
Fターム[4F072AD56]の内容
強化プラスチック材料 (49,419) | マトリックス (8,173) | マトリックスの状態、条件 (339) | 発泡体、多孔体のもの (11)
Fターム[4F072AD56]に分類される特許
1 - 11 / 11
繊維複合体の製造方法
【課題】製造時における湿分等の影響を受けず、優れた機械的特性を備えており、且つ軽量な繊維複合体の製造方法を提供する。
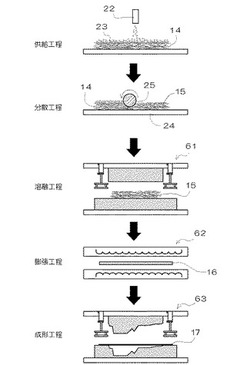
【解決手段】本発明の繊維複合体の製造方法は、補強繊維同士が熱可塑性樹脂により結着された構造を有する繊維複合体の製造方法であって、補強繊維は、植物性繊維及び無機繊維のうちの少なくとも一方であり、熱可塑性樹脂からなる殻壁を有する熱膨張性カプセル及び吸湿剤を含有する混合物を、補強繊維と熱可塑性樹脂繊維とが含まれたマットの表裏いずれか一面に供給する供給工程と、マットの一面を押圧することにより、マットの一面に供給された熱膨張性カプセルをマットの他面側へ向かって分散させる分散工程と、マットを構成する熱可塑性樹脂繊維を溶融する溶融工程と、マット内に分散された熱膨張性カプセルを加熱して膨張させる膨張工程と、を備える。
(もっと読む)
サンドイッチ構造体

【課題】表皮材の曲げ弾性率が高く高剛性のサンドイッチ構造体を提供する。
【解決手段】芯材8aと、該芯材8aの両面に設けられた表皮材8bとを有するサンドイッチ構造体8であって、該芯材8a及び表皮材8bは、短繊維がマトリックス樹脂中にランダムに分散した繊維強化樹脂よりなる。芯材8a中の強化繊維含有率が20〜80wt%であり、表皮材中の強化繊維含有率が30〜80wt%であり、表皮材の曲げ弾性率が10GPa以上が必須であり、芯材の見かけ密度が0.2〜1.2g/cm3以上である。好ましくは、表皮材の空隙率が10vol%未満であり、芯材の空隙率が10〜80vol%である。
(もっと読む)
炭素繊維強化熱可塑性樹脂ペレットの製造方法および装置
【課題】本発明は、炭素繊維束に含浸させた低粘度熱可塑性樹脂の外周を高粘度熱可塑性樹脂でコーティングし、樹脂ペレットに形成した後に炭素繊維束と樹脂とが分離しないようにし、高品位の樹脂ペレットを得ることを目的とする。
【解決手段】複数本の炭素繊維を集束した炭素繊維束(A)を連続的に供給し、その周囲に溶融状態の低粘度熱可塑性樹脂(D)を供給して炭素繊維束(A)の内部に含浸させ、次いで溶融状態の高粘度熱可塑性樹脂(E)を供給して外周を覆い、次に、低粘度熱可塑性樹脂(D)および高粘度熱可塑性樹脂(E)を冷却固化し、その後、所定長に切断する方法と構成である。
(もっと読む)
発泡成形体および発泡成形体の製造方法
【課題】耐衝撃性に優れた発泡成形体とその製造方法を提供すること。
【解決手段】強化繊維と樹脂成分とを含有する樹脂組成物とからなる発泡成形体であって、前記強化繊維は、ポリアルキレンテレフタレートおよび/またはポリアルキレンナフタレンジカルボキシレートからなるベース繊維(A−I)と、該ベース繊維(A−I)100重量部あたり0.1〜10重量部の、前記ベース繊維(A−1)の表面に付着した収束剤(A−II)を含有する表面処理繊維(A)を含有し、前記樹脂成分は、不飽和カルボン酸および/または不飽和カルボン酸誘導体で変性されたポリオレフィン樹脂である変性ポリオレフィン樹脂(B)を含有する発泡成形体であって、発泡倍率が1.3〜5倍であることを特徴とする発泡成形体。
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法とその製造設備
【課題】下面材近傍のガラス繊維密度を容易に低下させることができるガラス繊維強化硬質ポリウレタンフォームの製造方法を提供する。
【解決手段】ガラス繊維を含む硬質ポリウレタンフォームの製造方法であって、下面材1Lを供給する下面材供給工程、ガラス繊維マット6を下面材1L上に供給するガラス繊維マット供給工程、下面材1L上に発泡原液組成物Aを供給する原液供給工程、発泡原液組成物A上に上面材1Uを供給する上面材供給工程、この上面材供給工程後、上面材1Uの上方からニップローラー8により押圧力を付与させつつ、発泡原液組成物Aを反応・発泡させてガラス繊維強化硬質ポリウレタンフォームBとする発泡工程とを有し、発泡工程において、下面材1Lの下方に設置される下面材支持台4上に、下面材1Lを部分的に上方に持ち上げるための複数の棒状の持ち上げ部材11が下面材1Lの搬送方向に沿って配置されている。
