
Fターム[4E087HA42]の内容
Fターム[4E087HA42]の下位に属するFターム
内、外輪 (77)
Fターム[4E087HA42]に分類される特許
1 - 20 / 43
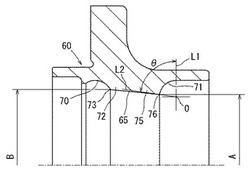
車輪用軸受装置およびその製造方法
車輪用転がり軸受の外輪部材の製造方法
【課題】外輪部材に対する旋削加工の旋削取代を小さくする製造法を取りながら素材使用量の減少を図りコスト低減を図るとともに、玉の肩乗上げ防止性能を確保する。
【解決手段】内輪部材10と外輪部材60との間に車内側及び車外側の複列の玉55、56が同等の配設ピッチ円上に転動可能に配設される。外輪部材60は、車内側列及び車外側列の複列の玉55、56に対応する車内側及び車外側の外輪軌道面70、71が形成される。車内側軌道肩部72の肩エッジ部73の内径寸法Bは、車外側軌道肩部75の肩エッジ部76の内径寸法Aよりも大きく設定される。車外側肩エッジ部76と車内側肩エッジ部73とを繋ぐ中心孔65は、車外側から車内側に向けて徐々に大径に形成されている。
(もっと読む)
車輪支持用ハブユニット

【課題】ハブを構成するハブ本体を冷間鍛造加工及び熱処理等により製造する際、ハブ本体の回転側フランジに生じる変形を矯正する構造を実現する。
【解決手段】ハブ本体7aは、軸方向外端寄り部分の外周面に車輪を支持固定する為の回転側フランジ10aを、軸方向中間部外周面に軸方向外側の内輪軌道9aを、それぞれ直接形成しており、回転側フランジ10aには車輪への取付ボルトを固定するためのボルト固定穴30が形成されており、更に、回転側フランジ10aは冷間での側方押し出しによって前記ハブ本体7aと一体成形されていて、回転側フランジ10aの外径寄り部分の軸方向外側面に凹部32を形成している。
(もっと読む)
軌道輪部材の製造方法
【課題】軸方向の中間部に、軸方向に関して当該部分の両側よりも内径が大きくなった、アンダカット部を有するハブを、低コストで造れる製造方法を実現する。
【解決手段】先ず、(A)→(B)→(C)→(D)→(E)の様に、金属製の原素材12aを塑性加工する事により、小径部及びアンダカット部を持たず、これら小径部及びアンダカット部となるべき部分を円筒部29とした第四中間素材34を形成する。その後、(E)→(F)の様に、この円筒部29を軸方向に縮めると共に、金属材料の一部を径方向内方に移動させて、内径が小さな肩部24を形成し、前記アンダカット部23を有する最終中間素材26とする。
(もっと読む)
段付円柱状部材の製造方法
【課題】使用する金属材料や形状に限定されず、シェブロンクラックの発生を防止でき、しかも、材料の歩留が悪化したり、加工の手間が煩雑化するのを防止する。
【解決手段】円柱状の素材をダイス32の成型用キャビティ33内に押し込む事により、この素材の先端部乃至中間部の外径を縮める。そして、このうちの先端部に最も小径の第一円筒面部25を、中間部にこの第一円筒面部25よりも外径が大きな第二円筒面部26を、基端部に最も外径が大きい第三円筒面部27を、それぞれ形成する。又、前記第一円筒面部25と前記第二円筒面部26との間に第一傾斜段部28を、この第二円筒面部26と前記第三円筒面部27との間に第二傾斜段部29を、それぞれ形成して、段付円柱状部材である中間素材30とする。前記第一傾斜段部28を形成する為に、前記ダイス32の内周面に設けた第一加工用段差部35の傾斜角度βを、50〜75度とする。
(もっと読む)
車輪用転がり軸受装置の軸部材とその製造方法
【課題】冷間鍛造工程にて、円柱状の素材から嵌合軸部、フランジ部、軸部を有する冷間鍛造品を効率よく製造する方法、及び当該製造方法にて製造された車輪用転がり軸受装置の軸部材を提供する。
