
Fターム[4E096GA21]の内容
Fターム[4E096GA21]の下位に属するFターム
スウェージング (4)
Fターム[4E096GA21]に分類される特許
1 - 9 / 9
素材押入装置
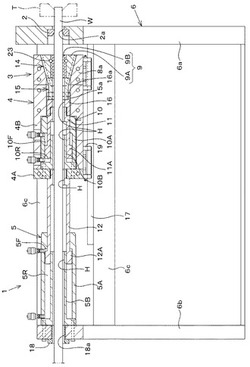
【課題】 素材を挟持するチャック機構を素材と同心に配置した1基の移動シリンダで移動でき、素材の拗れも防止できるようにする。
【解決手段】 ダイス2と、チャック機構3を有して進退移動自在な移動枠4と、移動シリンダ5とを固定枠6に設ける。チャック機構3は、移動枠4に固定された案内保持体8と、この案内保持体8の傾斜案内面8aと摺接して素材Wを挟持するチャック部材9と、チャック部材9を進退移動させるチャックシリンダ10とを有する。チャックシリンダ10は円筒形状であって、素材Wを挿通する挿通孔Hを有して素材Wと同心に配置され、かつチャックプランジャ11の先端が前記チャック部材9と連結されており、移動シリンダ5は円筒形状であって、素材Wを挿通する挿通孔Hを有して素材Wと同心に配置され、かつ移動プランジャ12の先端が前記移動枠4に連結されてる。
(もっと読む)
先付機

【課題】伸線機に用いる線材に先付加工を行う先付機を提供する。
【解決手段】線状のワーク10に先付加工する切削バイト3を回転させるスピンドル2内に、後方へ押し込まれてくるワーク10の先付部10aを振動しないように把持する均等中心角度位置に配設された3本以上のクランプアーム6を設けている。
(もっと読む)
極細銅線の製造方法
【課題】専用の治具や付帯機器を用いることなく、極細銅線の穴通し作業を容易に行うことができると共に、穴通し作業に費やされる時間を短縮することができ有利な極細銅線の製造方法を提供する。
【解決手段】複数の分割片からなり、伸線ダイス本体部の側壁に設けられた専用の貫通穴に夫々挿入することにより伸線ダイスのダイス穴を形成するベアリング部を有するベアリング治具を用意し、前記ベアリング治具を伸線ダイスのダイス穴径に応じてサイズの異なるベアリング部を有する別のベアリング治具に入れ替えることにより、伸線ダイスのダイス穴径を所定の穴径より大きい状態から所定の穴径に減じることを調整可能にされた伸線ダイスを用意し、前記伸線ダイスを用いて極細銅線の先端の穴通し作業を行う。
(もっと読む)
銅線の製造方法
【課題】専用の治具や付帯機器を用いることなく、銅線の穴通し作業を容易に行うことができると共に、穴通し作業に費やされる時間を短縮することができ有利な銅線の製造方法を提供する。
【解決手段】ダイス穴径を所定の穴径より大きい状態から所定の穴径に減じることを調整可能にされたダイス本体部を用意し、前記ダイス本体部を用いて被加工線材である銅線の先端の穴通し作業を行うにあたり、前記ダイス本体部の前記ダイス穴径が所定の穴径より大きい状態で前記穴通し作業を行い、前記穴通し作業を終えた後、前記ダイス本体部の前記ダイス穴径を所定の穴径に減じ、これにより所定の線径に減径された前記銅線を伸線加工する。
(もっと読む)
銅線の製造方法
【課題】銅母線のような線材を伸線ダイスの孔部に通す作業を短時間で安定的に行うことができ、延いては特に線径の極めて細い銅線を高い製造効率を以て安定的に製造することが可能な銅線の製造方法を提供する。
