
Fターム[4E090FA00]の内容
プレス機械の駆動及びプレスライン (3,037) | 被加工物の搬送方式 (168)
Fターム[4E090FA00]の下位に属するFターム
搬送方向(ライン配置に対して) (99)
被加工物の支持 (40)
被加工物の回転、反転 (4)
その他 (14)
Fターム[4E090FA00]に分類される特許
1 - 11 / 11
偏平部とロッド部とを一体に具えて成るプレス製品の製造方法並びにこの方法を適用したVGSタイプターボチャージャにおける可変翼の製造方法
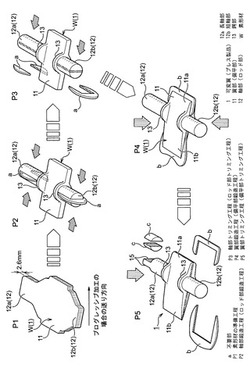
【課題】 偏平部(翼部)と、この偏平部の厚さよりも大きい太さのロッド部(軸部)とを一体に具えて成るプレス製品を能率的に製造できる新規な製造手法を提供する。
【解決手段】 本発明は、ロッド部12の太さ寸法よりは小さいが、偏平部11の厚さ寸法よりは厚いほぼ一定の板厚を有した金属板材から、その板厚よりも大きい幅寸法で打ち抜かれたブランク材を、プレス製品1(可変翼)の素形材Wとする素形材の準備工程P1と、素形材Wを一対の対向型によって挟み込み、主にロッド部12を、打抜方向にほぼ直交する方向から押圧プレスすることにより、主にロッド部12の増肉を図りながら所望の形状に形成するロッド部鍛造工程P2と、その後、この鍛造加工において製品部位からはみ出した不要部aをトリミングするロッド部トリミング工程P3とを具えて成ることを特徴とする。
(もっと読む)
材料位置検出制御装置

【課題】最も重要な最終工程付近で加工される材料の位置を検出して、材料の送り量を制御することにより複数の部品の一体成型時の位置合わせを良好に行える。
【解決手段】材料位置検出制御装置は、材料Fを一定の間隔で間欠送りしながら複数工程の加工を行う一対の金型21,22を備え、材料Fには材料位置検出用孔F1が形成され、一方の金型21に埋設された平行光を発する光源手段30と、他方の金型22に埋設された材料位置検出用孔F1による通過光の投影位置に基づき基準位置からの送りずれ量を検出する位置検出手段31と、送りずれ量に基づき材料Fの設定の送り量を補正して材料Fを送る制御手段40を有する。
(もっと読む)
搬送装置
【課題】高いSPMを維持しつつ、非磁性体のブランク材を搬送でき、かつ構造が簡易な搬送装置を提供する。
【解決手段】被搬送物aを加工装置20へ供給する搬送装置10であって、ベルトコンベヤ11と、該ベルトコンベヤ上の被搬送物をコンベヤ側に上方から押圧する付勢装置13と、該付勢装置を搬送方向に移動させる移動装置12とを有し、前記付勢装置が被搬送物をコンベヤ表面に押圧した状態で、前記移動装置が付勢装置をベルトコンベヤに同期するように搬送方向に移動させる搬送装置。
(もっと読む)
搬送装置および大型搬送装置
【課題】基台と搬送レベルとが異なる場合でも、第1アームと第2アームを同調させてほぼ直線的にワークを搬送できる搬送装置を提供する。その搬送装置を利用した大型搬送装置を提供する。
【解決手段】基台11に第1アーム12を第1軸J1廻りに回動自在に設け、第1アーム12の先端に、第1アームと長さが異なる第2アーム13を第2軸J2廻りに回動自在に設け、第2アーム13の先端にハンド14を取り付け、第1アーム12を往復揺動駆動する第1モータM1を基台11に設ける。基台11には第1軸J1と同心状に第1ピニオン16を固定し、第2アーム13の基端に、第2軸J2と同心状に第2ピニオン17を固定し、第1ピニオン16と第2ピニオン17の左右両側にラック18、19を摺動自在に設けて搬送装置10を構成する。2基の搬送装置10を一対で配置し、ハンド14同士を搬送ビームで連結することにより、大型搬送装置を構成する。
(もっと読む)
プレス装置用ローダ・アンローダ
【課題】高負荷に耐え得るとともに、アームに撓みが生じたとしてもその影響を補償し得るように構成したローダ・アンローダを提供する。
【解決手段】プレス装置19へ成形材料12を搬入し、前記プレス装置19で前記成形材料12から成形した成形品を搬出するプレス装置19用ローダ・アンローダ20であって、立設された外枠2と、前記外枠2の内側下部で水平に軸支される第1軸5と、前記外枠2の内側上部で水平に軸支される第2軸6と、前記第1軸5及び前記第2軸6のいずれか一方若しくは双方を回転駆動する駆動手段7と、前記第1軸5及び前記第2軸6に偏心カム8を介して揺動自在に取付けられた二の内枠3と、前記内枠3のそれぞれの対向面に水平に固着された複数のアーム4とからなる。
(もっと読む)
ダブルブランク検出装置
