれている。塑性加工がスウェージング加工であったり、アプセット加工であったりする。塑性加工を冷間で実施しても、熱間で実施してもよい。封止プラグ等の栓部材を使用して開口部を塞ぐ必要がないので、組付け作業の簡略化が可能である。塑性加工にて開口部を塞ぐので、その加工性に優れ、安定して確実に塞ぐことができ、潤滑剤(グリース)等の異物侵入防止機能の信頼性が向上する。
(もっと読む)
内側が肉厚な壁区間を有する車軸を成形する方法
【課題】 内側が肉厚な壁区間を有する車軸を成形する方法を提供する。
【解決手段】細長い金型内で管状金属素材を押出加工することが含まれる。細長いポンチが、金型を通して素材を押す。ポンチは、端部に当たり面を有し、金型及び金型の内部壁面から間隔を置いて配置された細長い部分内に素材を押す。素材を押す際のポンチの移動により、素材は停止するまで金型を通って一部分前方押出加工され、次いで、管を成形するよう空間を通ってポンチの細長い部分の周りを後方押出加工される。次いで、管状リングが、押出加工された管内の所定の場所に挿入され、厚い、結合された管壁及び管の半径方向内向きに延在するリング壁区間18を設けるよう正しい位置に定置される。いくつかの間隔を置いて配置されたリング20を使用して、管内に間隔を置いて配置された肉厚な壁区間が設けられ得る。
(もっと読む)
中空段付軸の成形方法
【課題】素材に中実材を用いて素材コストを低くでき、軸方向中間部の内径を他の部分より大径にした貫通孔を容易に設けることができるようにした。
【解決手段】中実棒状の素材6の軸方向両側を、対向部に段状大径部を有する上下8,9の金型にて保持し、ついで素材の少なくとも軸方向一方端から素材より小径のパンチ10,11を押圧してこのパンチによる押し出し成形により外周部に上記段状大径部に沿う大径部を、また軸心部にパンチにより全長にわたって同径の貫通孔5をそれぞれ成形し、上記大径部の両側の軸部のそれぞれの端部を他の上下の金型13,14により縮径成形して貫通孔の両端部を中間部より小径に縮径するようにした
(もっと読む)
ステアリング装置用ラック及びその製造方法
【課題】 ラックが軽量で、金型の形状が簡素で寿命が長く、専用の加工機械が不要で加工時間が短いステアリング装置用ラック及びその製造方法を提供する。
【解決手段】 断面積Aは断面積Bよりも大きく、断面積Cよりも小さくなるように、ラック素材1の寸法を設定している。従って、ラック歯13の成形時に排除された素材材料が内径孔12内に流動すると、ラック歯底15の裏側の内径孔12は、上下が密着するため、ラック歯13への素材材料の充填が促進される。また、ラック歯先14の裏側の内径孔12は、ラック歯13の成形時に完全には潰れず、空隙16が残るため、金型が密閉状態とはならず、従って、成形荷重が小さくて済むため、金型の寿命が長くなる。
(もっと読む)
シャフトおよびシャフトの成形装置
アマチュアシャフト(14)の外周面には成形装置(31)により周方向に等間隔に並んで突出する4つのナールが形成されている。成形装置(31)は互いに接近離反する方向に移動自在の第1金型(32)と第2金型(33)とを有しており、第1金型(32)には一対の第1成形刃(43)が設けられ、第2金型(33)には一対の第2成形刃(45)が設けられている。各成形刃(43),(45)は第2金型(33)の移動方向に平行な切り込み面(51),(61)と切り込み面(51),(61)に対して鋭角な押し出し面(52),(62)および押し出し面(52),(62)に平行な荷重支持面(53),(63)を有する断面平行四辺形に形成されており、これらの成形刃(43),(45)をアマチュアシャフト(14)の外周面に押し付けることによりナールが形成される。  (もっと読む)
(もっと読む)
少なくとも部分的に成形された管を製造するための方法及び装置
機械的な冷間変形法によって中空円筒状の素材(3)から少なくとも部分的に内側で、有利には外側でも成形された管を製造するための本発明による方法を実行するために、まず、加工すべきではない素材(3)の端部(3´)をクランプ装置(10)に供給する。次いで、素材(3)をクランプ装置(10)でクランプ保持し、次いで、加工すべき素材(3)の領域(3´)の端部にマンドレル(2)を導入する。このマンドレル内には、その自由端部(8´)がクランプ装置(10)内にまで案内されているランス(8)が同心的に長手方向摺動可能に案内されている。次いでランス(8)の先端(8´)を、素材(3)の軸方向でクランプ装置(10)に形状接続的にコンタクトさせ、マンドレル(2)を、クランプ装置(10)と素材(3)と共に軸方向で、定置の加工個所(6)を貫通させて案内する。この加工個所(6)では、半径方向外側から素材(3)の表面に、加工すべき区分(3´´)に沿って、素材(3)に少なくとも内側で、場合によっては外側でも成形部が形成されるように作用する。この場合、マンドレル(2)は有利には軸方向で間欠的に回転駆動される。この方法を実行するための装置も本発明である。  (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]