
Fターム[4F207AD07]の内容
プラスチック等の押出成形 (29,461) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (721) | 形状、構造 (411)
Fターム[4F207AD07]の下位に属するFターム
シート状 (100)
管状体 (28)
棒状体、線状体(←電線芯材) (99)
繊維製品(編織物、不織布、長繊維物、コード) (81)
多孔体、発泡体 (5)
構造材(←芯材) (38)
複合体 (6)
層状体、積層体 (14)
異形断面、非円形断面 (14)
部分に特徴がある部材 (16)
Fターム[4F207AD07]に分類される特許
1 - 10 / 10
ウェザーストリップ
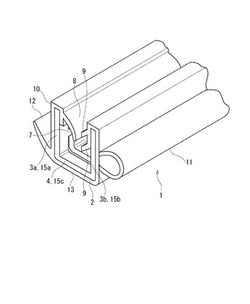
【課題】フランジのコーナー部から脱落しないウェザーストリップを提供する。
【解決手段】芯材2と被覆材13を有し略棒状に形成されるウェザーストリップ1であって、芯材2には、長手方向に沿って所定の間隔をおいて配列されるように形成される複数の短冊片を有し長手方向に対して直角な方向に所定の間隔をおいて対向するように形成される2つの側壁部3a,3bと、2つの側壁部3a,3bのうちの一方の側壁部3aにおいて、隣り合う短冊片どうしを一体に連結する連結部7とが形成され、被覆材13において、連結部7が形成される一方の側壁部3aの内周側には、連結部7が形成されない他方の側壁部3bに向かって突出する第一のリップ8が形成されるとともに、他方の側壁部3bの外周側には中空シール11が形成される。
(もっと読む)
基材をコーティングするための方法および装置
インサート、その製造方法及びそのインサートを有する長尺成形品の製造方法

【課題】単位長さ当たりの重量が軽く、短冊部に確実に分離可能なインサートとその製造方法、そのインサートを使用した長尺成形品を提供する。
【解決手段】インサート30は、多数の短冊部31と、圧延と引張により形成された連結部を備えた梯子状の形状である。短冊部31の間にはスリットを形成し、スリットは、長手方向における幅の広い第1スリット34と、第1スリット34よりも幅の狭い第2スリット35が交互に形成される。連結部は、幅方向における幅の狭い第1連結部32と、第1連結部よりも幅方向の幅の広い第2連結部33とが交互に形成される。短冊部31と、第1スリット34と、第2スリット35の長手方向における幅の比は、100:(65〜104):(24〜53)であり、第1連結部32と第2連結部33の幅方向における幅の比は、20:(28〜33)で形成されたインサートである。
(もっと読む)
複合押出成形品及びその製造方法
【課題】装飾カバー部とモール本体部とを一体化したベルトモールディングの湾曲や反りを防止しながら端末に加工や処理を容易に施すことができるようにする。
【解決手段】ベルトモールディング10は、モール本体部12の外面形状のうちの装飾カバー部11の内面に対向する部分が装飾カバー部11の内面形状の相似的縮小形に形成されて、装飾カバー部11の内部空間内にモール本体部12の一部が非接着状態で嵌め込まれていて、装飾カバー部11とモール本体部12がそれぞれ相手部材に対して長手方向には移動が許容されて長手方向と交差する方向には移動が阻止されている。更に、モール本体部12の押出成形後の冷却に伴う長手方向の収縮によりモール本体部12の長さが装飾カバー部11の長さよりも短くなることで、装飾カバー部11の端末に装飾カバー部11の内部空間内にモール本体部12が存在しない端末段差部が形成されている。
(もっと読む)
芯材の製造方法と製造装置及びトリム材の製造方法
【課題】芯材が埋設されたウェザーストリップを切断する際に、ウェザーストリップを芯材の所定位置で安定して切断できるようにする。
【解決手段】分離空間部24と芯材片部22と連結部23とを有する一次芯材を長手方向に移動させて、この一次芯材の移動長さを検出し、その移動長さがウェザーストリップの全長寸法K(ウェザーストリップを切断する長さ)に対応する所定値(K+α)に達する毎に、分離空間部24の寸法の2倍以上の寸法S2の切断用空間部25を形成する。これにより、切断用空間部25を形成すべき位置に切断用空間部25を容易に形成することが可能となり、切断用空間部25を有する二次芯材16Bを容易に製造することができ、この二次芯材16Bを埋設したウェザーストリップを切断する際に、二次芯材16Bの切断用空間部25の位置で安定して切断することができる。
