
Fターム[4F207AD16]の内容
プラスチック等の押出成形 (29,461) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (721) | 形状、構造 (411) | 繊維製品(編織物、不織布、長繊維物、コード) (81)
Fターム[4F207AD16]に分類される特許
1 - 20 / 81
電線の製造方法、及び電線
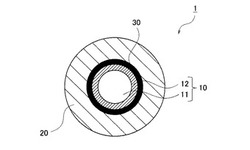
【課題】金属被膜繊維の断線の可能性を低減することが可能な電線の製造方法、及び、金属膜の剥離の可能性を低減することが可能な電線を提供する。
【解決手段】電線1の製造方法は、抗張力繊維11の外周に金属膜12を形成した金属被膜繊維10上に絶縁層20を被覆してなる電線1の製造方法であって、押出機による絶縁層20の被覆前に、金属被膜繊維10の外周に潤滑剤を塗布する工程を有する。また、電線1は、抗張力繊維11の外周に金属膜12を形成した金属被膜繊維10と、金属被膜繊維10の外周を覆う絶縁層20と、金属被膜繊維10と絶縁層20との間に介在され、液体潤滑剤からなる潤滑剤層30とを備える。
(もっと読む)
押出し複合手すり用のすべり層を前処理する方法及び装置

【課題】てすりの押出成形におけるすべり層の前処理及び供給の最適化する方法及び装置を提供する。
【解決手段】押出成形手すり用のすべり層14を前処理する方法および装置10は、すべり層供給源12と、すべり層を滞留時間の間に高温にさらす、すべり層を加熱モジュール18まで送る手段と、すべり層を押出しダイヘッド24まで送る手段とを有する。すべり層がすべり層供給源12から押出しダイヘッド24まで送られる際に、すべり層の部分を実質的に無張力のループとして維持する1つまたは複数の制御送り装置も実施され得る。加熱モジュール18から押出しダイヘッド24までの間における適切な冷却を保証するための冷却区間も含まれ得る。また、押出しダイヘッド24とすべり層14との間の熱伝達を低減する手段も設けられる。
(もっと読む)
積層シート及び発泡積層シートの製造方法
【課題】繊維質シートの上に少なくとも発泡剤含有樹脂層が積層された積層シートの製造方法であって、意匠性の低下の原因となる冷却用の製膜ロールを使用しない新たな製造方法を提供する。
【解決手段】繊維質シートの上に少なくとも発泡剤含有樹脂層が積層されている積層シートの製造方法であって、
円筒型ダイを用いて発泡剤含有樹脂組成物を円筒状に押出した後、空冷することにより円筒状の発泡剤含有樹脂層を得る工程を含むことを特徴とする積層シートの製造方法。
(もっと読む)
ベッドシーツの製造方法
【課題】 風合の良好なベッドシーツの製造方法を提供する。
【解決手段】 酸化チタン粉体を含有するポリエチレン樹脂よりなるマスターバッチを、ポリエチレンと混合したポリエチレン原料を準備する。このポリエチレン原料をTダイに供給し、押出ラミネート法により、不織布表面にポリエチレンフィルムを貼合し、ポリエチレンフィルム/不織布よりなる二層貼合品を得る。次に、このポリエチレン原料をTダイに供給し、押出ラミネート法により、ポリエチレンフィルム/不織布よりなる二層貼合品のポリエチレンフィルム表面にポリエチレンフィルムを貼合し、ポリエチレンフィルム/ポリエチレンフィルム/不織布よりなる三層貼合品のベッドシーツを得る。
(もっと読む)
積層シート及び発泡積層シートの製造方法
【課題】複数の樹脂層を積層して得られる積層シートの製造方法であって、樹脂の有効利用を可能とする製造方法を提供する。
【解決手段】基材、樹脂層a及び樹脂層bを有する積層シートの製造方法であって、
(1)基材上に、前記樹脂層aを前記基材の幅以下の幅で形成する工程1、
(2)前記樹脂層a上に、前記樹脂層bを前記基材の幅より大きな幅で形成する工程2、
(3)前記樹脂層bの両端部であって、前記基材の幅に対応する部分からはみ出している領域を切除する工程3、並びに
(4)前記基材及び前記樹脂層bの両端部が揃うように、前記基材及び前記樹脂層bの両端部を切除する工程4、
