
Fターム[4E096GA24]の内容
Fターム[4E096GA24]の下位に属するFターム
探傷 (3)
Fターム[4E096GA24]に分類される特許
1 - 4 / 4
断面の密度が分布する線材とその製造方法、製造装置および利用方法
【課題】本発明は、製品線材の送給時の矯正制御に好適な断面の密度が分布する線材の提供を目的とする。
【解決の手段】 空間および時間平均による局所相対密度が81%以上の高密度外周部と、局所相対密度が0.01%未満の超低密度部および、残部のコア部からなり、全体積に占める超低密度部の体積比率が60%未満である原線を駆動装置により送りながら、多角形形状断面または略多角形形状断面に成形するとともにコア部を圧密化する圧密工具と円形形状断面または略円形形状断面に加工するとともにコア部を破砕する破砕工具からなる延伸工具ブロックを単数回または複数回通材し、所望により更に仕上げ延伸手段を通材することにより、被加工線の横断面における表面からあらかじめ定めてある深さまでの平均密度が、周方向におけるあらかじめ定めてある部位とそれ以外の部位とにおいて相違するように密度を変化させることを特徴とする。
(もっと読む)
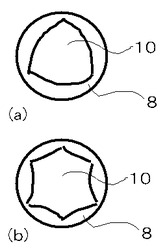
ガイドワイヤ用芯及びこの芯の評価方法

【課題】品質に優れた医療用ガイドワイヤの提供。
【解決手段】ガイドワイヤ2は、カバー8と芯10とを備えている。カバー8は、芯10を覆っている。芯10は、主部16とテーパー部18とを有している。主部16の線径は、実質的に一定である。テーパー部18は、先端4に向かって縮径している。このガイドワイヤ2の製造では、線材に伸線が施される。この線材が、低温焼鈍に供される。この線材に最終伸線が施される。この線材に真直矯正が施され、芯10が得られる。この芯10の、長さ方向に沿って測定されたうねりの高さは、7μm以下である。この芯10に、時効処理が施される。さらに、この芯10の先端近傍に、センターレス研削機によるテーパー加工が施される。この芯10に、カバーが被覆される。
(もっと読む)
線材の製造方法
【課題】その材質が難加工鋼からなる線材の製造方法の提供。
【解決手段】この製造方法は、(1)ビレットに圧延が施され、材質が難加工鋼である線状の母材26が得られる工程及び(2)この母材26に、その主成分が窒化チタンであるコーティング層をその表面に有するダイス24で、シェービングが施される工程を含む。この難加工鋼は、7質量%以上のNiを含む鋼である。好ましくは、この製造方法では、上記シェービングに施される母材26の加工速度は、100m/min以上120m/min以下である。このコーティング層34は、高い硬度を有する。このダイスは、その材質が難加工鋼である母材26にシェーピングを施しうる。このシェーピングにおいて、チッピング及びクラックは生じないので、この母材26のシェーピングで得られる線材28の表面に疵は形成されない。この製造方法では、高品質な線材28が得られうる。
(もっと読む)
線材移送装置、線材測定ユニット、先付機、および線材加工装置
【課題】簡単な構成で線材の表面の変形を抑えて、線材を移送可能な線材加工装置を提供する。
【解決手段】クランプユニット360は、往復移動可能な第一ブロック361Aおよび第二ブロック361Bと、第一ブロック361Aと第二ブロック361Bとの間に設けられ、線材210を挿通可能な挿通部364Aと、挿通部364Aと連続し互いに対向して、探傷装置に向かうに従って線材210の外周部から離隔して傾斜する案内面365A、365Bと、第一ブロック361Aおよび第二ブロック361Bと相対的に往復移動可能な第一駆動部363Aおよび第二駆動部363Bと、第一駆動部363Aおよび第二駆動部363Bに設けられ、案内面365A、365Bに当接するカム面368A1、368B1および線材210の外周面と対向する保持面369A、369Bを有する第一保持部材368Aおよび第二保持部材368Bを具備した。
(もっと読む)
1 - 4 / 4
[ Back to top ]