【解決手段】嵌合軸部30とフランジ部21と軸部10とが軸方向に沿って同軸上に配置されている車輪用転がり軸受装置の軸部材1の製造方法において、嵌合軸部は軸方向に開口する凹部35を有する円筒形状であり、フランジ部は軸方向に直交する円板形状であり、軸部は円柱形状であって外周面に内輪軌道面が形成されており、車輪用転がり軸受装置の軸部材1における嵌合軸部30の外径に対応する外径を有する円柱状の軸状素材62を用い、冷間鍛造工程の2回の側方押出し加工と1回の前方押出し加工にて、嵌合軸部とフランジ部と軸部を一体に有する冷間鍛造品64を形成する。
(もっと読む)
車両用ハブユニットの加工具及び車両用ハブユニット
【課題】車両用ハブユニットの車両インナ側の軸方向端面にスプライン歯を形成するための加工具の歯型と、これによって加工されるスプライン歯との双方の耐久性をバランス良く確保する。
【解決手段】車両用ハブユニットの車両インナ側の軸方向端面にスプライン歯を塑性加工するための複数の歯型50が中心軸回りに円環状に形成されている加工具であって、前記歯型50の付け根部には、前記スプライン歯の側面と頂面との間にアール部を転写するアール転写部52が設けられており、前記アール転写部52の半径Ri,Roは、前記中心軸を中心とする径方向に関して徐々に変化している。
(もっと読む)
軸受用回転輪、これを備えた車輪用軸受装置、及び軸受用回転輪の製造方法
【課題】車輪側のナットが締め付けられた際のセレーション付きボルトのボルト挿通孔に対する取付強度の余裕度を高めることができる軸受用回転輪、これを備えた車輪用軸受装置、及び軸受用回転輪の製造方法を提供する。
【解決手段】車輪用軸受装置1は、転動体4,5を転動させる外側軌道部60cを有する冷間鍛造部品からなる軸状の胴部6a〜6cと、胴部6aに一体に設けられ、セレーション付きボルト8を圧入して挿通させるボルト挿通孔600aを有する車輪取付用フランジ60aとを備え、車輪取付用フランジ60aは、少なくともボルト挿通孔600aの内面であって、セレーション付きボルト8のセレーション8aに対応する部位に車輪取付用フランジ60aの胴部6a〜6cの表面硬さよりも低い硬度をもつ軟化部9を有する。
(もっと読む)
車輪用軸受装置およびその製造方法
【課題】切削代を低減して低コスト化を図ると共に、高負荷の部分の強度を高め、軽量化と高剛性化という相反する課題を解決して軸受の長寿命化を図った車輪用軸受装置およびその製造方法を提供する。
【解決手段】ハブ輪4が、熱間鍛造工程と、この熱間鍛造工程の後に部分的に施され、表面硬さが所定の硬度差以上になる冷間鍛造工程を備え、車輪取付フランジ6が円周方向複数に分割された複数の部分フランジ6aで構成され、パイロット部12が、その円周方向の複数箇所に切欠きが設けられ、断続した突片状に熱間鍛造で形成され、このパイロット部12が部分フランジ6a間に配置されると共に、熱間鍛造で、車輪取付フランジ6の根元部が先端部よりも厚肉に形成され、冷間鍛造によって薄肉化されて略均一な肉厚に形成されている。
(もっと読む)
車輪用転がり軸受装置の軸部材とその製造方法
【課題】成形後の研削や研磨を必要とする個所が熱間鍛造より比較的少ない冷間鍛造にて車輪用転がり軸受装置の軸部材を一体に成形するとともに、より高硬度の構造用炭素鋼を用いて、成形後の焼入れ焼き戻し処理をするべき個所を削減することができる車輪用転がり軸受装置の軸部材とその製造方法を提供する。
【解決手段】車輪用転がり軸受装置の軸部材1は、軸部10とフランジ部21と嵌合軸部30とを有し、軸部とフランジ部の境界部近傍に形成した内輪軌道面18に隣接する位置に隣接外周面19が形成され、軸部はフランジ部に近い側の大径軸部11と遠い側の小径軸部12を有し、大径軸部と小径軸部の段差部には内輪突き当て面12aが形成され、熱処理工程(H)では、焼入れ焼き戻し処理が行われ、小径軸部12の外周面と内輪突き当て面12aと隣接外周面19に焼入れ焼き戻し処理を行うことなく、内輪軌道面18に焼入れ焼き戻し処理を行う。
(もっと読む)
車輪用転がり軸受装置の軸部材
【課題】車輪用転がり軸受装置の軸部材において、冷間鍛造によって形成されるフランジ部に入力される荷重によってフランジ部に発生する応力の局部的な集中(応力集中)を抑制する。
