
被覆廃材加工方法

【課題】被覆廃材の加工において、被覆廃材の品質劣化を低減でき、さらに、作業環境の悪化を回避できるとともに、被覆廃材が生じる色替え工程に対して独立したタイミングで実施できること。
【解決手段】加熱されることにより軟化した被覆用材料は、被覆用材料押出部により線状の被覆廃材1として押し出され、被覆廃材1は、冷却用容器20によって線状のまま水冷され、冷却された線状の被覆廃材1は、ストランドカッターによって常温でペレット状に切断される。
【解決手段】加熱されることにより軟化した被覆用材料は、被覆用材料押出部により線状の被覆廃材1として押し出され、被覆廃材1は、冷却用容器20によって線状のまま水冷され、冷却された線状の被覆廃材1は、ストランドカッターによって常温でペレット状に切断される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、線材被覆装置から排出される被覆廃材を加工する被覆廃材加工方法に関するものである。
【背景技術】
【0002】
昨今、樹脂材などの廃材は、破砕機などによって粒状に加工され、様々な用途に再利用される。樹脂材などの部材を粒状に加工する装置として、破砕機の他、ストランドカッターなどが存在する。例えば、特許文献1には、樹脂を加工し、樹脂ペレットを製造する装置であるストランドカッターが示されている。ストランドカッターは、線状の部材をその一方の端部からその長手方向に沿って順次切断する装置である。
【0003】
一方、導電性の線材及び絶縁性の被覆材からなる電線は、線材被覆装置を用いた電線の被覆工程において線材に対する被覆が施される。線材は、例えば銅又はアルミニウムなどからなる導体である。また、被覆材の材料は、ポリ塩化ビニルなどの樹脂を組成物とする絶縁性材料である。
【0004】
一般に、線材被覆装置は、被覆用材料押出装置及び被覆処理具を備える。被覆用材料押出装置は、被覆用材料を加熱し、その加熱によって軟化した被覆用材料を、スクリューコンベアなどによって押し出す装置である。被覆処理具は、被覆用材料押出装置から押し出される軟化した被覆用材料を電線の線材の周囲に導くことにより、線材を被覆用材料で被覆する治具である。被覆処理具は、成形用ダイなどと称される。
【0005】
また、電線は、その種類に応じて被覆用材料の色が異なるため、電線の被覆工程においては、色替え工程が実施される。色替え工程は、被覆用材料を収容する複数の補給容器の中から、製造する電線の種類に応じた補給容器を選択し、選択した補給容器を被覆用材料押出装置に接続する工程である。複数の補給容器は、それぞれ色の異なる被覆用材料を収容する容器である。補給容器が被覆用材料押出装置に接続されることにより、補給容器内の被覆用材料が、被覆用材料押出装置内へ順次補給される。
【0006】
補給容器の切り替えが行われると、複数の色の被覆用材料が被覆用材料押出装置内に混在する状況が生じ、その状況下で被覆工程が実行されると、不良電線が製造されてしまう。そのため、色替え工程においては、補給容器の切り替え後の一定期間において、被覆用材料押出装置内の被覆用材料を被覆処理具へ供給することなく排出する被覆用材料排出工程が実施される。この被覆用材料排出工程が、補給容器の切り替えと色替え後の被覆用材料を用いた被覆工程との間の期間に実施されることにより、不良電線が無駄に製造されてしまうことを防止できる。
【0007】
色替え工程において排出される被覆用材料は、被覆廃材又は色替え屑などと称され、加工された後に、電線被覆の用途又は他の用途において再利用される。従来、色替え工程で発生した被覆廃材は、破砕機により破砕された後に再利用される。軟化した状態で排出される被覆廃材は、冷えて硬化した塊の状態になると、大パワーの破砕機を用いないと破砕できなくなる。大パワーの破砕機は、消費電力が大きく、騒音も大きい。そのため、色替え工程で排出された被覆廃材は、軟化した樹脂組成材の塊の状態で破砕機に投入され、これにより破砕される。破砕されて粒状になった被覆廃材は再利用される。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2003−200417号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、従来の被覆廃材は、軟化した樹脂組成材の塊の状態で破砕機に投入されることにより、品質が大きく劣化するという問題点があった。その理由は、軟化した状態の被覆廃材、即ち、高温の被覆廃材が、破砕機内のロータ刃物との摩擦によって非常に高温となるためであると考えられる。
【0010】
従って、高温で破砕された被覆廃材を電線の被覆用材料として再利用する場合、電線の品質確保のために、被覆用材料における被覆廃材の含有率が低く制限されるという問題点があった。例えば、被覆用材料がポリ塩化ビニルを主成分とする樹脂である場合、リサイクル材料としての被覆用材料は、被覆廃材の含有率が約20%を超える場合、即ち、樹脂組成のバージン材料の含有率が約80%未満である場合、電線の被覆材として要求される性能を十分に満たさない。
【0011】
また、破砕機は、通常、騒音が大きく、粉塵を排出するため、作業環境の悪化につながるという問題点もあった。
【0012】
また、被覆廃材の破砕は、極力小さいパワーの破砕機を採用できるよう、被覆廃材が冷えて固化する前に、即ち、色替え工程と並行して、実行されることが要求される。そのため、被覆廃材の従来の加工方法は、色替え工程を実施するタイミングを設定する電線製造工程の設計において大きな制約条件となるという問題点もあった。
