
Fターム[4F201BL12]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 造粒 (1,958) | 造粒手段 (736) | 予備成形品の細断 (591) | ストランドカット (484) | 押出後にカット (139)
Fターム[4F201BL12]の下位に属するFターム
Fターム[4F201BL12]に分類される特許
1 - 20 / 48
ストランド送出し装置およびペレット製造機

【課題】ストランドを高速に切断する際にも暴れ防止部材とストランド搬送面との間にストランドが挟まらず、ストランドの搬送に障害が発生することを防止できるストランド送出し装置を提供する。
【解決手段】ストランドを上部送出しローラ21と下部送出しローラ22とで送出し、上部送出しローラ21を下部送出しローラ22との間隔が変更できるようにローラ支持部30が支持し、ストランドの上下動を抑止する暴れ防止部材40は、ローラ支持部30に上下の変位可能に取り付けた隙間調節部材50において、ローラ支持部30よりも下方となる下部に回動可能に枢支し、暴れ防止部材40が上部送出しローラ21に当たらないように暴れ防止部材40の上動を制限する上動制限部と、下動を制限する下動制限部とを設けた。
(もっと読む)
天然繊維強化樹脂ストランドの製造方法及び製造装置

【課題】射出成形用天然繊維強化樹脂のストランド、ペレットの製造に際し、繊維間に樹脂を十分に含浸させて強度を高められる簡易な製造装置を提供する。
【解決手段】天然繊維の撚糸束を予熱パイプ4内に通過させて被覆される樹脂の溶融温度近くまで予熱し、クロスヘッドダイ1を通過させて予熱された撚糸束に溶融樹脂を被覆し、筒状ヒーター5内に軸方向に複数本のピンが梯子状に配設された樹脂含浸部Cを撚糸束が樹脂の溶融温度近くの温度に保持されて通過する際に、ピンにジグザグ状に掛けわたされて進み、ピン上下で摺擦されることにより撚糸束の繊維間に樹脂が十分に含浸される。撚糸束が予熱パイプ4内で樹脂の溶融温度近くまで予熱されることにより撚糸束への樹脂被覆が良好になされる。
(もっと読む)
ポリマーペレットの製造方法
【課題】射出成形に用いた際にシルバーが発生しにくく、インフレーションフィルム成形時に膜割れが発生しにくいエチレン・不飽和カルボン酸共重合体のアイオノマーまたはそのけん化物のポリマーペレットの製造方法の提供。
【解決手段】エチレン・不飽和カルボン酸共重合体の酸基の一部または全部が金属(イオン)で中和されてなるアイオノマー、またはエチレン・不飽和カルボン酸エステル共重合体のエステル基の一部または全部が金属(イオン)でけん化されてなるけん化物を、溶融押出機にて加熱して溶融混練する工程と、混練物を前記溶融押出機先端のダイス1より押出して溶融ストランド2を形成する工程と、前記溶融ストランドを金属ベルトクーラの金属ベルト3,4上に供給し前記溶融ストランドを冷却して固化する工程と、固化した前記溶融ストランドを断片化する工程とを有するポリマーペレット22の製造方法。
(もっと読む)
アクリル系樹脂組成物からなるペレットの製造方法
【課題】乾燥工程が不要でかつ、カットミスの少ないアクリル系樹脂組成物からなるミニペレットの製造方法を提供する。
【解決手段】押出機で溶融混練したアクリル系樹脂組成物からペレット直径0.4mm以上、1mm以下のペレットを製造する方法であって、ダイスから吐出したストランドを少なくとも冷却水に接触し、その冷却水接触時間が0.2秒以下、冷却水水温が20℃以上、80℃以下、ダイスから吐出したストランドの(樹脂温度−ガラス転移温度)が120℃以下、ダイスから水切装置までのガイドロールの溝数がストランドの本数以上、を実施する。
(もっと読む)
樹脂押出用ダイ
【課題】目ヤニの発生の少ない樹脂押出用ダイを提供する。