(もっと読む)
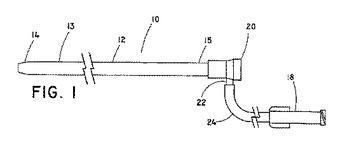
補強されたチューブを形成する方法
連続工程で補強されたチューブ状の医療装置を形成する方法、及び、該連続形成方法で形成される医療装置を提供する。線状に移動可能な細長いコアを準備する。官能化ポリマーとポリマー製のアウタージャケットの間が結合されるように、コアの移動した部分の周りに官能化ポリマーのコーティングを押出成形し、移動した部分に沿って官能化ポリマーコーティングの外側表面に補強材を形成し、移動した部分に沿って官能化ポリマー及び補強部材を覆うようにポリマー製のアウタージャケットを押出成形することによって、コアの移動した部分の周りに細長いチューブ状部材が形成される。細長いチューブ状部材はチューブ状の医療装置を形成するために所望の長さに切断され、コアが装置から取り除かれる。
 (もっと読む)
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品及びその製造方法
【課題】ウェザーストリップに埋設される芯材において、芯材に空間部が形成された際に芯材片部の縁に生じたバリに起因する不具合を防止できるようにする。
【解決手段】打ち抜き加工により芯材素材の長手方向に所定間隔で複数の空間部24を形成することで長手方向に芯材片部22と空間部24とを交互に設けた形状の芯材16を矯正ローラ38に供給し、この矯正ローラ38を回転駆動して該矯正ローラ38の間に芯材16を挟んで加圧しながら長手方向に連続して移動させることで、空間部24が形成された際に芯材片部22の縁に沿って板厚方向に突出して生じたバリ26を空間部24内に向けて塑性変形させる矯正加工を行って、芯材16の表面にバリ26が突出しないようにする。この際、バリ26が外周側となるように芯材16を長手方向で湾曲させた状態で矯正ローラ38の間に挟むことでバリ26を空間部24内へ向けて効果的に変形させる。
(もっと読む)
一体押出成形体および建築用部材
【課題】ビスホール部を有していても成形体の厚みを比較的小さく設定できる一体押出成形体および建築用部材を提供する。
【解決手段】中実な芯材本体1および該芯材本体1の長手方向に沿って芯材本体1に固定・配置された筒状ビスホール部2bからなるアルミ製芯材が、少なくとも1層の合成樹脂層からなる被覆層3を有してなり、芯材と接触する合成樹脂層が発泡合成樹脂層31であることを特徴とする一体押出成形体、および該一体押出成形体からなる建築用部材。
(もっと読む)
電線保護用のチューブおよび該チューブの製造方法
【課題】コルゲート状のチューブの内面の摩擦抵抗を低減すると共にクッション性を高めて、ワイヤハーネスの損傷を防止する。
【解決手段】円環状とした山部12と谷部13が軸線方向に交互に設けられたコルゲート状の電線保護用のチューブ10であって、少なくとも前記谷部13の内周面13aに、粉体または繊毛からなるクッション材15が一体的に固着している。前記クッション材15は、チューブ10の連続成形時に、チューブ本体11の固化前の粘着性を有する段階で、クッション材15を含んだエアー35を前記チューブ本体11の内面11aに吹き付けることにより、該チューブ11の内面11aに付着させ、一体的に固着する。
(もっと読む)
自動車用ウェザーストリップの製造方法
【課題】 自動車等のドアー、トランク及びウィンド等の車体開口部を開閉するパネルに装着する一部を変形する変形ウェザーストリップの製造方法である。
【解決手段】 走行する合成樹脂芯材7は、第2金型ダイスの内部で第2押出し成形機によって合成樹脂芯材の内外周囲に被覆層8,9を成形すると共に、一体に中空シール部4を成形し、その後、第2水槽に設けた押圧金具12の押圧成形によって所定区間が縦長中空シール部を形成することを特徴としている。
(もっと読む)
1 - 10 / 10
[ Back to top ]