
Fターム[4F207KL51]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | 押出ダイ (1,317)
Fターム[4F207KL51]の下位に属するFターム
材質 (28)
ダイを固定する手段、交換する手段 (29)
ダイの全体的構造(←組立て式ダイ) (207)
ダイの細部(←リップ部の構造) (1,027)
Fターム[4F207KL51]に分類される特許
1 - 20 / 26
筒状部材の製造方法および製造装置
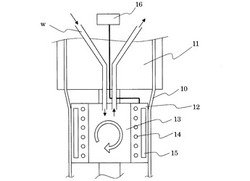
【課題】筒状部材を構成する樹脂の材質によらず、筒状部材の寸法や物性を適切に制御することができる筒状部材の製造方法および製造装置を提供する。
【解決手段】樹脂材料を、環状ダイスを介して筒状に押出して筒状押出物10を得る押出工程と、押出された筒状押出物10の内周面をマンドレル12の外周面に接触させて冷却する冷却工程と、を含む筒状部材の製造方法である。マンドレル12として、冷却媒体を循環させる冷却部13と、冷却部の外周に配置されたヒータ14と、ヒータの外周に配置された熱媒体層15と、を備えるものを用いる。
(もっと読む)
ポリカーボネート共押出し多層シート

【課題】 8mm以下の細幅で過酷な使用がなされる電子部品搬送体用のキャリアテープに使用可能な、品質が均一で安定しており且つ優れた帯電防止性能を有するポリカーボネート共押出し多層シートを提供する。
【解決手段】 カーボンブラックを4乃至7質量%の量で且つ界面活性剤を0.1乃至2.0質量%の量で含有するポリカーボネート樹脂組成物からなる最内層であるコア層と、カーボンブラックを7乃至15質量%の量で含有するポリカーボネート樹脂組成物からなる最外層である二つの表面層とを備えるポリカーボネート共押出し多層シートであって、体積固有抵抗値が1014Ω以下であり、表面抵抗値が1010Ω以下であり、その総厚は100乃至300μmであり、且つ二つの表面層の厚みの合計は総厚の25乃至67%であることを特徴とするポリカーボネート共押出し多層シートを使用する。
(もっと読む)
超音波振動成形方法及び超音波振動成形装置
【課題】ノズルへのメヤニの付着を抑制でき、適用可能なノズル形状に制約がなく、印加する超音波振動の腹・節の位置の調整が不要な超音波振動成形方法の提供。
【解決手段】ノズルに超音波振動を印加しながら成形材料の押出し成形を行う超音波振動成形方法において、ノズルに印加する超音波振動の周波数を所定範囲で変化させながら、ノズルのインピーダンスが最も低下する周波数を検出するステップS1と、検出された周波数を中心発振周波数とした超音波振動をノズルに印加するステップS2と、を含む超音波振動成形方法を提供する。
(もっと読む)
固形燃料製造装置、固形燃料の製造方法
【課題】樹脂とバイオマス材料を原料とする固形燃料を製造する技術を提案する。
【解決手段】固形燃料製造装置は、スクリュー12を備えた本体10と、ダイス20とを備える。ダイス20は、貫通孔22の穿たれたダイス板21と、貫通孔22と同径の孔を持ち貫通孔22と同軸でダイス板21に取付けられた細管23とを備える。本体10に投入された樹脂とバイオマス材料を含む原料は、スクリュー12によりダイス20に向けて送られる。ダイス20に到達したとき、原料中の樹脂は溶融している。原料は、貫通孔22から細管23の孔に押し込まれる。原料中の樹脂は、細管23の中で冷えて硬化する。細管23の先端から押出された原料は切断機構30で切断され、ペレット状の固形燃料となる。
(もっと読む)
多層樹脂フィルム、樹脂被覆金属板、多層樹脂フィルムの製造方法、及び樹脂被覆金属板の製造方法
【課題】本発明は、溶融粘度が互いに相違する複数の樹脂層からなる多層フィルムにおいて、表面の凹凸が小さい多層樹脂フィルム、多層樹脂フィルムを金属板に積層してなる樹脂被覆金属板、および溶融粘度が互いに相違する複数の溶融樹脂を、高速でかつフィルム表面に凹凸を形成させずに積層して多層樹脂フィルムとする多層樹脂フィルムの製造方法、ならびに多層樹脂フィルムを金属板に積層する樹脂被覆金属板の製造方法を提供する。