を順に含む、積層シートの製造方法。
(もっと読む)
積層シート及びその製造方法
【課題】 本発明は、人の手によって容易に切断することができ且つ切断面にフラットヤーンクロスを構成しているフラットヤーンの切断端部が殆ど突出することがない積層シートを提供する。
【解決手段】 本発明の積層シートAは、ポリエチレン系樹脂を含むフラットヤーン1aを並設してなる第一フラットヤーン列1Aと、上記第一フラットヤーン列1Aのフラットヤーン1aに交差するようにポリエチレン系樹脂を含むフラットヤーンを並設してなる第二フラットヤーン列1Bとを含み、フラットヤーン1a、1bとの交差部を一体化することにより形成されたフラットヤーンクロス1と、このフラットヤーンクロス1の両面に積層一体化されたポリエチレン系樹脂を含む表面層とからなり、第一フラットヤーン列1Aを構成しているフラットヤーン1aが熱劣化により人手によって破断可能に形成されていることを特徴とする。
(もっと読む)
樹脂枠材、建具、及び樹脂枠材の製造方法
【課題】防火性及び断熱性が良好な樹脂枠材、建具、及び樹脂枠材の製造方法を提供する。
【解決手段】塩化ビニル系樹脂に強化繊維を分散させた成形材料を押出成形することにより形成される樹脂枠材としての下枠(20)であって、強化繊維は、その径方向の断面が非円形形状であり、かつ、その長さ方向が成形材料の押出方向に沿って配向されている。下枠(20)は、強化繊維がガラス繊維(60)であり、ガラス繊維(60)に対する塩化ビニル系樹脂の質量比((塩化ビニル系樹脂)/(ガラス繊維(60)))が2.3以上19以下であることが望ましい。
(もっと読む)
粘着テープ
【課題】織布と樹脂フィルムの積層により形成される粘着テープであり、織布に煩雑な操作となるアンカー処理を行うことなく、織布と樹脂フィルムの剥離を防止することができる粘着テープであり、手切れ性に優れている粘着テープの提供。
【解決手段】ウーリー加工したポリエステル糸による織布を挟んで一方に高密度ポリエチレン及び低密度ポリエチレン層、他の一方に低密度ポリエチレンに、熱溶着樹脂を添加した層並びに低密度ポリエチレン層を、低温ラミネート形成法により積層体として形成し、その外側に粘着剤層を設けている粘着テープ。
(もっと読む)
防滑シートの製造方法及び防滑シート
【課題】荷崩れ防止の用途にも耐え得る高い防滑性能を有する低密度のエチレン−α−オレフィン共重合体からなる防滑層を有する防滑シートを得ることができる防滑シートの製造方法及び防滑シートを提供すること。
【解決手段】基材の片面又は両面に、エチレン−α−オレフィン共重合体からなる防滑層を、冷却ロールを用いた押出しラミネート又は加熱ロールを用いた熱圧着により、積層して防滑シートを得る防滑シートの製造方法であって、前記エチレン−α−オレフィン共重合体の密度が0.800〜0.895g/cm3であり、かつ、前記防滑層に当接する前記冷却ロール又は前記加熱ロールの表面のRz値が0.5〜2.0μmである防滑シートの製造方法、又は、該防滑シートの製造方法により得られる防滑シートであり、JIS P8147[2010年規格]の傾斜法に準拠する滑り傾斜角が50°以上である防滑シート。
(もっと読む)
型内装飾用複合材料の製造方法
【課題】型内装飾用複合材料の製造方法の提供。
【解決手段】複合材料を提供するのに用いられ、該複合材料は生物材料層(1)及び該生物材料層(1)の表面に付着した保護層(4)で構成される型内装飾用複合材料の製造方法において、該生物材料層(1)を所定の運行経路上で輸送する該生物材料層(1)の提供工程と、熱溶状態の保護層(4)を熱押出して熱押出した保護層(4)を該生物材料層(1)の運行経路上で該生物材料層(1)と接触させる熱押出工程と、熱押出された保護層(4)を冷却して該生物材料層(1)に付着させて該複合材料を形成する冷却工程と、を包含する。これにより、保護層(4)を熱溶状態で生物材料層(1)と接合でき、並びに生物材料層(1)に冷却付着させ、該複合材料を形成し、両者の間の気泡の発生を減らす。
(もっと読む)
車両用のウインドウモール及びその製造方法