【0013】
本発明の目的は、被覆廃材の加工において、被覆廃材の品質劣化を低減でき、さらに、作業環境の悪化を回避できるとともに、被覆廃材が生じる色替え工程に対して独立したタイミングで実施できることである。
【課題を解決するための手段】
【0014】
本発明に係る被覆廃材加工方法は、線材被覆装置から排出される被覆用材料である被覆廃材を加工する方法である。上記線材被覆装置は、被覆用材料押出部と流路切替部と被覆処理部とを備える。上記被覆用材料押出部は、加熱されることにより軟化した被覆用材料を押し出す。上記流路切替部は、上記被覆用材料押出部から押し出される被覆用材料の流路を第1流路及び第2流路のいずれか一方に選択的に切り替える。上記被覆処理部は、電線の線材を前記第1流路を通じて供給される被覆用材料で被覆する。また、被覆廃材は、上記線材被覆装置から上記第2流路を通じて排出される。そして、本発明に係る被覆廃材加工方法は、以下に示す冷却工程と切断工程とを有する。上記冷却工程は、上記第2流路を通じて排出される線状の上記被覆廃材を線状のまま冷却する工程である。上記切断工程は、上記冷却工程を経た線状の上記被覆廃材をペレット状に切断する工程である。
【0015】
上記冷却工程の典型例は、冷却用の液体により線状の上記被覆廃材を冷却する工程である。また、上記切断工程の典型例は、ストランドカッターを用いて線状の上記被覆廃材をその一方の端部からその長手方向に沿って順次切断する工程である。
【発明の効果】
【0016】
本発明によれば、被覆廃材は、冷却工程を経て線状の状態が維持され、常温で加工(切断)されるため、被覆廃材の品質劣化が低減される。また、電線の被覆工程において排出される被覆廃材は、そもそも線状で排出されるため、本発明の実施のために、被覆廃材を改めて線状に加工する必要はない。
【0017】
また、本発明における切断工程は、被覆廃材を破砕する工程に比べ、騒音が小さく、粉塵の排出はほとんどないため、作業環境の悪化を回避できる。さらに、冷却工程を経た線状の被覆廃材は、しばらく放置されても後の切断工程に悪影響を及ぼすような状態変化が生じない。そのため、被覆廃材を加工する切断工程は、被覆廃材が生じる色替え工程とは独立したタイミングで実施できる。従って、本発明によれば、色替え工程を実施するタイミングを設定する際の制約条件が従来よりも少なくなり、電線製造工程の設計が容易となる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施形態に係る被覆廃材加工方法における冷却工程の様子及び線材被覆装置を表す概略図である。
【図2】線材被覆装置が備える流路切替ユニットの2つの状態を表す縦断面図である。
【図3】線材被覆装置が備える被覆処理具の水平断面図である。
【図4】本発明の実施形態に係る被覆廃材加工方法における切断工程に用いられるストランドカッターの概略縦断面図である。
【図5】本発明の実施形態に係る被覆廃材加工方法の手順を示すフローチャートである。
【発明を実施するための形態】
【0019】
以下、添付の図面を参照しながら、本発明の実施形態について説明する。以下の実施形態は、本発明を具体化した一例であって、本発明の技術的範囲を限定するものではない。
【0020】
<線材被覆装置>
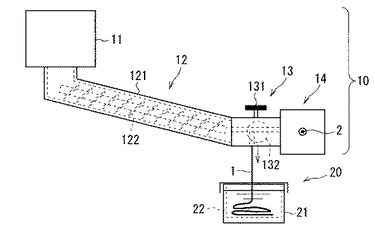
まず、図1から図3を参照しつつ、本発明の実施形態に係る実施形態に係る被覆廃材加工方法の加工対象となる被覆廃材を排出する線材被覆装置10について説明する。図1に示されるように、線材被覆装置10は、補給容器11、被覆用材料押出装置12、流路切替ユニット13及び被覆処理具14を備えている。
【0021】
補給容器11は、粒状の被覆用材料を収容する容器であり、被覆用材料押出装置12に対して着脱可能に構成されている。補給容器11が被覆用材料押出装置12に接続されることにより、補給容器11内の被覆用材料が、被覆用材料押出装置12内へ順次補給される。それぞれ色の異なる粒状の被覆用材料を収容する複数の補給容器11が用意され、電線被覆の色替え工程の際に、目的の色の被覆材料を収容する補給容器11が、被覆用材料押出装置12に接続される。
【0022】
被覆用材料押出装置12は、シリンダ121及びシリンダ121に内包されたスクリューコンベア122を備える。スクリューコンベア122は、付図示のモータに連結され、回転する。補給容器11内の被覆用材料は、シリンダ121内に供給され、シリンダ121に設けられた不図示のヒータによって加熱されてゲル状に軟化する。加熱によって軟化した被覆用材料は、回転するスクリューコンベア122により、シリンダ121の後段の流路切替ユニット13の方向へ押し出される。即ち、被覆用材料押出装置12は、加熱されることにより軟化した被覆用材料を後段側へ押し出す装置である。
【0023】
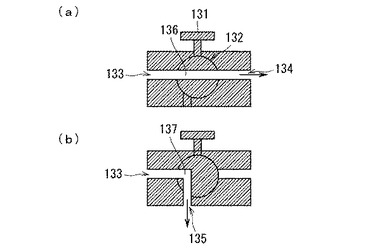
流路切替ユニット13は、被覆用材料押出装置12から押し出される軟化した被覆用材料の流路を、コック131の操作に応じて、二分岐された2つの流路のいずれか一方に選択的に切り替える器具である。図2は、流路切替ユニット13の2つの状態を表す縦断面図である。
【0024】
