
Fターム[4F071DA20]の内容
高分子成形体の製造 (85,574) | 研摩性、摩擦性物品の製造 (306) | 研摩材料 (127) | 多孔質 (53)
Fターム[4F071DA20]に分類される特許
41 - 53 / 53
研磨パッドの製造方法
【課題】 研磨領域と光透過領域との間からのスラリー漏れを防止することができ、光学的検知精度に優れる研磨パッドを生産性よく製造する方法を提供する。
【解決手段】 機械発泡法により気泡分散ウレタン組成物を調製する工程、透明支持フィルムをモールド内に配置し、該支持フィルム上の所定位置に注入孔及び注入壁を有する光透過領域形成用型枠を配置する工程、前記注入孔内に光透過領域形成材料を吐出し、該光透過領域形成材料を硬化させて光透過領域を形成する工程、前記注入孔外の前記透明支持フィルム上に前記気泡分散ウレタン組成物を吐出し、該気泡分散ウレタン組成物を硬化させて研磨領域を形成する工程、及び前記光透過領域形成用型枠及びモールドを離型して、光透過領域と研磨領域との間に隙間を有する研磨層を作製する工程を含む研磨パッドの製造方法。
(もっと読む)
研磨材料
【課題】磁気記録ディスク等のテクスチャリング加工において、低Ra値化に対応でき、かつ十分な加工レートや、テクスチャー痕の均一性、シャープさを保持しつつ、加工面のスクラッチ発生を抑制できる研磨材料を提供する。
【解決手段】主として平均繊維径5μm以下の極細短繊維からなる不織布を有し、高分子溶液および/またはラジカル反応性化合物溶液を不織布と共存させた状態でラジカル種を発生させる改質処理により得られる研磨材料。
(もっと読む)
研磨パッド
【課題】 平坦化特性及び面内均一特性に優れる研磨パッドを提供する。また、該研磨パッドを用いた半導体デバイスの製造方法を提供する。
【解決手段】 独立気泡を有する研磨層を含む研磨パッドにおいて、前記独立気泡は楕円気泡を含み、前記研磨層の切断面における楕円気泡の平均長径Lと平均短径Sの比(L/S)が1.1〜5であることを特徴とする研磨パッド。
(もっと読む)
研磨パッドおよびその製造方法
【課題】研磨時においてスクラッチの発生が極めて少なく、研磨均一性に一層優れ、より高度の平坦化が可能であり、著しく長時間使用可能であり、金属含量も少ない研磨パッドを安価に提供すること。
【解決手段】ウレタン(メタ)アクリレート(A)から誘導される構造単位と、ウレタン(メタ)アクリレート(A)以外のエチレン性不飽和モノマー(B)から誘導される構造単位とを有する共重合体を含有する発泡構造の研磨層を有する研磨パッド。
(もっと読む)
不織布研磨シート
【課題】研磨層(ポリウレタンエラストマーからなる多孔質銀面層)表面の均一性に優れ、被研磨面を凹凸なく均一に研磨することが出来る研磨シートを提供すること。
【解決手段】研磨面の表面に微細孔を多数形成させた多孔質銀面層を有する研磨シートであって、前記微細孔のうち孔径50μmφ以下の微細孔が表面に存在する全微細孔の85%以上を占め、該多孔質銀面層を塗布するベース基材が厚さ0.7〜2.5mmのポリエステル不織布である不織布研磨シート。
(もっと読む)
研磨方法
【課題】
本発明は、かかる従来技術の背景に鑑み、ガラス、半導体、誘電/金属複合体及び集積回路等の被研磨材を研磨パッド上にスラリーを供給しながら研磨をおこなう際に、平均スラリー使用量を低減しても、大きな異音を生じず、ウェハー表面へのダメージを少なくした研磨方法を提供せんとするものである。
【解決手段】
本発明は、上記課題を解決するために、次のような手段を採用するものである。すなわち、本発明の研磨方法は研磨パッドを用いて、スラリーを供給しながら研磨する方法であって、研磨圧力が450g/cm2以上、研磨パッド面積159.5平方センチメートルあたりの平均スラリー使用量が50cc/分以上150cc/分以下であり、研磨開始から3秒間以上、250cc/分以上の平均スラリー使用量で研磨することを特徴とする研磨方法である。
(もっと読む)
研磨パッド用ウレタン組成物及びそれを用いた研磨パッド
【課題】 水系媒体中に砥粒を分散させた研磨スラリーの存在下での被研磨面の研磨を行う場合、研磨スラリーに対する研磨パッドの濡れ性を改善することにより、研磨スラリーの供給量の均一化および研磨スラリーの保持量を向上させ、平坦性、面内均一性、時間当たりの研磨量の均一化を図ることができる研磨パッドを供給することにある。
