
Fターム[4F207AD12]の内容
プラスチック等の押出成形 (29,461) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (721) | 形状、構造 (411) | 管状体 (28)
Fターム[4F207AD12]の下位に属するFターム
Fターム[4F207AD12]に分類される特許
1 - 20 / 26
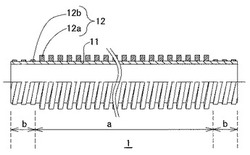
可撓性ホース及びその製造方法
【課題】 接続相手部材との接続を容易かつ確実なものとできるような軟質接続部を有するような可撓性ホースを提供する。そのようなホースを高品質で効率的に製造する。
【解決手段】 可撓性ホース壁11と、螺旋状補強体12とを有する可撓性ホース1において、可撓性ホースのホース端部を除いたホース中央部分aにおいては、螺旋状補強体12aがホース壁11からホース外側に突出するよう、第1の断面形状に設けられる一方で、可撓性ホースの少なくとも一方のホース端部bにおいては、螺旋状補強体12bが第2の断面形状に設けられる。第2の断面形状は、第1の断面形状と比べホース半径方向の高さが低く、かつ、螺旋状補強体のホース内周側部分がホース壁と接合される部分の形状が、第1の断面形状と第2の断面形状で実質的に同じとされて、第2の断面形状が、実質的に第1の断面形状からホース外周側の部分を除去した形状とされている。
(もっと読む)
高圧電線保護管

【課題】金属管の外周表面に簡易且つ経済的にオレンジ着色を施すことができるとともに、形成されたオレンジ着色層が金属管の保護機能を有し、しかも三次元姿勢に金属管を折り曲げた場合もオレンジ着色層の白化がなくSAE規格を満たす色調を呈するオレンジ着色が施された金属管からなる高圧電線保護管を提供する。
【解決手段】60V以上の高電圧を流す高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなる高圧電線保護管であって、前記オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を前記金属管の外周表面に被覆することにより施されている。
(もっと読む)
二重管の製造方法、及び二重管の製造装置
【課題】内管に対して外管が剥離可能となるように内管の周囲に外管を押出成形することができる二重管の製造方法、及び二重管の製造装置を提供する。
【解決手段】内管24の周囲に外管30を第1金型12により押し出すとともに、内管24と外管30との間に気体Qを送り込むことにより、内管24と外管30との間に隙間を有する二重管を製造する。これにより、押出成形された外管30が内管24にくっ付いて内管24と外管30とが一体化されるのを防ぐことができる。
(もっと読む)
押出設備
本発明は、高温の軟化した粘性プラスチック材料を供給する押出スクリュー(12)と、押出スクリュー(12)と押出ヘッド(14)とを具備する押出設備(10)を提供する。押出ヘッドは、粘性プラスチック材料を受け入れる環状室(24)を具備する。粘性プラスチック材料は、一定期間内で、一定の温度で値miから一定値mcst(mcst>mi)まで変化する粘度を有する。押出設備は、更に、押出スクリュー(12)と押出ヘッド(14)との間にバッファー室(16)を設け、粘性プラスチック材料を一定期間貯留して、押出ヘッド(14)に投入される前に粘性プラスチック材料が粘度値mcstに到達する。 (もっと読む)
ニップル及び光ファイバケーブル製造方法
【課題】外周が丸形状で、シースと押さえテープ間に隙間がないCスロット型光ファイバケーブルを製造することができ、Cスロット型光ファイバケーブルの押出成型時にCスロットコアの回転を抑制することができるニップルを提供する。