図2に示されるように、流路切替ユニット13は、回転操作の対象となるコック131と、そのコック131の回転に連動して被覆材料の流路を切り替えるバルブ132とを備えている。さらに、流路切替ユニット13は、その本体に、被覆材料が流入する入口孔133と、被覆材料が流出する第1の出口孔134及び第2の出口孔135とが形成されている。第1の出口孔134は、被覆処理具14における被覆材料の流入口に連通する孔である。一方、第2の出口孔135は、線材被覆装置10の外部(下方)に解放された孔である。
【0025】
図2(a)は、バルブ132がコック131の操作に応じて第1の向きで保持され、入口孔133と第1の出口孔134とに連通する第1流路136が形成された状態を表している。バルブ132が第1の向きで保持されているとき、前段の被覆用材料押出装置12から押し出された被覆材料は、入口孔133へ流入し、第1流路136を通って被覆処理具14へ押し出される。
【0026】
図2(b)は、バルブ132がコック131の操作に応じて第2の向きで保持され、入口孔133と第2の出口孔135とに連通する第2流路137が形成された状態を表している。バルブ132が第2の向きで保持されているとき、前段の被覆用材料押出装置12から押し出された被覆材料は、入口孔133へ流入し、第2流路137を通って線材被覆装置10の下方へ排出される。第2流路137の断面形状は、例えば円形である。このようにして排出される被覆材料が被覆廃材1である。
【0027】
電線の被覆工程を実施するときには、流路切替ユニット13のバルブ132は、コック131の操作によって第1の向きで保持される。これにより、被覆用材料押出装置12から押し出される軟化した被覆用材料は、流路切替ユニット13の第1流路136を通って被覆処理具14へ流入する。
【0028】
一方、電線被覆の色替えの際には、補給容器11の接続切り替えが行われるとともに、コック131の操作により、流路切替ユニット13のバルブ132が、予め定められた時間、第2の向きで保持される(図2(b)の状態)。その保持の時間は、被覆用材料押出装置12内の全ての被覆用材料が、色替え前の被覆用材料から色替え後の被覆用材料へ入れ替わるのに要する時間である。その後、流路切替ユニット13のバルブ132は、コック131の操作によって第1の向きへ戻される(図2(a)の状態)。
【0029】
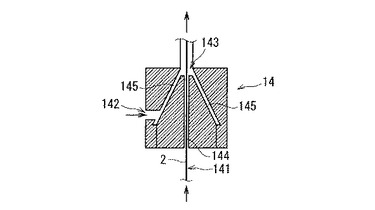
被覆処理具14は、電線の線材2を、流路切替ユニット13の第1流路136を通じて供給される被覆用材料で被覆する器具である。被覆処理具14は、一般にダイと称される。図3は、被覆処理具14の水平断面図である。
【0030】
図3に示されるように、被覆処理具14は、第1の入口孔141、第2の入口孔142及び出口孔143が形成されている。第1の入口孔141は、銅又はアルミニウムなどの導体からなる線材2の入口である。第2の入口孔142は、流路切替ユニット13の第1流路136を経た被覆用材料の入口である。
【0031】
被覆処理具14は、その内部に、線材案内路144と被覆用材料の流路145とが形成されている。線材案内路144は、第1の入口孔141と出口孔143とに連通する直線状の貫通孔であり、電線用の線材2が挿通される。被覆用材料の流路145は、第2の入口孔142と出口孔143とに連通し、線材案内路144の周囲において、出口孔143に向かうほど徐々に直径が小さくなるテーパ状に形成されている。線材案内路144に挿通された線材2が、第1の入口孔141から出口孔143へ向かう方向へ繰り出され、被覆用材料が流路145内に押し出されることにより、線材2の周囲に被覆用材料が形成された電線が、出口孔143から送り出される。
【0032】
被覆廃材1は、第2流路137を通じて排出された時点では、第2流路137を通過することによって線状に成形されているが、高温で軟化した状態である。そのため、排出された被覆廃材1は、高温の状態のまま堆積すると塊となる。本発明においては、高温かつ線状の状態で排出される被覆廃材1は、線状のまま水冷されることにより、線状に維持さた状態で容器に収容され、その後、ペレット状に切断される。以下、その詳細について説明する。
【0033】
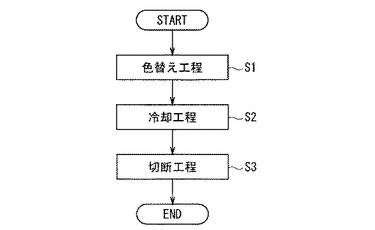
図5は、本発明の実施形態に係る被覆廃材加工方法の手順を示すフローチャートである。図5及び以下の説明におけるS1〜S3は、手順の識別符号を表す。
【0034】
まず、流路切替ユニット13において、第2流路137が形成されるようにコック131が操作されることにより、色替え工程が開始される(S1)。これにより、第2流路137からの線状の被覆廃材の排出が始まる。
【0035】
さらに、色替え工程(S1)と並行して、第2流路137を通じて排出される線状の被覆廃材1を線状のまま冷却する冷却工程が行われる(S2)。図1に示されるように、流路切替ユニット13の下方には、上側に開口が形成された冷却用容器20が配置され、この冷却用容器20によって被覆廃材1は冷却される。
【0036】
冷却用容器20は、外側の水槽21と内側の網状容器22との二重構造を有している。水槽21は、上側に開口が形成され、水が貯められている容器である。第2流路137を通じて排出される線状の被覆廃材1は、線状まま水槽21内の水に浸って冷却され、線状のまま水槽21内に蓄積される。なお、冷却に用いる液体の典型例は水であるが、その他の液体が冷却用の液体として用いられることも考えられる。
【0037】
水槽21内に設けられた網状容器22は、水切り用の容器であり、水槽21内から取り出し可能に構成されている。被覆廃材1は、水槽21内に設けられた網状容器22内に収容される。網状容器22を水槽21内から取り出すという容易な操作により、水槽21からの被覆廃材1の取り出し及び被覆廃材1の水切りが可能となる。