【解決手段】少なくとも着色成分を含有するポリエステル樹脂及び着色成分を含有しないポリエステル樹脂から構成される多層樹脂フィルムにおいて、前記着色成分を含有しないポリエステル樹脂が、押出温度における溶融張力Tmが1.0g≦Tmであり、且つ該着色成分を含有しないポリエステル樹脂から成るフィルムの厚さが全厚さの3分の1以上であることを特徴とする無延伸の多層樹脂フィルム。
(もっと読む)
半導電性ベルトの製造方法
【課題】半導電性ベルトにおける電気抵抗値の電圧依存性を小さくすることが可能であるとともに、電気抵抗値の面内バラツキを抑制可能な、電気特性に優れた半導電性ベルトの製造方法を提供することを目的とする。
【解決手段】導電性フィラーを含有するポリエーテルサルホン系樹脂フィルムからなる半導電性ベルトを製造する方法であって、前記導電性フィラーを含有するポリエーテルサルホン系樹脂をフィルム状に成形した後、該フィルム1にプラズマ処理を施すことを特徴とする。
(もっと読む)
セルロース系樹脂フィルム及びその製造方法並びに装置
【課題】セルロース系樹脂フィルムを溶融製膜方法により製造する場合に、ダイから溶融樹脂を吐出する際にフィルムの面質を落とすスジ故障の発生を抑制することができるセルロース系樹脂フィルム、及び面質に優れるセルロース系樹脂フィルムを生産得率よく製造する製造方法及び装置、並びに製造したセルロース系樹脂フィルムを提供する。
【解決手段】押出機で溶融した溶融樹脂を、ダイ12から走行又は回転する冷却支持体上にシート状に吐出して冷却固化する溶融製膜法によるセルロース系樹脂フィルムの製造方法において、前記ダイ12の前記溶融樹脂に接触する接触部の表面粗さが0.3μm以下、接触角が50°以上、且つ表面エネルギーが60mN/m以下である前記ダイ12から、前記溶融樹脂を吐出することを特徴とするセルロース系樹脂フィルムの製造方法。
(もっと読む)
導電性網体及びその製造方法
【課題】極細導電繊維を含有する熱可塑性合成樹脂組成物を押出成形又は延伸成形しても良好な表面抵抗率を示す導電性網体とその製造方法を提供する。
【解決手段】極細導電繊維含有熱可塑性樹脂組成物を押出成形したネット状合成樹脂網体Nを、加熱された加熱室7に導き、前記網体Nを前記組成物のガラス転移温度から融点温度よりも30℃高い温度の温度範囲に、又は/及び、粘度が5.0×103Pa・s以上、1.0×107Pa・s未満の粘度範囲に加熱する。この加熱により、極細導電繊維が表面に露出したり、表面から突出したり、表面から100nm未満の内部に含有したりして表面抵抗率を低下させ、それを101〜1013Ω/□未満にされた導電性網体Aを製造することができる。
(もっと読む)
押出成形システム、押出成形用複合金型及び押出成形用金型
【課題】複数の金型部材間からの樹脂漏れを防止しつつ、かつ複数の金型部材の温度制御が容易な押出成形システムを提供する。
【解決手段】押出成形システム10の金型は、成形機本体から供給される樹脂組成物を所定断面形状に成形する第1のダイ15aと、第1のダイ15aを保持する第1のダイホルダ15bを備える絞り部15と、第1のダイ15aで所定断面形状に成形された樹脂組成物をさらに成形する第2のダイ6aと、第2のダイ6aを保持する第2のダイホルダ6bとを備え、シリンダヘッド4と絞り部15とは、シリンダヘッド4と第1のダイホルダ15bが所定の間隙を隔てて配設され、絞り部15と成形部6とは、第1のダイホルダ15bと第2のダイホルダ6bが所定の間隙を隔てて配設される。
(もっと読む)
ダイヘッド、ゴム押出機及びストリップゴム巻付装置
【課題】薄肉押出が可能なダイヘッドと、そのダイヘッドが装着されたゴム押出機と、そのダイヘッドを介して押し出されたストリップゴムを巻き付けてゴム部材を成形するためのストリップゴム巻付装置とを提供すること。