【解決手段】Cスロットコア22に設けられた1つのスロット21に光ファイバ心線30を収納し、スロット21に光ファイバ心線30を収納するために開口された開口部21a周辺の厚さが、開口部21aと対向する側であるCスロットコア22の底部21b周辺の厚さよりも厚くなるように、Cスロットコア22の外周にシース26を被覆させる押出工程における押出機を構成するニップル10において、押出工程における押し出される側の断面形状が、開口部21a周辺に該当する箇所は平面部10aであり、開口部21a周辺以外に該当する箇所は湾曲部10bであるニップル。
(もっと読む)
樹脂被覆鋼管の製造方法および製造装置
【課題】鋼管の溶接余盛部におけるPE被膜の低下を抑制して、鋼管の溶接余盛部においても所定の膜厚を有するPE被覆鋼管を製造コストの上昇を抑制しながら製造する。
【解決手段】溶接余盛部6を有する第1の鋼管P1、および、溶接余盛部7を有し、第1の鋼管P1に続く第2の鋼管P2を、軸方向へ送りながら、第1の鋼管P1および第2の鋼管P2の外面にPEシート8を供給することによってPE被覆鋼管を製造する際に、(a)第2の鋼管P2へのPEシート8の供給が開始される時から、第1の鋼管P1へのPEシート8の供給が終了する時までの期間を少なくとも含む第1の期間には、第1の鋼管P1および第2の鋼管P2の周速度を制御し、(b)第1の期間を除いた第1の鋼管P1のみまたは第2の鋼管P2のみにPEシート8が供給される第2の期間には、第1の鋼管P1または第2の鋼管P2に供給されるPEシート8の張力を制御する。
(もっと読む)
薄層樹脂被覆鋼管およびその製造方法
【課題】被覆樹脂層全体の厚さを300μm以下に押出し成形して成り、使用済み後は鋼管と樹脂を分離することなく、そのまま廃棄処分することができる薄層樹脂被覆鋼管およびその製造方法を提供する。
【解決手段】電縫鋼管10の表面の溶接ビートが除去処理され、次いでサイジングミルにより鋼管10の外周面の真円度を数十ミクロン単位に高める成形加工が行なわれ、この鋼管10の外周面に接着剤が塗布され、その上に多層ダイスにより鋼管10全周面へ均等厚さに押出された被覆樹脂層2を順次に複数層被覆して、被覆樹脂層2全体の厚さが300μm以下に押出し成形され、管軸方向に均等断面に構成されている。
(もっと読む)
熱可塑性樹脂組成物とゴム組成物の積層ホース
【課題】熱可塑性樹脂組成物とジエン系ゴム組成物との接着に溶剤系接着剤を使用しないで製造される熱可塑性樹脂組成物とジエン系ゴム組成物との積層ホースを提供する。
【解決手段】熱可塑性樹脂組成物(a)からなる樹脂層2と液状ポリマー組成物(b)からなる接着層3とジエン系ゴム組成物(c)からなるゴム層4とが、ならびに所望により補強層5および被覆層6が、この順に積層してなる積層ホースであって、該液状ポリマー組成物(b)が該熱可塑性樹脂組成物(a)中の熱可塑性樹脂が有する官能基(A)と親和性または反応性を有する官能基(B)を有し、かつ、ブタジエン単位中の1,2−結合単位含量が25mol%以上である変性液状ポリブタジエンを30質量%以上含有し、ならびに該液状ポリマー組成物(b)および/または該ジエン系ゴム組成物(c)が架橋剤を含む、ことを特徴とする積層ホース。
(もっと読む)
複合管の製造方法
【課題】目やにの発生を少なく抑え、ロングラン性に富んだ複合管の製造方法を提供することを目的としている。
【解決手段】架橋ポリエチレン管6bの周囲を囲繞するように、ポリプロピレンを含有する熱可塑性樹脂エラストマーを主成分とし、発泡剤を含む発泡性樹脂組成物を管状に押し出すとともに、発泡倍率1.5〜3.0倍に発泡させて管本体の周囲を囲繞する発泡樹脂保護層7aを形成する複合管7bの製造方法であって、前記発泡性樹脂組成物が、発泡剤として、発泡開始温度が170℃以上、最大発泡温度が190℃〜230℃である熱膨張型発泡粒子を含むとともに、熱膨張型発泡粒子を融点が110〜130℃の熱可塑性樹脂からなるベース樹脂中に分散混合してマスターバッチ化した熱膨張型発泡粒子マスターバッチと他の成分とを混合して得られることを特徴としている。