【0038】
前述したように、色替え工程(S1)及び冷却工程(S2)は、被覆用材料押出装置12内の全ての被覆用材料が、色替え前の被覆用材料から色替え後の被覆用材料へ入れ替わるまで行われる。これにより、冷却用容器20内に、1回以上の色替え工程(S1)により生じた線状の被覆廃材1が蓄積される。その後、流路切替ユニット13において、第1流路136が形成されるようにコック131が操作されることにより、色替え工程は終了する。
【0039】
冷却用容器20に蓄積された被覆廃材1、即ち、冷却工程(S2)を経た線状の被覆廃材1は、任意のタイミングで実行される切断工程において、ペレット状に切断される(S3)。切断工程(S3)において、線状の被覆廃材1は、ストランドカッターを用いてペレット状に切断される。
【0040】
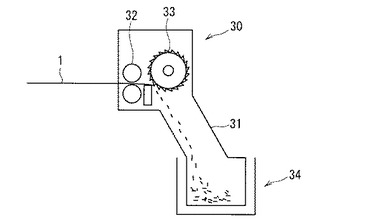
図4は、切断工程(S3)で用いられるストランドカッター30の概略縦断面図である。図4に示されるように、ストランドカッター30は、シュート部31、搬送ローラ対32、回転カッター33及び収容部34を備えている。
【0041】
線状の被覆廃材1は、投入口から下方の搬送ローラ対32へ人手により案内される。搬送ローラ対32は、2つの回転ローラからなり、投入された線状の被覆廃材1を2つの回転ローラの間に挟持しつつ後段へ送り出す。
【0042】
回転カッター33は、搬送ローラ対32から送り出される線状の被覆廃材1を、その一方の端部からその長手方向に沿って順次切断する。線状の被覆廃材1は、この回転カッター33により、常温の状態でペレット状に切断され、下方のシュート部31に沿って、さらに下方に配置された収容部34内に収容される。
【0043】
以上に示した被覆廃材1の加工法によれば、高温の状態(軟化した状態)で排出される被覆廃材1は、冷却工程(S2)を経ることにより、例えば30℃未満の常温まで冷却されて線状の状態が維持される。さらに、線状の状態に維持された被覆廃材1は、切断工程(S3)において常温の状態のまま加工(切断)される。そのため、ペレット状に加工された被覆廃材1は、高温状態で破砕された従来の被覆廃材に比べ、品質劣化が低減される。
【0044】
例えば、被覆用材料がポリ塩化ビニルを主成分とする樹脂である場合、上記加工法により常温でペレット状に加工された被覆廃材1は、バージン材料が混合されることなく、電線の被覆用材料として再利用することができた。即ち、上記加工法により得られた被覆廃材1は、それ単独で電線の被覆材として十分な性能を示した。
【0045】
また、電線の被覆工程において排出される被覆廃材1は、そもそも線状で排出されるため、上記加工法の実施のために、被覆廃材1を改めて線状に加工する必要はない。
【0046】
また、切断工程(S3)は、被覆廃材1を破砕する工程に比べ、騒音が小さく、粉塵の排出はほとんどないため、作業環境の悪化を回避できる。例えば、破砕機による被覆廃材1の破砕音が約95dB以上であるのに対し、ストランドカッター30による被覆廃材1の切断音は、約80dB以下である。また、ストランドカッター30は、破砕機に比べて設置面積が小さい。
【0047】
また、冷却工程(S2)を経た線状の被覆廃材1は、しばらく放置されても後の切断工程(S3)に悪影響を及ぼすような状態変化が生じない。そのため、切断工程(S3)は、被覆廃材1が生じる色替え工程(S1)とは独立したタイミングで実施できる。従って、色替え工程(S1)を実施するタイミングを設定する際の制約条件が従来よりも少なくなり、電線製造工程の設計の自由度が高まる。
【0048】
以上に示した実施形態では、被覆廃材1が冷却用容器20内に蓄積され、1回以上の色替え及びそれに伴う冷却工程(S2)の終了後に、切断工程(S3)が実行された。その他、冷却工程(S2)と切断工程(S3)とが連続的に実行されることも考えられる。例えば、冷却容器20内を通過することによって冷却された被覆廃材1が、直接、ストランドカッター30へ投入されることが考えられる。
【符号の説明】
【0049】
1 被覆廃材、2 線材、10 線材被覆装置、11 補給容器、12 被覆用材料押出装置、13 流路切替ユニット、14 被覆処理具、20 冷却用容器、21 水槽、22 網状容器、31 シュート部、32 搬送ローラ対、33 回転カッター、34 収容部、121 シリンダ、122 スクリューコンベア、131 コック、132 バルブ、133 入口孔、134 第1の出口孔、135 第2の出口孔、136 第1流路、137 第2流路、141 第1の入口孔、142 第2の入口孔、143 出口孔、144 線材案内路、145 被覆用材料の流路、S1〜S3 手順の識別符号。
【技術分野】
【0001】
本発明は、線材被覆装置から排出される被覆廃材を加工する被覆廃材加工方法に関するものである。
【背景技術】
【0002】
昨今、樹脂材などの廃材は、破砕機などによって粒状に加工され、様々な用途に再利用される。樹脂材などの部材を粒状に加工する装置として、破砕機の他、ストランドカッターなどが存在する。例えば、特許文献1には、樹脂を加工し、樹脂ペレットを製造する装置であるストランドカッターが示されている。ストランドカッターは、線状の部材をその一方の端部からその長手方向に沿って順次切断する装置である。
【0003】