【解決手段】 特定の構造を有するジオ−ルとポリイソシアネートとを反応させて得られる、側鎖にエチレンオキサイドの繰り返し単位を有し、かつ主鎖の末端にイソシアネート基を有するウレタンプレポリマーと鎖伸長剤とを含んでなる研磨パッド用ウレタン組成物、及び前記研磨パッド用ウレタン組成物を用いて形成され、表面にエチレンオキサイドの繰り返し単位を有する親水性研磨パッドに関する。
(もっと読む)
研磨パッド梱包物及びその製造方法
【課題】 保管中に研磨パッドが黄変したり、膨張又は収縮することのない研磨パッド梱包物、及びその製造方法を提供することを目的とする。
【解決手段】 研磨パッドが酸素透過率2cc/m2・day以下、かつ水蒸気透過率2g/m2・day以下のガスバリア性フィルムで梱包されている研磨パッド梱包物。
(もっと読む)
研磨パッドおよびその製造方法
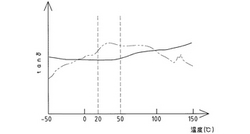
【課題】研磨パッドの作業温度領域にガラス転移点を発現させず、かつ粘弾性挙動を安定的とし、温度変化に係る研磨安定性と、更には形状的または構造的な研磨安定性とを確保する。
【解決手段】ポリオールおよびイソシアネートからなる主原料と各種副原料とから構成される単一のポリウレタンフォームから成形された研磨パッドであって、前記ポリウレタンフォームのガラス転移点を、20℃未満または50℃を超える範囲に存在させると共に、そのASTM 2240に規定されるD硬度を40〜70の範囲とする。
(もっと読む)
研磨パッド用クッション材
【課題】 うねりのある半導体ウェーハや回路形成過程で局所の段差が生じたウェーハでも、そのうねりや段差に沿ってウェーハ全面を均一に高低差を緩和するように研磨できるポリウレタン発泡体であって、吸水性、水膨潤性が極めて低く、水による膨潤変形が生じ難い研磨パッド用クッション材を提供する。
【解決手段】 ポリオールとポリイソシアネートの反応で得られるポリウレタン発泡体であって、水との接触角が90°以上であるポリウレタン発泡体であることを特徴とする。このポリウレタン発泡体は、疎水性ポリオールを使用したものが好ましく、また、自己スキン層が形成されたものが好ましい。
(もっと読む)
保持パッド及び保持パッドの製造方法

【課題】被研磨物を確実に保持することができ、加工表面の平坦性を向上させることができる保持パッドを提供する。
【解決手段】バックパッドは、100%モジュラスが10MPaのポリウレタン樹脂で形成されたポリウレタンシート2を有している。ポリウレタンシート2には、保持面P側に緻密な発泡が形成されたスキン層4が形成されている。ポリウレタンシート2は、保持面Pの裏面Q側が、ポリウレタンシート2の厚さがほぼ一様となるようにバフ処理されている。バフ処理では、成膜時の成膜基材43を剥離後、保持面Pの表面に圧接ローラ65の平坦な表面を圧接しながら、裏面Q側に出現した凹凸が除去される。バフ処理された裏面Q’側には、PET製フィルムの支持層が貼り合わされている。ポリウレタンシート2の厚さがほぼ一様で、スキン層4がそのまま残される。
(もっと読む)
研磨布の製造方法
【課題】軟質プラスチックフォームを有する仕上げ研磨用研磨布の厚さを一様に確保可能な製造方法を提供する。
【解決手段】塗布工程では、ポリウレタン樹脂溶液45がナイフコータ46により基材43に塗布される。搬送工程では、ポリウレタン樹脂溶液45を塗布された基材43が、支持ローラ48で略水平に支持されながら凝固槽20まで所定時間搬送される。基材43を略水平に搬送する時間は、60〜300秒に設定される。浸漬工程では、ポリウレタン樹脂溶液45が塗布され搬送された基材43が、ガイドローラ21からガイドローラ22へ向けて凝固液25中に略垂直に導入される。凝固液25中でポリウレタン樹脂を凝固再生させる。基材43が略水平に搬送される間にポリウレタン樹脂溶液45の厚さの大きな部分が小さくなるように流動する。
(もっと読む)
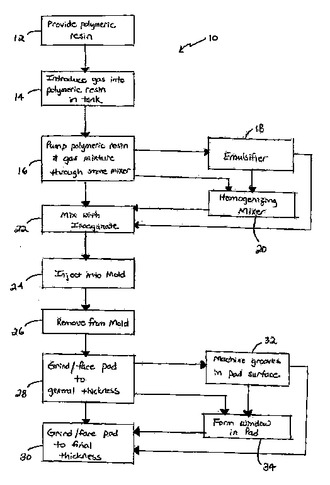
研磨パッドおよびその製造方法
ポリウレタンマトリックス中のガス気泡のサイズを制御する反応注入モールディングによって生成されたポリマーマトリックスを含む、ワーク表面を変更するための物品あるいは研磨パッドである。提供される液状ウレタンの前形は最初に操作モールドに注入され、硬化される。成形された製品は、その後離型され、両面を調整あるいは研磨して均等な素材の単一層からなる単一薄状の研磨パッドを形成する。
 (もっと読む)
(もっと読む)
41 - 53 / 53
[ Back to top ]