【課題】ウインドウモールのテープ貼着面の幅寸法を小さくしてウインドウモールの幅寸法を小さくできるようにする。
【解決手段】ウインドウモール中間体(図示せず)は、ウインドウモール本体18及びリップ部19を一対備え、一対のウインドウモール本体18のうちのリップ部19と反対側の端部同士を接合した形状にすることで、一対のウインドウモール本体18のうちのテープ貼着面21の端縁21a同士が接合した状態である。このウインドウモール中間体のうちの一対のウインドウモール本体18の各テープ貼着面21に跨がって1本の両面テープ16を貼着した後、一対のウインドウモール本体18の接合部に沿ってウインドウモール中間体及び両面テープ16を分割することで、両面テープ16の側縁とテープ貼着面21のうちのリップ部19と反対側の端縁21aとが一致しているウインドウモール15を形成する。
(もっと読む)
プラスチック加工用T−ダイおよびそれを使用した積層材の製造方法
【課題】溶融プラスチックシートを、シートの面によって異なった温度で吐出することが可能なT−ダイを提供し、そのT−ダイを利用した種々の積層材、たとえばプラスチック気泡ボードの改良された製造方法を提供する。
【解決手段】T−ダイ(1)を構成するそれぞれのリップ(13,14)を先端に有する2個のダイブロック(11,12)に、それぞれ独立したヒーター(3,4)を取り付けるとともに、それらのダイブロックを断熱材の層(5)を介して組み立て、温度制御のためのコントローラを設けて、2個のリップの温度を独立に制御できるようにしたT−ダイ(1)。
(もっと読む)
強化ポリマー複合物
強化ポリマー複合物は、熱可塑性材料の素地を含んでおり、該素地は、少なくとも1つの細長の金属要素によって強化されている。細長の金属要素は、素地内に埋設される前に、少なくとも第1の層および第2の層によって被覆されている。第1の層は、付着促進層を含み、第2の層は、無水物またはカルボン酸官能基を含む少なくとも一種のモノマーと共重合またはグラフト重合されたポリオレフィンを含む。強化ポリマー複合物は、0重量%〜95重量%の濃度の木材粒子をさらに含んでいる。本発明は、強化ポリマー複合物を製造する方法にも関する。  (もっと読む)
(もっと読む)
共押出フィルムおよび複合材料の製造方法
【課題】ロール上に巻き付けて貯蔵することができ、容易に取り扱うことができ、かつ多くの用途で用いることができる、弾性層を備える共押出フィルムを提示すること。
【解決手段】本発明は、内部の層の境目(1)で、一方としての支持フィルム(3)と、他方としての熱可塑性エラストマーから成る単層の弾性フィルム(2)または熱可塑性エラストマーから成る層(2’)を備えた伸長可能なフィルム(7)とに分離することができる共押出フィルムに関する。支持フィルム(3)は、内部の層の境目(1)に剥離層(4)を備える。内部の層の境目(1)で互いに接しているフィルム層の極性を異なるように調整することによって剥離可能性が達成され、このために剥離層(4)は、非弾性の極性ポリマーから形成される。複合材料の製造方法も本発明の対象である。
(もっと読む)
ポリアミド系透湿防水性布帛の製造方法
【課題】従来技術の有する問題点を解決でき、さらに厚み感がなく、衣料としたときの着用感に優れ、またコスト面でも透湿性能の面でも有利なポリアミド系透湿防水性布帛を製造できるようにする。
【解決手段】ポリアミド繊維を含んだ基布にポリイソシアネート系化合物をその含有率が0.03〜2質量%となるように付与し、その後、ポリイソシアネート系化合物を付与した基布に、ハードセングメント組成がナイロン6、ナイロン11、ナイロン12等のポリアミドであり、ソフトセグメント組成がエチレングリコール、プロピレングリコール等のポリアルキレングリコールであるポリエーテルブロックアミド共重合体を含んだ熱可塑性ポリアミド系エラストマーフィルムを直接押出して積層形態とし、さらに、積層形態のフィルムと基布とを熱圧着により一体化する。
(もっと読む)
帯状部材の製造装置
【課題】帯状部材の製造不良を低減し、品質向上、コスト削減を図る上で有利な帯状部材の製造装置を提供する。