一方、導電性の線材及び絶縁性の被覆材からなる電線は、線材被覆装置を用いた電線の被覆工程において線材に対する被覆が施される。線材は、例えば銅又はアルミニウムなどからなる導体である。また、被覆材の材料は、ポリ塩化ビニルなどの樹脂を組成物とする絶縁性材料である。
【0004】
一般に、線材被覆装置は、被覆用材料押出装置及び被覆処理具を備える。被覆用材料押出装置は、被覆用材料を加熱し、その加熱によって軟化した被覆用材料を、スクリューコンベアなどによって押し出す装置である。被覆処理具は、被覆用材料押出装置から押し出される軟化した被覆用材料を電線の線材の周囲に導くことにより、線材を被覆用材料で被覆する治具である。被覆処理具は、成形用ダイなどと称される。
【0005】
また、電線は、その種類に応じて被覆用材料の色が異なるため、電線の被覆工程においては、色替え工程が実施される。色替え工程は、被覆用材料を収容する複数の補給容器の中から、製造する電線の種類に応じた補給容器を選択し、選択した補給容器を被覆用材料押出装置に接続する工程である。複数の補給容器は、それぞれ色の異なる被覆用材料を収容する容器である。補給容器が被覆用材料押出装置に接続されることにより、補給容器内の被覆用材料が、被覆用材料押出装置内へ順次補給される。
【0006】
補給容器の切り替えが行われると、複数の色の被覆用材料が被覆用材料押出装置内に混在する状況が生じ、その状況下で被覆工程が実行されると、不良電線が製造されてしまう。そのため、色替え工程においては、補給容器の切り替え後の一定期間において、被覆用材料押出装置内の被覆用材料を被覆処理具へ供給することなく排出する被覆用材料排出工程が実施される。この被覆用材料排出工程が、補給容器の切り替えと色替え後の被覆用材料を用いた被覆工程との間の期間に実施されることにより、不良電線が無駄に製造されてしまうことを防止できる。
【0007】
色替え工程において排出される被覆用材料は、被覆廃材又は色替え屑などと称され、加工された後に、電線被覆の用途又は他の用途において再利用される。従来、色替え工程で発生した被覆廃材は、破砕機により破砕された後に再利用される。軟化した状態で排出される被覆廃材は、冷えて硬化した塊の状態になると、大パワーの破砕機を用いないと破砕できなくなる。大パワーの破砕機は、消費電力が大きく、騒音も大きい。そのため、色替え工程で排出された被覆廃材は、軟化した樹脂組成材の塊の状態で破砕機に投入され、これにより破砕される。破砕されて粒状になった被覆廃材は再利用される。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2003−200417号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、従来の被覆廃材は、軟化した樹脂組成材の塊の状態で破砕機に投入されることにより、品質が大きく劣化するという問題点があった。その理由は、軟化した状態の被覆廃材、即ち、高温の被覆廃材が、破砕機内のロータ刃物との摩擦によって非常に高温となるためであると考えられる。
【0010】
従って、高温で破砕された被覆廃材を電線の被覆用材料として再利用する場合、電線の品質確保のために、被覆用材料における被覆廃材の含有率が低く制限されるという問題点があった。例えば、被覆用材料がポリ塩化ビニルを主成分とする樹脂である場合、リサイクル材料としての被覆用材料は、被覆廃材の含有率が約20%を超える場合、即ち、樹脂組成のバージン材料の含有率が約80%未満である場合、電線の被覆材として要求される性能を十分に満たさない。
【0011】
また、破砕機は、通常、騒音が大きく、粉塵を排出するため、作業環境の悪化につながるという問題点もあった。
【0012】
また、被覆廃材の破砕は、極力小さいパワーの破砕機を採用できるよう、被覆廃材が冷えて固化する前に、即ち、色替え工程と並行して、実行されることが要求される。そのため、被覆廃材の従来の加工方法は、色替え工程を実施するタイミングを設定する電線製造工程の設計において大きな制約条件となるという問題点もあった。
【0013】
本発明の目的は、被覆廃材の加工において、被覆廃材の品質劣化を低減でき、さらに、作業環境の悪化を回避できるとともに、被覆廃材が生じる色替え工程に対して独立したタイミングで実施できることである。
【課題を解決するための手段】
【0014】
本発明に係る被覆廃材加工方法は、線材被覆装置から排出される被覆用材料である被覆廃材を加工する方法である。上記線材被覆装置は、被覆用材料押出部と流路切替部と被覆処理部とを備える。上記被覆用材料押出部は、加熱されることにより軟化した被覆用材料を押し出す。上記流路切替部は、上記被覆用材料押出部から押し出される被覆用材料の流路を第1流路及び第2流路のいずれか一方に選択的に切り替える。上記被覆処理部は、電線の線材を前記第1流路を通じて供給される被覆用材料で被覆する。また、被覆廃材は、上記線材被覆装置から上記第2流路を通じて排出される。そして、本発明に係る被覆廃材加工方法は、以下に示す冷却工程と切断工程とを有する。上記冷却工程は、上記第2流路を通じて排出される線状の上記被覆廃材を線状のまま冷却する工程である。上記切断工程は、上記冷却工程を経た線状の上記被覆廃材をペレット状に切断する工程である。
【0015】
上記冷却工程の典型例は、冷却用の液体により線状の上記被覆廃材を冷却する工程である。また、上記切断工程の典型例は、ストランドカッターを用いて線状の上記被覆廃材をその一方の端部からその長手方向に沿って順次切断する工程である。
【発明の効果】
【0016】