【解決手段】ゴム組成物を連続的に押し出すゴム押出機2に装着されるダイヘッド1に、ゴム組成物をストリップ状に成形して押出口14から押し出すためのスリット状ゴム流路13と、スリット状ゴム流路13の厚み方向に対向する内壁面の少なくとも片方を構成し、押出方向Pに沿って移動可能に設けられたベルト部材4と、ベルト部材4を駆動するベルト駆動装置としての第1サーボモータ16とを備える。
(もっと読む)
ダイレーター、ダイレーターの製造方法、およびシースイントロデューサー
【課題】より穿刺抵抗が小さく、術者がスムーズに体内に挿入できるダイレーターおよびこのダイレーターを備えるシースイントロデューサーを提供する。
【解決手段】基端側から先端側に貫通する内腔を有するダイレーターであって、基端側のチューブ部、該チューブ部の先端から先端側に向かって細くなるようなテーパが形成されたテーパ部、および、該テーパ部の先端から先端側に向かって延びるように形成された先端部を備え、先端部には、先端側に向かって細くなるとともに、テーパ部の先端部分での傾斜角度よりも小さな傾斜角度である微小テーパが形成されている。
(もっと読む)
押出し成形用金型
【課題】従来の押出し成形用金型は、成形条件などが変わるとその都度新たな金型を製作する必要があり、成形条件などの変更に対して柔軟に対応できなかった。
【解決手段】本発明による押出し成形用金型10は、筒状をなすシリンダ11と、このシリンダ11の貫通穴11aの長手方向基端側に取り外し可能に嵌着されるプラグ16と、基端側がシリンダ11の貫通穴11a内に位置してプラグ16の先端部に交換可能に連結されてシリンダ11の貫通穴11aの内周面との間に樹脂供給通路22を画成する樹脂分散駒17と、シリンダ11の長手方向先端部に交換可能に連結されるダイス14と、樹脂分散駒17の長手方向先端側に交換可能に連結されてダイス14の貫通穴31aの内周面との間に環状の樹脂押出し口35を画成するノズルチップ12とを具える。
(もっと読む)
Tダイ成形による成形体の製造方法
【課題】Tダイ成形時の生産性を改善しつつ、力学特性、光学特性が損なわれない、ポリプロピレン樹脂組成物の成形体を製造する方法、およびこの成形体を付形性よく真空成形して二次加工成形体を製造する方法を提供する。
【解決手段】ポリプロピレンとオレフィン系エラストマーとの合計量100重量%を基準として、ポリプロピレンを55〜95重量%の範囲、オレフィン系エラストマーを5〜45重量%の範囲含む樹脂混合物100重量部に対して、JIS K7112の密度勾配管法に従って測定した密度が880〜920(kg/m3)の範囲にあり、ゲルパーミエーションクロマトグラフィー(GPC)で測定したポリエチレン換算の数平均分子量(Mn)が500〜4,000の範囲にあり、ポリエチレンワックス0.01〜10重量部を添加した原料混合物を、Tダイ成形することにより成形体を製造する方法。
(もっと読む)
多層フィルム・シートの製造方法、多層フィルム・シート製造用合流装置及び多層フィルム・シート製造装置
【課題】各層の偏肉が少なく、層の均一性が良好となり、また層構成に対する自由度の高い多層フィルム・シートの製造方法及び製造装置の提供。
【解決手段】第1の押出機から樹脂流を合流装置に供給し、合流装置内で円柱状の第1樹脂流を形成するとともに、別の1つ以上の押出機から1種又はそれ以上の積層用樹脂流を合流装置に供給し、この合流装置内で前記積層用樹脂流を、前記第1樹脂流を囲むように配置したそれぞれの環状マニホールドを経て、前記第1樹脂流に合流させて、同心円状の環状積層流とし、この環状積層流を直接又は平坦に潰した後で合流装置出口側に設けられたTダイに導いて、該Tダイからフィルム又はシート状に押し出して多層フィルム・シートを得ることを特徴とする多層フィルム・シートの製造方法。
(もっと読む)
樹脂シートの製造方法及び装置
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、欠陥なく所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法及び装置を提供する。