【解決手段】押出機から供給される溶融樹脂をストランド状に押し出すための樹脂押出用ダイであって、
ダイの先端に突出して設けられた溶融樹脂吐出ノズルと、
吐出ノズルの先端部の周囲に間隙を形成して覆うように設けられ、その間隙から気体を噴出する気体噴出装置とからなり、
溶融樹脂吐出ノズルは略筒状の外形をなし、吐出ノズルの樹脂吐出孔はノズル先端に向かって拡径する逆テーパー状の拡径開孔とされていることを特徴とする樹脂押出用ダイによる。
(もっと読む)
粒子状ポリマーの製造方法および粒子状ポリマーの造粒装置
【課題】均一な大きさのペレット等の粒子状のポリマーの製造方法を提供する。
【解決手段】溶融ポリマーを複数の孔を有するダイヘッド11を通してストランドにし、切断して粒子状ポリマーを製造する際に、溶融ポリマーを水平方向からダイヘッド11に供給し、ダイヘッド11下部より押出し、ダイヘッド11の出口温度の最高値と最低値との差を5℃の温度範囲内に制御する。溶融ポリマーは、例えば、芳香族ジヒドロキシ化合物と炭酸ジエステルとのエステル交換反応により溶融重縮合して得られるポリカーボネート等が適用できる。
(もっと読む)
漏電及び感電防止用成形体
【課題】高い電磁波シールド性や機械的強度を有し、漏電や感電も防止できる成形体を提供する。
【解決手段】ガラス繊維を長さ方向に揃えた状態で束ね、ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ樹脂含浸繊維束を得る。繊維束を一体化した後に、5〜15mmの長さに切断し、切断された樹脂含浸繊維束を含む樹脂組成物からなり、絶縁性を有する基材層と、基材層表面に形成された導電性層とを有する成形体。
(もっと読む)
エチレン系重合体ペレットおよび該ペレットを用いる押出成形方法
【課題】フィーダーやポンプ等を用いて溶融樹脂に添加することなく直接ペレットに液体を添加しながら、単軸押出機によって安定して押出成形することができるエチレン系重合体ペレットを提供する。また当該ペレットを用い、液体添加剤を添加して単軸押出機によって押出成形する方法を提供する。
【解決手段】160℃における混練トルクが2〜15Nmであるエチレン系重合体のペレットであって、比表面積が1800〜3000mm2/gであるペレット。
(もっと読む)
熱可塑性樹脂ペレットの製造装置およびその製造方法
【課題】高収率かつ高品質の熱可塑性樹脂ペレットを製造する装置および製造方法を提供する。
【解決手段】熱可塑性樹脂を溶融した後、供給機から吐出させることにより得られたストランド群を搬送する金属メッシュ性ベルトコンベア3と、該ベルトコンベア3上にストランド群7に向けて冷却水を噴霧する冷却装置4と、付着水を除くためのエアー吹きつけ装置5と、ベルトコンベアにより搬送されたストランド群7をペレット状に切断するストランドカッター6を用いた製造装置で、供給機吐出部からストランド群7が最初に冷却水と接触する距離(L1)が300〜1200mmであり、供給機吐出部からストランド群が最後に冷却水と接触する位置(L2)と供給機吐出部からストランドカッターまで距離(L3)の割合(L2/L3)が0.05〜0.4である事を特徴とする、熱可塑性樹脂ペレット製造装置。
(もっと読む)
被覆廃材加工方法
【課題】被覆廃材の加工において、被覆廃材の品質劣化を低減でき、さらに、作業環境の悪化を回避できるとともに、被覆廃材が生じる色替え工程に対して独立したタイミングで実施できること。
【解決手段】加熱されることにより軟化した被覆用材料は、被覆用材料押出部により線状の被覆廃材1として押し出され、被覆廃材1は、冷却用容器20によって線状のまま水冷され、冷却された線状の被覆廃材1は、ストランドカッターによって常温でペレット状に切断される。
(もっと読む)