本発明によれば、被覆廃材は、冷却工程を経て線状の状態が維持され、常温で加工(切断)されるため、被覆廃材の品質劣化が低減される。また、電線の被覆工程において排出される被覆廃材は、そもそも線状で排出されるため、本発明の実施のために、被覆廃材を改めて線状に加工する必要はない。
【0017】
また、本発明における切断工程は、被覆廃材を破砕する工程に比べ、騒音が小さく、粉塵の排出はほとんどないため、作業環境の悪化を回避できる。さらに、冷却工程を経た線状の被覆廃材は、しばらく放置されても後の切断工程に悪影響を及ぼすような状態変化が生じない。そのため、被覆廃材を加工する切断工程は、被覆廃材が生じる色替え工程とは独立したタイミングで実施できる。従って、本発明によれば、色替え工程を実施するタイミングを設定する際の制約条件が従来よりも少なくなり、電線製造工程の設計が容易となる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施形態に係る被覆廃材加工方法における冷却工程の様子及び線材被覆装置を表す概略図である。
【図2】線材被覆装置が備える流路切替ユニットの2つの状態を表す縦断面図である。
【図3】線材被覆装置が備える被覆処理具の水平断面図である。
【図4】本発明の実施形態に係る被覆廃材加工方法における切断工程に用いられるストランドカッターの概略縦断面図である。
【図5】本発明の実施形態に係る被覆廃材加工方法の手順を示すフローチャートである。
【発明を実施するための形態】
【0019】
以下、添付の図面を参照しながら、本発明の実施形態について説明する。以下の実施形態は、本発明を具体化した一例であって、本発明の技術的範囲を限定するものではない。
【0020】
<線材被覆装置>
まず、図1から図3を参照しつつ、本発明の実施形態に係る実施形態に係る被覆廃材加工方法の加工対象となる被覆廃材を排出する線材被覆装置10について説明する。図1に示されるように、線材被覆装置10は、補給容器11、被覆用材料押出装置12、流路切替ユニット13及び被覆処理具14を備えている。
【0021】
補給容器11は、粒状の被覆用材料を収容する容器であり、被覆用材料押出装置12に対して着脱可能に構成されている。補給容器11が被覆用材料押出装置12に接続されることにより、補給容器11内の被覆用材料が、被覆用材料押出装置12内へ順次補給される。それぞれ色の異なる粒状の被覆用材料を収容する複数の補給容器11が用意され、電線被覆の色替え工程の際に、目的の色の被覆材料を収容する補給容器11が、被覆用材料押出装置12に接続される。
【0022】
被覆用材料押出装置12は、シリンダ121及びシリンダ121に内包されたスクリューコンベア122を備える。スクリューコンベア122は、付図示のモータに連結され、回転する。補給容器11内の被覆用材料は、シリンダ121内に供給され、シリンダ121に設けられた不図示のヒータによって加熱されてゲル状に軟化する。加熱によって軟化した被覆用材料は、回転するスクリューコンベア122により、シリンダ121の後段の流路切替ユニット13の方向へ押し出される。即ち、被覆用材料押出装置12は、加熱されることにより軟化した被覆用材料を後段側へ押し出す装置である。
【0023】
流路切替ユニット13は、被覆用材料押出装置12から押し出される軟化した被覆用材料の流路を、コック131の操作に応じて、二分岐された2つの流路のいずれか一方に選択的に切り替える器具である。図2は、流路切替ユニット13の2つの状態を表す縦断面図である。
【0024】
図2に示されるように、流路切替ユニット13は、回転操作の対象となるコック131と、そのコック131の回転に連動して被覆材料の流路を切り替えるバルブ132とを備えている。さらに、流路切替ユニット13は、その本体に、被覆材料が流入する入口孔133と、被覆材料が流出する第1の出口孔134及び第2の出口孔135とが形成されている。第1の出口孔134は、被覆処理具14における被覆材料の流入口に連通する孔である。一方、第2の出口孔135は、線材被覆装置10の外部(下方)に解放された孔である。
【0025】
図2(a)は、バルブ132がコック131の操作に応じて第1の向きで保持され、入口孔133と第1の出口孔134とに連通する第1流路136が形成された状態を表している。バルブ132が第1の向きで保持されているとき、前段の被覆用材料押出装置12から押し出された被覆材料は、入口孔133へ流入し、第1流路136を通って被覆処理具14へ押し出される。
【0026】
図2(b)は、バルブ132がコック131の操作に応じて第2の向きで保持され、入口孔133と第2の出口孔135とに連通する第2流路137が形成された状態を表している。バルブ132が第2の向きで保持されているとき、前段の被覆用材料押出装置12から押し出された被覆材料は、入口孔133へ流入し、第2流路137を通って線材被覆装置10の下方へ排出される。第2流路137の断面形状は、例えば円形である。このようにして排出される被覆材料が被覆廃材1である。
【0027】
電線の被覆工程を実施するときには、流路切替ユニット13のバルブ132は、コック131の操作によって第1の向きで保持される。これにより、被覆用材料押出装置12から押し出される軟化した被覆用材料は、流路切替ユニット13の第1流路136を通って被覆処理具14へ流入する。
【0028】
一方、電線被覆の色替えの際には、補給容器11の接続切り替えが行われるとともに、コック131の操作により、流路切替ユニット13のバルブ132が、予め定められた時間、第2の向きで保持される(図2(b)の状態)。その保持の時間は、被覆用材料押出装置12内の全ての被覆用材料が、色替え前の被覆用材料から色替え後の被覆用材料へ入れ替わるのに要する時間である。その後、流路切替ユニット13のバルブ132は、コック131の操作によって第1の向きへ戻される(図2(a)の状態)。