【課題】シート材の板材を搬送する際に発生するダブルブランクの検出を、シート材を停止させることなく測定できるダブルブランク検出装置を提供すること。
【解決手段】本実施形態に係るダブルブランク検出装置は、シート材10から反射した反射光を撮影するためのCCDカメラ1と、シート材10にストロボ光を照射して反射光を反射させるためのストロボ装置2と、ストロボ装置2のストロボ光を送出するストロボ光用電源3と、CCDカメラ1で撮影された反射光の撮像信号を取得して処理した結果からシート材10の板厚を割り出す画像処理装置4と、シート材10が測定位置に達したことを検出するシート材通過検知用センサ5と、上記構成要素全体の動作を制御すると共に板厚異常信号Sdaを出力するPLC(プログラマブル・ロジックアレイ)6と、を備えて構成される。
(もっと読む)
シミュレーション方法
【課題】搬送時のサイクルタイムを短縮した搬送系を提供することのできる、シミュレーション方法を提供する。
【解決手段】隣接するプレス機械間でワークを搬送する搬送系の設置位置及び搬送ラインをシミュレーションする方法である。プレス機械及び搬送系の形状モデルを形成する第一工程と、プレス機械に対する搬送系の設置位置がそれぞれ異なると共に同一の第一搬送ラインに従ってワーク搬送を行う形状モデルの動作パターンを複数形成し、動作パターンに基づいて動作シミュレーションを行って、ワークを最も早く搬送可能な最適設置位置を選定する第二工程と、搬送系を最適設置位置に固定配置すると共に第一搬送ラインとは異なる複数の第二搬送ラインに従ってワーク搬送を行う動作パターンを複数形成し、動作パターンに基づいて動作シミュレーションを行って、ワークを最も早く搬送可能な最適搬送ラインを選定する第三工程と、を含む。
(もっと読む)
搬送システム
搬送システムにおいて搬送ビーム(16)が、3つの移動様式、つまり接近移動様式、送りのためその長手方向に沿った移動様式および上下移動様式で移動される。これらの移動様式のうち2つは、同じ二重機能モータ(42)によって引き起こすことができる。このような二重機能モータ(42)は、回転可能(46)かつ同時にその長手方向に沿って直線的に往復移動可能(48)である軸(44)を有する。
(もっと読む)
プレス機
【課題】カシメ工程ごとに球体を球体カシメ位置へと確実に供給することができるプレス機を提供することを目的とする。
【解決手段】固定金型10と、該固定金型10に対して移動可能な可動金型30との型締めによって球体カシメ位置11にある球体40をワーク50に形成されている球体保持部51に回動自在となるように保持させるカシメ工程を有するプレス機1であって、前記可動金型30の型締め後の型開き動作に応じて、前記球体40を前記球体カシメ位置11へ供給する球体供給部20を備えている。
(もっと読む)
ワーク搬送装置
【課題】 トランスファープレス等におけるワーク搬送装置において、ワーク把持装置を移動させるサーボモータの故障による運転停止の頻度を低減させるとともに、保守部品の保管・管理の負担を軽減することができる装置を提供する。
【解決手段】 所定のワーク1を把持するワーク把持部15と、ワーク把持部15にそれぞれ回転可能に接続された一対のアーム7,8と、各アーム7,8のそれぞれの他端に回転可能に接続されると共に往復直線移動する一対のスライダ4,5と、一対のスライダ4,5をそれぞれ駆動する一対の駆動部17,18と、を備えるワーク搬送装置101において、一対の駆動部17,18が、それぞれ複数のアクチュエータ31A,31B,32A,32Bにより構成される。
(もっと読む)
トランスファフィーダ装置の制御装置
【課題】複雑な特性を有し、しかも被加工物のクランプ状態により様々に特性が変化する搬送ビームの振動を、比較的簡単な構成で抑制して、高サイクルな搬送動作が可能なトランスファフィーダ装置の制御装置を提供する。
【解決手段】 トランスファフィーダ装置の駆動部10を制御する制御装置20であって、駆動部10に発生させる駆動力を指示する駆動力指令値信号を生成する操作量演算手段30を備えており、操作量演算手段30が、駆動力指令値信号を演算する操作量算出部33と、駆動部状態推定値信号を演算する駆動部状態推定部31と、搬送ビーム振動状態推定値信号を演算する搬送ビーム振動状態推定部32とからなり、操作量算出部33は、駆動部状態推定値信号と搬送ビーム振動状態推定値信号により設定されるH∞制御問題の解として得られる伝達関数に基づいて、駆動力指令値信号を演算するものである。
(もっと読む)
1 - 11 / 11
[ Back to top ]