
Fターム[4E096EA06]の内容
Fターム[4E096EA06]に分類される特許
1 - 7 / 7
チタン合金およびチタンからなる基体とその表面処理方法
【課題】チタン合金およびチタンからなる基体の表面近傍領域を硬化し、機械的な強度を向上させるとともに、疲労強度を向上させることを可能とする、チタン合金からなる基体の表面処理方法を提供する
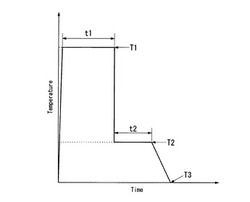
【解決手段】チタン合金およびチタンからなる基体の表面にショットピーニング処理を行う工程Aと、温度帯域T1において第一の熱処理を行う工程Bと、温度帯域T2において第二の熱処理を行う工程Cと、温度帯域T3において第三の熱処理を行う工程Dと、を順に備え、前記温度帯域は、T1>T2>T3の関係にあり、T1は900℃以上1000℃以下である。
(もっと読む)
Ti合金線材の皮剥き方法

【課題】コイル状に巻き付けられた長尺なTi合金の線材に対する黒皮の除去を、連続して確実に且つ効率良く行なえるTi合金線材の皮剥き方法を提供する。
【解決手段】熱間線材圧延S1によって所定の線径に縮径されたTi合金線材Wの表層における酸化物からなる黒皮を、誘導加熱装置IHで加熱して温間温度領域とした後、リング状の切削刃nを有する皮剥きダイスkDに上記線材Wを通して切除する皮剥き工程S2を含む、Ti合金線材の皮剥き方法。
(もっと読む)
NbTi系超電導線材及びその製造方法
【課題】高n値を確保することができる太径のNbTi系合金フィラメントを備えたもので、しかも高いJcを有するNbTi系超電導線材およびその製造方法を提供する。
【解決手段】NbTi系超電導線材は、銅マトリクス中に複数のNbTi合金フィラメントが埋設されたものである。その銅比(銅マトリクスの横断面積/全てのNbTi合金フィラメントの総断面積)は0.7〜3.5であり、前記NbTi合金フィラメントの平均直径dは100〜150μmである。さらに、前記NbTi合金フィラメントの横断面における層状のα−Ti相の面積率が15〜25%で、かつ前記横断面のd/4部のα−Ti相の層間隔の平均が10〜20nmである。
(もっと読む)
チタン繊維およびその製造法
【課題】細胞や生体組織が定着・増殖しやすい細胞培養担体あるいは生体組織誘導性スカフォールド材料として好適なチタン繊維およびその効率的な製造法を提供する。
【解決手段】金属チタンまたは金属チタンを主体とする合金材からなり、外接円径が18μm以下で、断面星形または断面多角形であるチタン繊維。金属チタンまたは金属チタンを主体とする合金材からなり、断面形状が1辺15μm以下の多角形で、表面に微小な突起を有するチタン繊維。チタン線を展性に優れた金属でコートし、冷間伸線し、500〜800℃で1〜10分間焼鈍した焼鈍コート線を、複数本束にして展性に優れた金属からなる金属管に入れ、断面減少率が85%以上になるように伸線するチタン繊維の製造法。
(もっと読む)
冷間加工用β型チタン合金材の製造方法及びβ型チタン合金材の冷間加工方法
【課題】十分な加工性を維持しつつ、冷間加工時の潤滑特性に優れた酸化膜を有する冷間加工用β型チタン合金材の製造方法を提供する。
【解決手段】大気中で、一段目に700〜900℃の高温で1〜30分、二段目に450〜650℃の低温で5〜60分または5〜120分の、二段階からなる大気加熱処理を施すことによって、冷間加工時の潤滑性と耐久性に優れた酸化皮膜を形成できる。また、β型チタン合金のβ変態点と一段目の加熱温度に応じて、二段目の加熱時間を制限することによって、二段目の低温側の熱処理で生じる時効硬化を極力抑制することができ、十分な加工性を維持できる。
(もっと読む)
金属繊維束の製造方法及び金属繊維束
【課題】ステンレス鋼、チタン合金、Ni−Ti形状記憶合金などからなる品質の優れた金属繊維束(金属製極細繊維)を容易に製造する方法を提供する。
【解決手段】表面に隔離用金属層3を形成した多数本の被覆線材2を金属製外装材4で被包して集束材1を形成し、該集束材を伸線した後、該金属層3および外装材4を除去することにより金属繊維束を製造する方法であって、集束材1を伸線するロール式圧延機12の前段に該集束材を挟着する電極ローラ−10a,10bを設け、ロール式圧延機に挿通する直前に該集束材を通電加熱して熱間圧延する。
(もっと読む)
金属製細径管の製造方法
【課題】極細径で、かつ、薄肉の金属製細径管を容易に、かつ、効率よく得ることができる金属製細径管の製造方法を提供する。
【解決手段】引抜き加工によって金属製細径管を得る金属製細径管の製造方法において、内部に流動性物質を封入した金属管に対して引抜き加工を行う金属製細径管の製造方法。
(もっと読む)
1 - 7 / 7
[ Back to top ]