膨張可能なプラスチック粒状物を連続製造するための設備、及び膨張可能なプラスチック粒状物を製造するための方法
本発明は、膨張可能なプラスチック粒状物Gを連続製造するための設備1に関する。設備1は、プラスチック溶融液Fを供給するためのプラスチック溶融液供給源2と、膨張剤供給源により供給された膨張剤Bをプラスチック溶融液Fに含浸させることにより含浸プラスチック溶融液FBを供給するための含浸装置3と、含浸装置3に流体接続された、含浸プラスチック溶融液FBから粒状物Gを製造するための造粒機4、41、42とを備える。本発明によれば、含浸装置3をバイパスしながらプラスチック溶融液Fを造粒機4、41、42に供給することができるように、切換手段5が設けられる。さらに、本発明は、本発明による設備1を使用して粒状物Gを製造するための方法に関する。 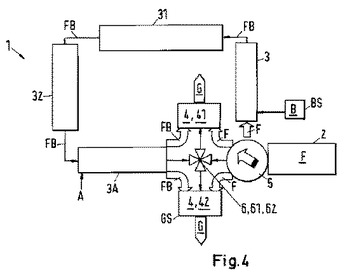 (もっと読む)
(もっと読む)
熱可塑性樹脂組成物の押出成形方法
【課題】 ダイの吐出ノズル先端部における目やにの堆積を効果的に抑制することが可能な熱可塑性樹脂の押出成形方法を提供する。
【解決手段】 溶融した熱可塑性樹脂組成物が押し出される吐出ノズル12の先端部近傍に気体流出口11から気体を吹き付けながら、吐出ノズルあたり14kg/時以上、40kg/時以下の吐出量で熱可塑性樹脂組成物を押し出すことにより、吐出ノズル先端部近傍の、押し出された熱可塑性樹脂組成物がバラス効果によって膨張している部分で気体の流れを変化させるようにする。
(もっと読む)
共重合ポリエステルペレットの製造方法と製造装置
【課題】 水分率の低い非晶性の共重合ポリエステルペレットを操業性よく製造することができる共重合ポリエステルペレットの製造方法と、この製造方法で使用するのに好適な製造装置を提供する。
【解決手段】 主たるジカルボン酸成分がテレフタル酸、主たるジオール成分がエチレングリコールであり、共重合成分としてイソフタル酸を5〜50モル%含有する共重合ポリエステルからなる溶融ポリマーをストランド9状に押し出し、冷却、固化した後、切断してペレット11を製造する。その際、溶融ポリマーを温度が30℃以下の冷却水中にストランド9状に押し出し、冷却した後に切断し、連続的に50〜100℃の温水中で1〜60秒間熱処理し、熱処理後のペレット11の水分率を500ppm以下とする。
(もっと読む)
粘着性をもつポリエステル系成型樹脂組成物のペレタイズ加工方法
【課題】粘着性をもつポリエステル系成型用樹脂組成物のペレタイズ加工方法を提供する。
【解決手段】芳香族ポリエステルと、タッキファイヤーと、1分子中に水酸基を2個以上有するポリオール化合物とを含有し、粘着性をもつポリエステル系成型用樹脂組成物のペレタイズ加工方法であって、該成型用樹脂組成物のストランド101を押出成形する工程、該ストランドを冷却する工程、ガラス転移点45℃以上のポリエステル系樹脂を樹脂固形分濃度10質量%以上で含むポリエステル系樹脂エマルジョンを該ストランドの表面に付着させる工程、および該ストランドをカットしてペレット11化する工程を含む、ポリエステル系成型樹脂組成物のペレタイズ加工方法。
(もっと読む)
帯電防止性ポリカーボネート樹脂ペレットの製造方法
【課題】黄色や褐色への着色が抑制され、機械的強度や透明性の低下が少なく、特に耐熱性も含めて総合的にバランスのとれた良好な性能を有する成形品を与える帯電防止性ポリカーボネート樹脂組成物ペレットの製造方法を提供する。
【解決手段】
押出機にポリカーボネート樹脂(A)と加熱して流動状態としたスルホン酸ホスホニウム系帯電防止剤(B)とを供給し、溶融混練して帯電防止性ポリカーボネート樹脂組成物のペレットを製造するに際し、加熱して流動状態とした帯電防止剤(B)が押出機に供給される過程で接触する壁面が、大気中での酸化開始温度が450℃以上の皮膜で形成されている装置を使用し、且つこの装置に不活性ガスを注入して流動状態の帯電防止剤が存在する箇所の酸素濃度を2000ppm以下に維持する。