【解決手段】伸線ダイス1を、外形が円柱状で、当該円柱の中心部に銅母線4を挿通可能な孔2が設けられており、かつ当該孔2の中心軸を通る面で2片1a、1bに分割可能な構造を有するのものとし、前記伸線ダイス1を前記2片1a、1bに分割した状態とした後、当該2片1a、1bのそれぞれにおける半分に縦割りされた状態の孔2a、2b同士の間に前記銅母線4を挟み込むようにしながら、前記2片1a、1b同士を閉じ合わせて分割前の一体となった状態に戻すことで、前記銅母線4を前記伸線ダイス1a、1bの孔に挿通した状態にする工程を含むことを特徴としている。
(もっと読む)
金属管の冷間抽伸装置及び抽伸用治具
【課題】グリッパー装置により抽伸用治具を疵つけることなく確実に把持でき、繰り返し使用しても欠片を生じさせずに抽伸加工できる金属管の冷間抽伸装置を提供する。
【解決手段】素管1の口絞り部2内周に係合して軸部21を引き抜き方向に突出させ、この軸部21をグリッパー装置30で把持して牽引する冷間抽伸装置において、グリッパー装置30のグリッパー部材33a,33bを、軸心に対し引き抜き方向に向かって外側に拡開するテーパ状ガイド面32a,32bに沿って摺動可能に設け、各グリッパー部材33a,33bの把持面部34a,34bを引き抜き方向に向かって外側への傾斜面とし、抽伸用治具の軸部21に把持面部の傾斜に対応する傾斜把持部23を設け、グリッパー部材33a,33bの把持面部34a,34bにより抽伸用治具20の傾斜把持部23を線接触又は面接触で把持して牽引できるように設ける。
(もっと読む)
異形金属材料の引抜き工法
【課題】異形金属素材の引抜き成形工法に関するものである。
【解決手段】ダイス1で異形金属素材2を引抜き成形するに当り、ダイス1に異形金属素材2の端部を圧入して絞り出し、ダイス1より所定寸法だけ突出させて口付け5を形成した後、その突出した口付け5を引抜き手段により保持して引抜くことにより、困難な異形金属素材の引抜き成形を歩留まり良く、また従来ではできなかった形状の製品も引抜き成形により効率よく成形することができるようになった。
(もっと読む)
線材端末ダイス引抜装置、及び、線材端末ダイス通し用装置
【課題】線材先端をダイスに通過させた後所定の長さまで引抜く作業において大きな労働負荷を伴うことなく、安全かつ簡便に引抜くことができる装置を提供する。
【解決手段】線材端末のダイス引抜き装置にかかり、その要旨は、順次長さ方向に縮径された線材端部をダイス孔に挿入した後、所定の長さをダイスによって引抜く装置であって、架台に備えられたダイス固定部とレール部と引抜駆動部が備えられ、前記レール部には線材端末把持治具がレールに沿って移動可能に配置され、前記線材端末把持治具はダイス固定部に対して線材端末を把持する治具を有すると共に、前記引抜駆動部にてレールに沿って移動される駆動連結部を備えたことを特徴とする。
(もっと読む)
先細状または尖ったカニューレを作製する方法
管状デバイスを作製する方法が提供される。その方法は、軸方向通路を有する管状ストック(24)を用意するステップと、管状ストックのワークピース部分を管状ストック(24)の残りの部分から分離させる軟化部分(104)を形成するように、管状ストック(24)を第1の加熱位置で加熱するステップと、軟化部分(104)を細長くしワークピース部分を残りの部分から分離して管状デバイスを形成するために、ワークピース部分を残りの部分から離すように伸線するステップと、を含む。伸線するステップは、管状デバイスが実質的に均一な内径を有する軸方向通路を有するような速度で実施され、細長い軟化部分(104)から形成された管状デバイスの端部が先細になる。 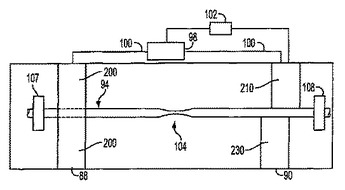 (もっと読む)
(もっと読む)
1 - 9 / 9
[ Back to top ]