【解決手段】冷間鍛造によって形成されるフランジ部は、外方フランジ部と、内方フランジ部とから成っており、軸線方向断面で視て内方フランジ部は外方フランジ部より肉厚に形成されており、ボルト座面部27aが配設される側のフランジ面形状が、径方向基端部位置では径方向に一定長さの垂直面形状の基端部位置から外方フランジ部までの間のフランジ面形状として外方フランジ部に接続される凹曲面形状を備えると共に、凹曲面部21hに対する径方向内方側には、凹曲面部21hと連続して接合される凸曲面部21iを備えており、凸曲面部21iの曲率半径R3は、凹曲面部21hの曲率半径R2より小さい。
(もっと読む)
車輪用転がり軸受装置の軸部材の製造方法
【課題】冷間鍛造後のスプリングバックによるフランジ部の反りを抑制することによってフランジ部の旋削取代を低減することができるフランジ付き軸部材の製造方法を提供する。
【解決手段】外周面に内輪軌道面18が形成される軸部10と、この軸部10の一端側に形成されかつ車輪の中心孔が嵌込まれる嵌合軸部30と、軸部10と嵌合軸部30との間に位置して外径方向に放射状に延出される車輪締結用の複数のフランジ部21とを有するフランジ付き軸部材1を製造する方法であって、冷間鍛造の鍛造型装置を用いて嵌合軸部30の中心部端面に鍛造凹部35を形成しながら軸部10と嵌合軸部30との間の外周面に、複数のフランジ部21を側方押出によって形成する際、フランジ部21の側方押出加工後のスプリングバックによる反り量に相当する分だけ、スプリングバックによる反り方向とは逆方向に湾曲した状態でフランジ部21を形成する。
(もっと読む)
車輪用転がり軸受装置の軸部材
【課題】車輪用転がり軸受装置の軸部材において、冷間鍛造によって形成されるフランジ部に入力される荷重によってフランジ部に発生する応力の局部的な集中(応力集中)を抑制する。
【解決手段】冷間鍛造によって形成されるフランジ部21は、外方フランジ部21dと、内方フランジ部21aとから成っており、軸線方向断面で視て内方フランジ部21aは外方フランジ部21dより肉厚に形成されており、ボルト座面部が配設される側のフランジ面形状が、径方向基端部位置では径方向に一定長さの垂直面形状とされていると共に、該垂直面形状位置から径方向外方に向けて漸次肉薄となる傾斜面21cの形状とされることにより形成されており、傾斜面21cと外方フランジ部21dとの第1のフランジ面接合部位21fが、軸部10側からみた平面視で、ハブボルトのボルト孔24を囲う凹状曲線部として形成されている。
(もっと読む)
車輪用転がり軸受装置の軸部材の製造方法
【課題】冷間鍛造後に冷間鍛造品の脱炭層を旋削加工によって除去する工程を不要とすることができ、冷間鍛造品の表面の旋削取り代を必要最小限に抑えてフランジ付き軸部材を容易に製造することができるフランジ付き軸部材の製造方法を提供する。
【解決手段】構造用炭素鋼の長尺丸棒材60が球状化焼鈍処理された後、外周面の脱炭層がピーリング加工によって除去された長尺素材61が所定長さに切断されてなる軸状素材62を準備する。軸状素材62の表面に潤滑剤を被膜処理して被膜処理済み軸状素材63を形成する。被膜処理済み軸状素材63を冷間鍛造して、軸部10と、嵌合軸部30と、フランジ部21とを一体に有する冷間鍛造品65を形成する。冷間鍛造品65の所要部分を高周波焼き入れによって部分的に焼入し、その焼入処理部分を研磨加工してフランジ付き軸部材1を形成する。
(もっと読む)
車輪用軸受装置およびその製造方法
【課題】切削代を低減して低コスト化を図ると共に、高負荷の部分の強度を高め、軽量化と高剛性化という相反する課題を解決して軸受の長寿命化を図った車輪用軸受装置およびその製造方法を提供する。
【解決手段】車輪取付フランジ6が円周方向複数に分割された複数の部分フランジ6aで構成され、車輪取付フランジ6からアウター側に延び、円周方向の複数箇所に切欠きが設けられて断続した突片状にパイロット部12が形成され、このパイロット部12が部分フランジ6a間に配置されると共に、ハブ輪4が、熱間鍛造と、その後の冷間鍛造との2回の鍛造工程によって形成され、冷間鍛造が、少なくとも車輪取付フランジ6の根元部に施されている。