(もっと読む)
冷媒輸送用ホース及びその製造方法
【課題】優れた耐冷媒透過性(冷媒不透過性)と柔軟性と有する冷媒輸送用ホースの製造方法を提供すること。
【解決手段】第1のポリアミド層、エチレン・ビニルアルコール共重合体層及び第2のポリアミド層の三層を共押出する工程を含む冷媒輸送用ホースの製造方法であって、各層を押出するダイの吐出口の間隙が、下記の条件:T2/(T1+T3)<0.20[但し、T1が第1のポリアミド層を押出するダイの口金の厚さ(μm)であり、T2がエチレン・ビニルアルコール共重合体層を押出するダイの口金の厚さ(μm)であり、そしてT3が第2のポリアミド層を押出するダイの口金の厚さ(μm)である。]を満足することを特徴とする冷媒輸送用ホースの製造方法
(もっと読む)
フルオロポリマー物品
【課題】層状シート、燃料または化学物質を移送するためのホースなどに有用なフルオロポリマー−フルオロポリマー組立体を提供すること。
【解決手段】本発明は、第1の実質的に中実の部分フッ素化熱可塑性ポリマーを含む第1の層と、第2の実質的に中実の部分フッ素化熱可塑性ポリマーを含む第2の層とを含み、前記第2の層は前記第1の層と接合しており、前記第1のポリマーと前記第2のポリマーとは異なる組成を有する物品を提供する。本発明は、層状物品、および層状物品の製造方法も提供する。
(もっと読む)
複合管およびその製造方法
【課題】十分な断熱性能を備えていることは勿論のこと、発泡樹脂保護層が柔らかく、継手への接続作業が容易でかつ発泡樹脂保護層の外観形状に優れた複合管およびその製造方法を提供することを目的としている。
【解決手段】ポリプロピレンを30〜60重量%含有する熱可塑性エラストマーを主成分とする樹脂組成物に熱可塑性エラストマー100重量部に対して発泡剤を1.0〜10重量部の割合で添加した発泡性組成物を管本体の周囲を囲繞するように押出成形して発泡させて発泡倍率1.5〜3.0倍で発泡した発泡樹脂から形成されてなる発泡樹脂保護層が得るようにした。
(もっと読む)
燃料ホースの製法
【課題】先端部の外側ゴム層が剥がれないようにすることができる燃料ホースの製法を提供する。
【解決手段】樹脂層12と、上記樹脂層12の外周に積層される外側ゴム層13とを備えた燃料ホースの製法であって、押出成形により樹脂層12を形成した後、外側ゴム層13を押出成形するのに先立って、上記樹脂層12の外周面を減圧下でマイクロ波プラズマ処理する。
(もっと読む)
短繊維入りゴム製筒体の製造方法
【課題】ホースの柔軟性を低下させることなく、短繊維がホース長手方向に配向したものよりも優れた耐摩耗性を有する短繊維入りゴム製筒体の製造方法を提供する。
【解決手段】長さ方向に短繊維2が配向した短繊維入り未加硫ゴム製筒体3を螺旋状にカットしてテープ状に切り出し、得られた未加硫ゴムテープ5を立てた状態でマンドレル6の外周面に螺旋状に巻回して未加硫ゴム層7を形成し、その後、該未加硫ゴム層7を加硫することを特徴とする。
(もっと読む)
PETボトルリサイクル擬竹の生産方法及びこれを用いた擬竹
【課題】 ペットボトルの再生PET樹脂を用いて押出成形と真空成形を施した節付き擬竹を提供する。
【解決手段】 ペットボトルの粉砕物に高密度ポリエチレンと増粘剤とを併用してリペレットした再生PET樹脂を用いて中空パイプ状又は半円状の押出材を押出成形し,その直後に一連の連続工程として真空成形によって該押出材に節付け成形を行ってPETボトルリサイクルの節2付き擬竹1を生産する。押出成形時のドローダウン現象を防止した節付け成形を可能とする一方,アイゾット法による耐衝撃試験において9.0kJ/m2〜9.5kJ/m2又はそれ以上の耐衝撃性を得られて,従来のABS系樹脂の擬竹を釘打ちすることによって生じるクラックの発生を解消した擬竹1とすることができる。
(もっと読む)
プラスチック管を内部溶接するための方法及び装置