【0029】
被覆処理具14は、電線の線材2を、流路切替ユニット13の第1流路136を通じて供給される被覆用材料で被覆する器具である。被覆処理具14は、一般にダイと称される。図3は、被覆処理具14の水平断面図である。
【0030】
図3に示されるように、被覆処理具14は、第1の入口孔141、第2の入口孔142及び出口孔143が形成されている。第1の入口孔141は、銅又はアルミニウムなどの導体からなる線材2の入口である。第2の入口孔142は、流路切替ユニット13の第1流路136を経た被覆用材料の入口である。
【0031】
被覆処理具14は、その内部に、線材案内路144と被覆用材料の流路145とが形成されている。線材案内路144は、第1の入口孔141と出口孔143とに連通する直線状の貫通孔であり、電線用の線材2が挿通される。被覆用材料の流路145は、第2の入口孔142と出口孔143とに連通し、線材案内路144の周囲において、出口孔143に向かうほど徐々に直径が小さくなるテーパ状に形成されている。線材案内路144に挿通された線材2が、第1の入口孔141から出口孔143へ向かう方向へ繰り出され、被覆用材料が流路145内に押し出されることにより、線材2の周囲に被覆用材料が形成された電線が、出口孔143から送り出される。
【0032】
被覆廃材1は、第2流路137を通じて排出された時点では、第2流路137を通過することによって線状に成形されているが、高温で軟化した状態である。そのため、排出された被覆廃材1は、高温の状態のまま堆積すると塊となる。本発明においては、高温かつ線状の状態で排出される被覆廃材1は、線状のまま水冷されることにより、線状に維持さた状態で容器に収容され、その後、ペレット状に切断される。以下、その詳細について説明する。
【0033】
図5は、本発明の実施形態に係る被覆廃材加工方法の手順を示すフローチャートである。図5及び以下の説明におけるS1〜S3は、手順の識別符号を表す。
【0034】
まず、流路切替ユニット13において、第2流路137が形成されるようにコック131が操作されることにより、色替え工程が開始される(S1)。これにより、第2流路137からの線状の被覆廃材の排出が始まる。
【0035】
さらに、色替え工程(S1)と並行して、第2流路137を通じて排出される線状の被覆廃材1を線状のまま冷却する冷却工程が行われる(S2)。図1に示されるように、流路切替ユニット13の下方には、上側に開口が形成された冷却用容器20が配置され、この冷却用容器20によって被覆廃材1は冷却される。
【0036】
冷却用容器20は、外側の水槽21と内側の網状容器22との二重構造を有している。水槽21は、上側に開口が形成され、水が貯められている容器である。第2流路137を通じて排出される線状の被覆廃材1は、線状まま水槽21内の水に浸って冷却され、線状のまま水槽21内に蓄積される。なお、冷却に用いる液体の典型例は水であるが、その他の液体が冷却用の液体として用いられることも考えられる。
【0037】
水槽21内に設けられた網状容器22は、水切り用の容器であり、水槽21内から取り出し可能に構成されている。被覆廃材1は、水槽21内に設けられた網状容器22内に収容される。網状容器22を水槽21内から取り出すという容易な操作により、水槽21からの被覆廃材1の取り出し及び被覆廃材1の水切りが可能となる。
【0038】
前述したように、色替え工程(S1)及び冷却工程(S2)は、被覆用材料押出装置12内の全ての被覆用材料が、色替え前の被覆用材料から色替え後の被覆用材料へ入れ替わるまで行われる。これにより、冷却用容器20内に、1回以上の色替え工程(S1)により生じた線状の被覆廃材1が蓄積される。その後、流路切替ユニット13において、第1流路136が形成されるようにコック131が操作されることにより、色替え工程は終了する。
【0039】
冷却用容器20に蓄積された被覆廃材1、即ち、冷却工程(S2)を経た線状の被覆廃材1は、任意のタイミングで実行される切断工程において、ペレット状に切断される(S3)。切断工程(S3)において、線状の被覆廃材1は、ストランドカッターを用いてペレット状に切断される。
【0040】
図4は、切断工程(S3)で用いられるストランドカッター30の概略縦断面図である。図4に示されるように、ストランドカッター30は、シュート部31、搬送ローラ対32、回転カッター33及び収容部34を備えている。
【0041】
線状の被覆廃材1は、投入口から下方の搬送ローラ対32へ人手により案内される。搬送ローラ対32は、2つの回転ローラからなり、投入された線状の被覆廃材1を2つの回転ローラの間に挟持しつつ後段へ送り出す。
【0042】
回転カッター33は、搬送ローラ対32から送り出される線状の被覆廃材1を、その一方の端部からその長手方向に沿って順次切断する。線状の被覆廃材1は、この回転カッター33により、常温の状態でペレット状に切断され、下方のシュート部31に沿って、さらに下方に配置された収容部34内に収容される。
【0043】
以上に示した被覆廃材1の加工法によれば、高温の状態(軟化した状態)で排出される被覆廃材1は、冷却工程(S2)を経ることにより、例えば30℃未満の常温まで冷却されて線状の状態が維持される。さらに、線状の状態に維持された被覆廃材1は、切断工程(S3)において常温の状態のまま加工(切断)される。そのため、ペレット状に加工された被覆廃材1は、高温状態で破砕された従来の被覆廃材に比べ、品質劣化が低減される。