(もっと読む)
セルロース繊維含有熱可塑性樹脂組成物の製造方法
【課題】 解繊されたセルロース繊維を含有するものが得られるセルロース繊維含有熱可塑性樹脂組成物の製造方法の提供。
【解決手段】 攪拌手段として回転羽根を有するミキサー中にセルロース繊維集合体を入れ、高速攪拌することにより、前記セルロース繊維集合体を解繊するとき、前記セルロース繊維集合体として棒状のパルプシートを用い、ミキサーの羽根とのなす角度が45°〜90°の範囲になるようにして、前記棒状のパルプシートと前記羽根を接触させて解繊する工程、前記ミキサー内に熱可塑性樹脂を入れた後に攪拌することで、発生した摩擦熱により前記熱可塑性樹脂を溶融させて、解繊されたセルロース繊維に前記熱可塑性樹脂が付着した混合物を得る工程、前記混合物を冷却しながら低速攪拌する工程を有するセルロース繊維含有熱可塑性樹脂組成物の製造方法。
(もっと読む)
繊維強化発泡体構造
繊維強化発泡体構造の前駆体は、強化繊維約50〜約75質量%およびベールバインダー約50〜約25質量%を有するベースベールを包含する。前記ベースベールは約35〜約400g/m2の単位面積当たり質量を有する。さらに前記ベースベールは、約20〜約200g/m2の量の発泡性バインダーで含浸されている。  (もっと読む)
(もっと読む)
レール敷設用樹脂成形体、並びに、レール敷設用樹脂成形体の製造方法
【課題】 制振効果に優れるポリウレタン樹脂のレール敷設用成形体を提供することを課題とする。
【解決手段】 本発明のレール敷設用成形体1は、ポリオールとイソシアネートとを反応させて得られるポリウレタン樹脂部10と繊維部23を有し、レール敷設用成形体1には繊維部23が含有している。このポリオールは、水酸基価が80〜350mgKOH/gであり、官能基数が2.0〜3.5であり、ポリオールとイソシアネートとの混合比を、1:1.1〜1:0.4としたものである。そのため、ポリウレタン樹脂部10が、適度に軟らかく制振性を有し、適度に硬く強度や耐久性を有している。
(もっと読む)
長繊維樹脂成形体、並びに、長繊維樹脂成形体の製造方法
【課題】 樹脂成形体の強度低下がほとんどなく、制振性に優れる長繊維樹脂成形体を提供する。
【解決手段】 本発明の長繊維樹脂成形体1は、樹脂部10と、長繊維である繊維部11とを有しており、樹脂部10が繊維部11によって補強されている。また、長繊維樹脂成形体1はゲル状樹脂12を有しており、ゲル状樹脂12は、繊維部11と樹脂部10との間に介在している。そのため、ゲル状樹脂12によって振動を減衰させることができ、長繊維樹脂成形体1の制振性は優れている。
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法とその製造装置
【課題】移動するガラス繊維マットの表面に小さい抵抗で接触しつつ、その表面に可能な限り凹凸を生じさせることなく均一に押圧して平滑度の高い表面にし、発泡原液組成物を供給可能にし、高品質なガラス繊維強化硬質ポリウレタンフォームの製造方法とその製造装置を提供する。
【解決手段】下面材供給装置から供給された下面材2上にガラス繊維マット3を供給するガラス繊維マット供給工程と、供給されたガラス繊維マット3上を幅方向にわたり押圧する押え工程と、供給されたガラス繊維マット3上に硬質ポリウレタンフォーム発泡原液組成物Uを供給する原液供給工程と、原液を供給されたその上面に対して上面材供給装置から連続的に上面材7を供給する上面材供給工程と、を有する。押え工程を、ガラス繊維マット3上の幅方向にわたり略等ピッチに配置された多数の線状をした押え手段4により押圧して行う。
(もっと読む)
樹脂発泡体の製造方法
【課題】水のみを発泡剤として使用し、機械的強度が高く、断熱性能が従来の水発泡タイプよりも優れ、裁断によるクラックが発生しない繊維強化樹脂発泡体の製造方法を提供する。
【解決手段】ポリオール化合物、発泡剤及び整泡剤を含むポリオール組成物とポリイソシアネート成分とを混合した発泡原液組成物を繊維体に供給し、発泡硬化させて繊維体を含む発泡体とする繊維強化樹脂発泡体とする製造方法であって、繊維強化樹脂発泡体は密度が90〜150kg/m3 であり、発泡剤は水であり、ポリオール化合物は芳香族ポリエステルポリオール50〜95重量部、芳香族アミンポリエーテルポリオール5〜15重量部を含み、ポリオール組成物の水酸基価が250〜550mgKOH/gであるポリオール組成物を使用する。
(もっと読む)
1 - 11 / 11
[ Back to top ]