【課題】突合わせ溶接の弱点及び魅力的な溶接の維持にあり、すなわち、外側から見たときに目立たないか又はほとんど目立たない溶接を提供する。
【解決手段】本発明は、管状形態のプラスチック包装を製造するための方法において、積層体11が巻き付けられる巻き付けステップと、前記積層体11の縁部8、9が接合される突き合わせステップと、前記積層体11の前記縁部8、9が共に溶接される締結ステップとを含む方法において、前記縁部の間に画定された溶接領域10を少なくとも覆うように、溶融状態のプラスチックビード12が押出されて、前記包装の内面に蒸着され、ことを特徴とする方法に関する。溶接領域(10)を生成するために必要なエネルギが前記プラスチックビード(12)から得られる。また、本発明は、上記方法に従って獲得される包装と、上記方法を実施する装置に関する。
(もっと読む)
帯電ローラ、プロセスカートリッジ及び電子写真装置
【課題】ローラ表面へのトナー及び外添剤、または紙粉の付着を低減した、耐久初期から最後まで良好に帯電する帯電ローラを提供する。
【解決手段】導電性弾性体層が被覆チューブで被覆された帯電ローラにおいて、被覆チューブが、平均粒子径が5μm以上40μm未満である樹脂粒子を含み、かつ、チューブ押出金型の出口のギャップd1と押し出され引き取られた後のチューブの肉厚d2の比(引き落とし率)d1/d2が1.0以上2.0以下となる条件で製造されたものであること。
(もっと読む)
管路の内張り材の製造方法
【解決手段】 繊維製筒状体1を扁平に折り畳み、当該繊維製筒状体1の両扁平面1a、1b上に順次、Tダイ2により合成樹脂フィルム3を押出被覆して一次皮膜層5a、5bを形成し、次いで前記繊維製筒状体1を先に耳部であった部分が扁平部のほゞ中央となるように扁平に折り畳み直し、当該繊維製筒状体1の両扁平面上に順次Tダイ2により、一次皮膜層5a、5bの間の隙間1c、1dを覆い且つ両縁が先に一次皮膜層5a、5bと重なるように合成樹脂フィルム3を押出被覆して二次皮膜層5c、5dを形成する。
【効果】 扁平に折り畳んだ繊維製筒状体の扁平面上に、Tダイで合成樹脂フィルムを押出被覆することを繰り返し、繊維製筒状体の全面を皮膜層で覆って内張り材とするので、繊維製筒状体に皮膜層を形成するための設備としてはTダイの押出設備のみがあればよく、繊維製筒状体の径の大きさにかかわらず安価に内張り材を製造することができる。
(もっと読む)
気密管及びその製造方法
連続的なインラインプロセスで製造される、蒸気拡散を効果的に防止する多層テープで包み込まれた管は、インナチューブ層、中央拡散バリア層及び外側の外被層の3個の個別の層を備える。インナチューブ層は、液体及び蒸気に接触する。通常は、管を介して拡散する虞がある蒸気の拡散は、拡散バリア層によって防がれる。拡散バリア層は、熱可塑性材料の層の間に挟み込まれた、水蒸気拡散率が極めて低い拡散バリアフィルムを含むラミネートである。拡散バリア層は、1回以上、インナチューブに巻き付けられる。外側の外被層は、拡散バリア層で包み込まれたインナチューブに押出成形されるポリマ製の外被である。 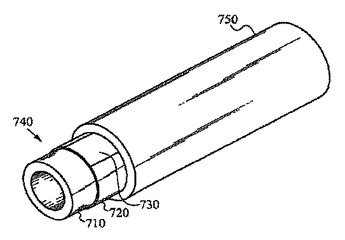 (もっと読む)
(もっと読む)
細長い物品の製造
最初に、外面がプラスチックからなるコアが成形されるように、細長い物品が、成形される。次に、管状の金属層が、シームレスであるように押し出し成形される。金属層が押し出し成形されるとき、隙間(16)が、金属層とコアとの間に与えられる。金属層が冷却された後に、コアの外面は、金属層の内面に接触される。接着作用が、これらコアと金属層との間に与えられ、そして、これらコアと金属層とを一緒に圧縮する永久的な圧縮力が、与えられる。 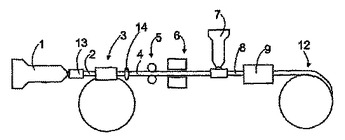 (もっと読む)
(もっと読む)
1 - 20 / 26
[ Back to top ]