
Fターム[4F201AH35]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 用途物品 (774) | 電気電子装置(←電子部品) (162) | 送配電(←プラグ、コネクタ) (10) | 電線 (8)
Fターム[4F201AH35]に分類される特許
1 - 8 / 8
被覆廃材加工方法
【課題】被覆廃材の加工において、被覆廃材の品質劣化を低減でき、さらに、作業環境の悪化を回避できるとともに、被覆廃材が生じる色替え工程に対して独立したタイミングで実施できること。
【解決手段】加熱されることにより軟化した被覆用材料は、被覆用材料押出部により線状の被覆廃材1として押し出され、被覆廃材1は、冷却用容器20によって線状のまま水冷され、冷却された線状の被覆廃材1は、ストランドカッターによって常温でペレット状に切断される。
(もっと読む)
原材料の取出し装置および方法

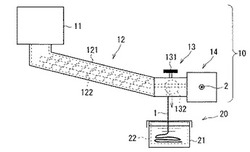
【課題】ケーブルの製造に用いる原材料を、清浄性を確保しつつ効率的にケーブル製造装置へと送り込む、原材料の取出し装置および方法を提供。
【解決手段】ケーブル製造装置に原材料を供給する供給口11と、供給口11を原材料の取出口2に取り付けられる部分17とケーブル製造装置に取り付けられる部分18とに分割して取出口2が供給口11に取り付けられているときに供給口11を開閉させる開閉弁13を有する、ケーブル製造装置と連結して原材料を取り出す装置1はさらに、気体を部分17に供給して部分17を浄化する気体供給部14を有する。
(もっと読む)
樹脂ペレットの洗浄方法
【課題】フィッシュアイ等の欠陥の発生を低減させることができる樹脂ペレットの洗浄方法を提供すること。
【解決手段】
樹脂フィルムまたは樹脂シートの製造方法は、樹脂ペレットを洗浄する工程と、洗浄した樹脂ペレットをもちいて樹脂フィルムまたは樹脂シートを成形する工程とを含む。樹脂ペレットを洗浄する工程は、樹脂ペレットと、水とを第一の筒体内に導入する工程と、第一の筒体の排出口に向けて前記樹脂ペレットと前記水とを搬送しながら、水流により樹脂ペレット表面から異物を除去して樹脂ペレットを洗浄する工程とを含む。
(もっと読む)
樹脂ペレットの洗浄方法
【課題】フィッシュアイ等の欠陥の発生を低減させることができる樹脂ペレットの洗浄方法を提供すること。
【解決手段】
樹脂フィルムまたは樹脂シートの製造方法は、樹脂ペレットを洗浄する工程と、洗浄した樹脂ペレットをもちいて樹脂フィルムまたは樹脂シートを成形する工程とを含む。樹脂ペレットを洗浄する工程は、樹脂ペレットと、水とを第一の筒体内に導入する工程と、第一の筒体の排出口に向けて前記樹脂ペレットと前記水とを搬送しながら、水流により樹脂ペレット表面から異物を除去して樹脂ペレットを洗浄する工程とを含む。
(もっと読む)
ケーブルを脱気するための改善された方法
本発明は、(i)エチレンと4から20個の炭素原子を有する不飽和エステルとの極性コポリマーから本質的になる相Iの材料、(ii)無極性の低密度ポリエチレンから本質的になる相IIの材料、ならびに(iii)相Iの材料および/または相IIの材料の中に分散された導電性充填剤材料から作製されるまたはこれらを含有する組成物から調製された架橋済半導体シールド層を有する電気ケーブルの脱気方法である。脱気温度は、セ氏70度を超える。 (もっと読む)
樹脂組成物の製造方法及び電線・ケーブル
【課題】主原料である芳香族ポリエステル樹脂を効率的に加熱溶融させ、その樹脂混合物の変色や性能劣化を生じさせることがなく、良好な樹脂組成物の製造方法を提供する。
【解決手段】主原料投入口4とサイドフィード7とを有する押出機1を用い、主原料である樹脂Aと、その樹脂よりも溶融温度の低い第2樹脂成分Bとを、押出機1に投入して混和する樹脂組成物の製造方法において、第2樹脂成分Bを主原料投入口4から投入後、樹脂Aをサイドフィード7から投入して混和する方法である。
(もっと読む)
絶縁電線の製造装置及び製造方法
【課題】電子線照射装置を備えても大型の設備にならず、また、電子線を効率よく照射することも可能な絶縁電線の製造装置及び製造方法を提供する。
【解決手段】押出機3に投入するペレット9に対しペレット用電子線照射装置13を用いて必要照射量よりも少ない量の電子線を照射しペレット9を半架橋させる第一工程と、半架橋させたペレット14を押出機3にて混練した後、導体7の外側に押し出して導体7に部分架橋状態の絶縁体8を被覆する第二工程と、導体7に被覆してなる部分架橋状態の絶縁体8に対し絶縁体用電子線照射装置18を用いて残り分の電子線を照射する第三工程と、を含んで絶縁電線2を製造する。
(もっと読む)
押出機用スクリュー
【課題】樹脂温度上昇の抑制と高い混練効果を両立させた押出機用スクリューを提供する。
【解決手段】スクリューの基端側から先端側まで連続的に形成された外径一定な主フライト2と、スクリューの長手方向中間部に形成された、前記主フライト2よりも外径が小さく、リード角が大きい副フライト3とを有するバリアフライトタイプの押出機用スクリューで、前記主フライト2と副フライト3の外径差を基端側よりも先端側の方で大きくすると共に、計量部Mの溝深さを供給部Fの溝深さよりも深くして圧縮比を1.0以下にした。ハロゲンフリー樹脂の押出成形に好適である。
(もっと読む)
1 - 8 / 8
[ Back to top ]