【解決手段】ダイ12より押し出したシート状の樹脂材料14とこの樹脂材料の片面側に供給されるバックアップシート20とを樹脂材料が型ローラ16側に、バックアップシートがニップローラ18側になるようにして、型ローラと型ローラに対向配置されるニップローラとで挟圧し、 型ローラ表面の凹凸形状を樹脂材料に転写し、転写後の樹脂材料とバックアップシートとの積層体を型ローラに対向配置される剥離ローラ24に巻き掛けることにより型ローラより剥離する樹脂シートの製造方法である。ダイ12の吐出口を、型ローラとニップローラとの共通接線に対し型ローラ側に設けることにより欠陥を低減できる。
(もっと読む)
半導電性ベルト、半導電性ロール及びこれらを用いる画像形成装置
【課題】加工ストレスによる抵抗不均一を意識しない使い方が可能な半導電性ベルト/半導電性ロールを提供すること。
【解決手段】部分的に表面抵抗値が周囲と比較して高い異抵抗部が回動方向と垂直な方向に対して所定の角度を有する半導電性ベルト/半導電性ロールであって、異抵抗部の幅0.5mm〜50mm、角度30度〜60度であり、異抵抗部の個数1個〜10個である。
(もっと読む)
金型および製造方法
【課題】ひけを発生することなく多列チューブを製造できる押し出し成形用の金型300。
【解決手段】押し出し方向について下流側で複数に分岐した先端部318および先端部318に共通して連結された基部316を有するコア部314を含むコアプレート310と、コア部314を間隔をおいて包囲するダイプレート320と、押し出し穴334を有するリッププレート330とを備え、コア部314およびダイプレート320の間に形成された樹脂流路301の一端から軟化した可撓性樹脂を注入して、樹脂流路301の他端から可撓性樹脂により形成された複数の液体流路110を有する多列チューブ100を押し出す場合に用いる金型300であって、更に、基部316が、樹脂流路301内の可撓性樹脂の流通方向に沿って配置され、先端部318の相互の間に対して連通する樹脂案内溝340を有する。
(もっと読む)
コードのゴム被覆装置
【課題】コードへのゴム付着量の変動を抑制し、配列した各コード間で均一にゴムを付着させることが可能なコードのゴム被覆ヘッド及びコードのゴム装置を提供する。
【解決手段】ゴム組成物を押し出すゴム供給手段4と、該ゴム供給手段4から供給されたゴム組成物に複数のコード2を通過させ、配列形成された複数のダイス孔5からそれぞれゴム被覆コード6として送り出すゴム被覆ヘッド1とを備え、ゴム供給手段4は、複数のダイス孔5からなるダイス孔群15を挟んでその両側に設置し、各ゴム供給手段4は、ゴム組成物の供給方向Aがダイス孔5の配列方向Bに対して直交するようにそれぞれゴム被覆ヘッド1に接続した構成とする。
(もっと読む)
ダイスおよびフィルムの製造方法
【課題】溶融樹脂の流動性や離型性を向上し、パージ性を改善できるダイスおよびフィルムの製造方法を提供する。
【解決手段】溶融樹脂を押出成膜するダイス1において、ダイス1の内面のうちマニホールド部3の表面粗度の最大高さRyが0.5≦Ry≦10の範囲内であるダイス1を用いてフィルムを製造する。マニホールド部3の内面の粗面化は、ウォーターホーニングによることが好ましい。
(もっと読む)
押出成形用金型
【課題】合成樹脂製円筒管の押出成形において、スジの発生を抑制することができる押出成形用金型。
【解決手段】内型11と外型12とによって円筒状の樹脂流路13が確保され、この樹脂流路13には、螺旋領域14、連通領域15、および、平行領域16が設定されてなり、溶融樹脂を供給して、押し出すことで円筒管が連続的に成形されるように構成された押出成形金型1Bにおいて、平行領域16の外型内周面12aおよび内型外周面11aにおける溶融樹脂の次式(1)で表される剪断速度γwが300s-1以下とされたことを特徴とする。 (もっと読む)
(もっと読む)
1 - 20 / 26
[ Back to top ]