(もっと読む)
熱可塑性物質からストランドを連続成型して粒状化する装置および方法
【課題】本発明は、最大径が4mmである複数のノズル開口部を含むノズルヘッドと、ノズル開口部を出る可塑性ストランドを冷却し、送りローラを介して、可塑性ストランドを長さが約2〜3mmである粒状に粉砕する切断ユニットの入口へ案内する湿潤案内手段とを備える、熱可塑性材料からストランドを連続鋳造し粒状化する装置に関する。
【解決手段】ノズルから案内手段を介して切断ユニットの送りローラまでにストランドが冷却される間に、ノズル開口部の中央空間領域における少なくとも100m/分の溶融物の流速は、切断ユニットが2000回切断/秒より高い切断速度でストランドを切り刻むように上昇する。
(もっと読む)
ガラス繊維強化樹脂ペレットの製造方法
【課題】
機械的強度に優れたガラス繊維強化樹脂成形品を得るためのガラス繊維強化樹脂ペレットの製造方法、及び、この製造方法により得ることのできるガラス繊維強化樹脂ペレットを提供する。
【解決手段】
ガラス繊維束を、熱溶融した熱可塑性樹脂とともに、貫通孔が形成されたダイスの貫通孔に通して引抜き、樹脂含浸ガラス繊維束を得る引抜工程と、樹脂含浸ガラス繊維束を切断してペレットを得る切断工程と、を含む、ガラス繊維強化樹脂ペレットの製造方法であって、引抜工程において有機シランを共存させて引抜を行う、製造方法、及び、この製造方法により得ることのできる、ガラス繊維強化樹脂ペレット。
(もっと読む)
透明部品製造用ペレットおよびその製造方法と製造装置
【課題】透明部品を成形する際に内部に異物が混在する確率を低くできる樹脂ペレットおよびその製造方法と製造装置を提供する。
【解決手段】環状オレフィンなどの透明樹脂で形成された樹脂ペレット31はストランド方式で形成された円柱形状であり、外周面31aには複数の圧痕32が形成されている。個々の圧痕32は、平坦面である内底面と、傾斜内側面を有している。よって、樹脂ペレット31はその形状および寸法と圧痕32の寸法を均一にでき、しかも圧痕の形成による樹脂小片が形成されにくい。そのため、この樹脂ペレット31から成形された透明部品は内部に異物が混入していない透明度の高いものとなる。
(もっと読む)
環状オレフィン系樹脂ペレットの製造方法
【課題】高いガラス転移点を持つ環状オレフィン系樹脂をペレット化する際にも、ペレット化の際に発生する切削粉を低減し、ペレットの割れ発生を抑制する環状オレフィン系樹脂ペレットの製造方法を提供する。
【解決手段】環状オレフィン系樹脂ペレットの製造方法が、環状オレフィン系樹脂を溶融混練し棒状に吐出する吐出工程と、吐出された棒状物を冷却する冷却工程と、冷却した前記棒状物を切断してペレット化する切断工程と、を有し、重合時及び/又は溶融混練時にポリエチレンを、環状オレフィン系樹脂100質量部に対して5質量部以上添加する。
(もっと読む)
事務機器用部材
【課題】本発明は、バイオマス原料であるセルロースエステル樹脂を用いて製造される耐熱性、機械的特性に優れた事務機器用部材を提供することを目的とする。
【解決手段】セルロースアセテートプロピオネートまたはセルロースアセテートブチレートの少なくとも一つのセルロースエステル樹脂を含むセルロースエステル樹脂組成物のペレットで、前記ペレット中の前記セルロースエステル樹脂の重量平均分子量が150000〜250000であるペレットを用いて熱により溶融成形する工程により製造される事務機器に用いられる事務機器用部材。
(もっと読む)
1 - 20 / 48
[ Back to top ]