【解決手段】各ボビン32から引き出されたスチールワイヤ26は、整列機構36により所定のピッチでそれらの長手方向を平行させ並べられた状態で押し出し機38に至る。この際、各ボビン32に設けられた制動機構34により、各ボビン32からそれぞれ引き出されるスチールコード26に均一の張力が付与されている。均一の張力が付与され整然と並べられた状態の複数本のスチールコード26に対して押し出し機38によりゴム材料24が被覆されることにより帯状部材28が押し出される。押し出し機38から押し出された帯状部材28は、冷却部54において巻回されて冷却される。冷却された帯状部材28は、アキュームレータ56を経て巻き取り機58でドラム60に巻き取られる。
(もっと読む)
織物およびそれを用いたロールカーテン
【課題】大きな加重や変形があっても、光学特性や通気性などの特性が変化しにくく、また伸長に対しても強い織物、必要に応じて液体調味料などの異物の拭き取り性に優れた織物、さらに意匠性が要求される場合にははっきりした色彩パターンが観察できる織物を提供する。
【解決手段】合成繊維からなる芯糸1、および芯糸の回りに芯糸を構成する樹脂よりも低い軟化温度を有する樹脂層2からなる糸条を用いた織物を用い、織物を熱処理し樹脂層を熱溶着することによりタテ糸とヨコ糸とが交差部で固着していることを特徴とする織物である。樹脂層としては塩化ポリオレフィンが好ましい。
(もっと読む)
冷媒輸送用ホース及びその製造方法
【課題】優れた耐冷媒透過性(冷媒不透過性)と柔軟性と有する冷媒輸送用ホースの製造方法を提供すること。
【解決手段】第1のポリアミド層、エチレン・ビニルアルコール共重合体層及び第2のポリアミド層の三層を共押出する工程を含む冷媒輸送用ホースの製造方法であって、各層を押出するダイの吐出口の間隙が、下記の条件:T2/(T1+T3)<0.20[但し、T1が第1のポリアミド層を押出するダイの口金の厚さ(μm)であり、T2がエチレン・ビニルアルコール共重合体層を押出するダイの口金の厚さ(μm)であり、そしてT3が第2のポリアミド層を押出するダイの口金の厚さ(μm)である。]を満足することを特徴とする冷媒輸送用ホースの製造方法
(もっと読む)
ファイバ束をコーティングするための方法および装置
【課題】少なくとも3本のファイバ(1)を備えるファイバ束をコーティングするための方法および装置を提供する。
【解決手段】本発明の方法は、ファイバ束がノズル手段の第1ノズル部、第2ノズル部、および第3ノズル部(9、10、11)によって形成される第1室および第2室を通過するように導く工程を含む方法であって、これにより被覆材がこれらの室を通ってファイバ束へと送り込まれる。ファイバ束のファイバ(1)は、第1ノズル部(9)で互いに分離した状態を保つことにより、被覆材が第1室(14)においてファイバの間に浸透するようになる。このファイバ(1)は、第2ノズル部(10)において互いに相反する位置へと導かれることにより、被覆材が第2室(16)において同形のファイバ束を包囲する。ファイバ束は、第3ノズル部(11)の前方へと進むように導かれることで最終ファイバ束直径を提供する。  (もっと読む)
(もっと読む)
ゴムチューブの製造方法
【課題】 管壁内の所定の位置に補強繊維体が埋設されたゴムチューブを高い品質で、かつ効率的に製造する方法を提供する。
【解決手段】 押出ヘッドのダイ41とマンドレル42により形成される内部空間から未架橋ゴムを押出して未架橋ゴムチューブを形成しながら、未架橋ゴムチューブの管壁内部に補強繊維体2を埋設一体化するチューブ押出工程に引き続いて、未架橋ゴムチューブを加熱して架橋するチューブ架橋工程(5)を行うゴムチューブAの連続成形方法において、補強繊維体2を未架橋ゴム内に誘導可能なガイド部材43を、ダイの内周面から前記内部空間にその先端部が突出するように設け、チューブ押出工程の未架橋ゴム押出とともに補強繊維体2をガイド部材先端部から繰り出すようにして、チューブAの管壁内部の所定位置に補強繊維体2を埋設する。
(もっと読む)
1 - 20 / 81
[ Back to top ]