【0044】
例えば、被覆用材料がポリ塩化ビニルを主成分とする樹脂である場合、上記加工法により常温でペレット状に加工された被覆廃材1は、バージン材料が混合されることなく、電線の被覆用材料として再利用することができた。即ち、上記加工法により得られた被覆廃材1は、それ単独で電線の被覆材として十分な性能を示した。
【0045】
また、電線の被覆工程において排出される被覆廃材1は、そもそも線状で排出されるため、上記加工法の実施のために、被覆廃材1を改めて線状に加工する必要はない。
【0046】
また、切断工程(S3)は、被覆廃材1を破砕する工程に比べ、騒音が小さく、粉塵の排出はほとんどないため、作業環境の悪化を回避できる。例えば、破砕機による被覆廃材1の破砕音が約95dB以上であるのに対し、ストランドカッター30による被覆廃材1の切断音は、約80dB以下である。また、ストランドカッター30は、破砕機に比べて設置面積が小さい。
【0047】
また、冷却工程(S2)を経た線状の被覆廃材1は、しばらく放置されても後の切断工程(S3)に悪影響を及ぼすような状態変化が生じない。そのため、切断工程(S3)は、被覆廃材1が生じる色替え工程(S1)とは独立したタイミングで実施できる。従って、色替え工程(S1)を実施するタイミングを設定する際の制約条件が従来よりも少なくなり、電線製造工程の設計の自由度が高まる。
【0048】
以上に示した実施形態では、被覆廃材1が冷却用容器20内に蓄積され、1回以上の色替え及びそれに伴う冷却工程(S2)の終了後に、切断工程(S3)が実行された。その他、冷却工程(S2)と切断工程(S3)とが連続的に実行されることも考えられる。例えば、冷却容器20内を通過することによって冷却された被覆廃材1が、直接、ストランドカッター30へ投入されることが考えられる。
【符号の説明】
【0049】
1 被覆廃材、2 線材、10 線材被覆装置、11 補給容器、12 被覆用材料押出装置、13 流路切替ユニット、14 被覆処理具、20 冷却用容器、21 水槽、22 網状容器、31 シュート部、32 搬送ローラ対、33 回転カッター、34 収容部、121 シリンダ、122 スクリューコンベア、131 コック、132 バルブ、133 入口孔、134 第1の出口孔、135 第2の出口孔、136 第1流路、137 第2流路、141 第1の入口孔、142 第2の入口孔、143 出口孔、144 線材案内路、145 被覆用材料の流路、S1〜S3 手順の識別符号。
【特許請求の範囲】
【請求項1】
加熱されることにより軟化した被覆用材料を押し出す被覆用材料押出部と、
前記被覆用材料押出部から押し出される前記被覆用材料の流路を第1流路及び第2流路のいずれか一方に選択的に切り替える流路切替部と、
電線の線材を前記第1流路を通じて供給される前記被覆用材料で被覆する被覆処理部と、
を備える線材被覆装置から前記第2流路を通じて排出される前記被覆用材料である被覆廃材を加工する被覆廃材加工方法であって、
前記第2流路を通じて排出される線状の前記被覆廃材を線状のまま冷却する冷却工程と、
前記冷却工程を経た線状の前記被覆廃材をペレット状に切断する切断工程と、
を有することを特徴とする被覆廃材加工方法。
【請求項2】
前記冷却工程は、冷却用の液体により線状の前記被覆廃材を冷却する工程である請求項1に記載の被覆廃材加工方法。
【請求項3】
前記切断工程は、ストランドカッターを用いて線状の前記被覆廃材をその一方の端部からその長手方向に沿って順次切断する工程である請求項1又は請求項2に記載の被覆廃材加工方法。
【請求項1】
加熱されることにより軟化した被覆用材料を押し出す被覆用材料押出部と、
前記被覆用材料押出部から押し出される前記被覆用材料の流路を第1流路及び第2流路のいずれか一方に選択的に切り替える流路切替部と、
電線の線材を前記第1流路を通じて供給される前記被覆用材料で被覆する被覆処理部と、
を備える線材被覆装置から前記第2流路を通じて排出される前記被覆用材料である被覆廃材を加工する被覆廃材加工方法であって、
前記第2流路を通じて排出される線状の前記被覆廃材を線状のまま冷却する冷却工程と、
前記冷却工程を経た線状の前記被覆廃材をペレット状に切断する切断工程と、
を有することを特徴とする被覆廃材加工方法。
【請求項2】
前記冷却工程は、冷却用の液体により線状の前記被覆廃材を冷却する工程である請求項1に記載の被覆廃材加工方法。
【請求項3】
前記切断工程は、ストランドカッターを用いて線状の前記被覆廃材をその一方の端部からその長手方向に沿って順次切断する工程である請求項1又は請求項2に記載の被覆廃材加工方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−167996(P2011−167996A)
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願番号】特願2010−35739(P2010−35739)
【出願日】平成22年2月22日(2010.2.22)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願日】平成22年2月22日(2010.2.22)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
[ Back to top ]