(もっと読む)
車輪支持用転がり軸受ユニット
【課題】外径側軌道輪部材3bの軽量化と回転フランジ12の基端部の強度及び剛性の確保と、各取付孔15aの形状精度及び寸法精度の確保とを、高次元で並立させられる構造を実現する。
【解決手段】前記回転フランジ12の軸方向内側面の径方向内端部と、前記外径側軌道輪部材3bの外周面に形成した凹入部17の軸方向外端部とを、断面円弧状の凹曲面19bにより滑らかに連続させる。この凹曲面19bの外周縁の直径Dを、前記各取付孔15aの内接円の直径R以下とする。又、前記回転フランジ12の軸方向内側面の径方向内端部と、前記外径側軌道輪部材3bの外周面のうちの前記凹入部17の軸方向外端部との間部分で、前記各取付孔15a、15aを円周方向両側から挟む位置に、それぞれ補強リブ25を設ける。
(もっと読む)
車両用ハブユニットの製造方法
【課題】揺動かしめ時におけるハブ軸端部の内径側への変形を防止して、スプライン歯部の内径側に所定の凸部を正確に形成することができ、また、組み付け時における等速ジョイントとの干渉を回避することができる車両用ハブユニットの製造方法を提供する。
【解決手段】パンチ42のガイド部41をハブ軸の端部内に進入させ、当該パンチ42を所定の加圧力でハブ軸の端部に押し当てるとともに、前記ハブ軸の軸心に一致した主軸を回転させることにより前記かしめ具に揺動運動を発生させ、前記ガイド部41によってハブ軸端部の内径側への塑性変形を抑制しつつかしめ部12及びスプライン歯部を塑性変形により同時に形成する。
(もっと読む)
段付円柱状部材の製造方法
【課題】使用する金属材料や形状が限られる場合にも、シェブロンクラックの発生を防止でき、しかも、材料の歩留が悪化したり、加工の手間が煩雑化するのを防止できる製造方法を実現する。
【解決手段】素材13の先端面の中央部を、ダイスの内径側に配置した、小径側の円筒面部33の外径よりも小径のカウンターパンチの先端面に押し付けつつ、前記素材13の先端部を前記ダイス内に押し込む。そして、この素材13の先端部の外径を縮めて、前記小径側の円筒面部33及び段部を形成すると同時に、この小径側の円筒面部33の中心部の先端寄り部分に、前記先端面の中央部に開口する有底の凹孔35を形成する。この様にして、金属材料の流れを整流すると共に、内部に圧縮応力を発生させ、前記シェブロンクラックの発生を防止する。
(もっと読む)
十字軸継手の製造方法およびその製造方法に用いるパンチ
【課題】パンチの欠け発生を防止して、パンチの長寿命化を図り得るようにした十字軸継手の製造方法を提供する。
【解決手段】パンチ10は、軸受カップの底面に押圧して放射方向に延びる複数の油溝を形成するものであり、放射方向に延び外周側に向かうにつれて幅広となる複数の凸条部11を有する。凸条部11の内周側端部は、隣接する凸条部11の内周側端部とリング状の内側繋ぎ部12により繋がっており、凸条部11の外周側端部は、隣接する凸条部11の外周側端部とリング状の外側繋ぎ部13により繋がっている。これにより、凸条部11の内周側端部および外周側端部の両端部の強度が高められている。
(もっと読む)
転がり軸受及びその製造方法
【課題】強度、剛性、耐熱性、寸法精度に優れたものでありながら、軸受としての性能を低下させることなく、転動体を安定して保持可能で、且つ製造コストの削減を図ることができる転がり軸受及びその製造方法を提供する。
【解決手段】円筒形状部材の周壁の周方向に当該転動体を収容して保持するポケットを所定の間隔で複数有する保持器を用いた転がり軸受であって、当該保持器は、金属粉末射出成形により一体的に形成され、当該保持器は、転動体の収容領域を備え、その保持器の外周面から径方向中心に向けて転動体領域の外縁部に圧縮加工を施して、転動体脱落防止構造を形成した転がり軸受を採用する。
(もっと読む)
1 - 20 / 43
[ Back to top ]