
Fターム[4F201BK44]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 混合、混練 (2,974) | 構成部品、付属装置、補助装置 (1,305) | 撹拌、混合部材 (418) | スクリュー (285) | スクリュー胴部 (82)
Fターム[4F201BK44]の下位に属するFターム
溝部、谷部(底面のみ) (5)
フライト、山部 (66)
Fターム[4F201BK44]に分類される特許
1 - 11 / 11
発泡ポリウレタン減容処理装置
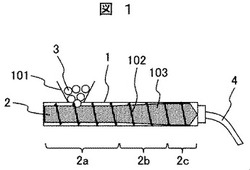
【課題】かさ高の発泡ポリウレタンの廃棄物を連続的に処理し、高い密度に圧縮する。
【解決手段】発泡ポリウレタンの投入口を有する押出機と、発泡ポリウレタンと薬剤とを反応させるための反応容器とを含み、押出機で圧縮された発泡ポリウレタンに薬剤を注入する薬剤注入部を有する発泡ポリウレタン減容処理装置を使用する。押出機は、らせん状の凸部及び凹部を有するスクリューを備えたスクリュー押出機を使用することが望ましい。
(もっと読む)
高分子複合材料の製造装置及びその製造方法

【課題】合成高分子の母相に微粒子の分散相が形成されている高分子複合材料において、前記分散相を高度に微細化、均一化させる技術を提供する。
【解決手段】高分子複合材料の製造装置(10)において、前記合成高分子及び前記微粒子の含水物を投入する投入区間(A)が上流側に設けられ取出手段(17)が下流側に設けられているシリンダ(13)と、合成高分子が溶融する混練温度(Tz)に設定されているシリンダ(13)の内部で軸回転し前記主剤及び前記過剰含水物の混練物を取出手段(17)に向かって押し出すスクリュー(15)と、シリンダ(13)に設けられ混練温度(Tz)における飽和蒸気圧(Pz)よりも低くかつ大気圧よりも高い設定圧力(Pa,Pb,Pc)で混練物に含まれる水分を脱水する脱水手段(40)とを、備えることを特徴とする。
(もっと読む)
高せん断装置を用いた高せん断方法
【課題】高せん断時に材料の圧力波形などの挙動を安定させて材料を混練することで、高品質のブレンド材を製造することができる。
【解決手段】樹脂を可塑化して溶融するための可塑化ユニットにおいて、溶融樹脂M´を内部帰還型スクリュー23を備えた高せん断ユニット20の加熱筒21内に注入し、注入工程後に内部帰還型スクリュー23を中速回転により回転させて、加熱筒21内の溶融樹脂M´を所定時間だけ内部帰還型スクリュー23の送り側へ移送する工程と、移送工程の後、内部帰還型スクリュー23を高速回転させて溶融樹脂M´に高せん断応力を与えて混練するようにした。
(もっと読む)
高せん断装置
【課題】非相溶性ポリマーブレンド系、ポリマー/フィラー系、さらにはポリマーブレンド/フィラー系の材料において、高せん断効率を向上させることで、ブレンド材の品質を高めるようにした。
【解決手段】固体状のポリカーボネートとアクリル樹脂とを8:2の樹脂混合比で混合した樹脂を可塑化して溶融させる可塑化ユニット10と、可塑化ユニット10で溶融した溶融樹脂M´が注入され、この注入された溶融樹脂M´に高せん断応力を与えるための内部帰還型スクリューを有する高せん断ユニット20とを備え、可塑化ユニット10から高せん断ユニット20へ注入される樹脂の温度がその樹脂の溶融温度(240℃)以下となる205〜240℃とした。
(もっと読む)
混練装置
【課題】高分子材料の温度を好適に制御することができる混練装置を提供する。
【解決手段】駆動部11に接続されたスクリュー部13と、スクリュー部を囲繞するように配設されたシリンダー部15とを備えた混練装置10において、スクリュー部内に、スクリュー部の軸方向に沿うようにヒートパイプ25が設けられ、ヒートパイプの放熱部がスクリュー部の駆動部側に配置されるとともに、ヒートパイプの吸熱部がスクリュー部の先端部側に配置されている。
(もっと読む)
連続式押出機
本発明は、螺旋状スクリュー形態のシャフト構造よりなり、ホッパーを通じて投入されたポリマー樹脂と添加原料を溶融しながら圧縮する溶融及び圧縮領域と、溶融及び圧縮された溶融物圧縮及びせん断応力によってポリマー樹脂に添加原料を分散させながら吐出領域にフローさせる分散領域と、ポリマー樹脂に前記添加原料が分散された組成物を吐出する吐出ダイとを含み、前記分散領域は、上方向にテーパー付けされた圧縮部と、上方向にテーパー付けされた圧縮部と隣接するように形成され、扁平な一字状のせん断部を少なくとも含むシャフト構造よりなり、前記分散領域でシャフトの直径に対するシャフトの長さの比は、20〜60範囲にある連続式押出機に関する。本発明によれば、別途の追加的な押出機が必要なく、混合、溶融、圧縮、分散及び吐出がインシチュ(in-situ)で行われることができ、界面活性剤、分散剤、酸化防止剤、カップリング剤のような添加剤を添加することがなく、粘土のような層状物質をポリマー樹脂に効率的に剥離させて分散させることができる。 (もっと読む)
改善された分散効果があり電力入力が低いウォームエレメント
本発明は、対で同じ方向に作用するウォームシャフトを有し、対で正確にきさげ作用(scraping action)を行う多軸ウォーム機械のための新規なウォームエレメントに関する。  (もっと読む)
(もっと読む)
充填剤を分散させた状態の溶融混練物の製造方法、溶融混練物の製造方法により得られる樹脂成形物、その製造方法若しくはその用途
【課題】非相溶性の高分子ブレンド物から制御された共連続構造組成の非相溶性の高分子ブレンド物の溶融混練物、溶融混練物から制御された共連続構造組成の非相溶性の高分子ブレンド物の樹脂成形物並びに樹脂成形物を溶剤処理して得られる材料の提供
【解決手段】特定割合のフィラー並びに非相溶性の樹脂等を、スクリューの回転数は600rpmから3000rpm、せん断速度は900から4500sec−1の条件下に処理して得られる溶融混練した樹脂又はエラストマーを、スクリューの後端から先端に送り、スクリューの先端の間隙に閉じ込めた後、該間隙から前記スクリューの後端に移行させる循環を行い、溶融混練物の内部構造としての共連続構造を制御し、その連続相のサイズをメゾスコピックレベル(0.3〜100μm)で自在に変化させて得られる溶融混練物、樹脂成形物及び樹脂成形物を溶剤処理して得る材料。
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法
【課題】強化繊維の毛羽が少なく、取扱い性に優れた芯−鞘型の長繊維ペレットを得ることができる長繊維強化熱可塑性樹脂ペレットの製造方法を提供する。
【解決手段】強化繊維束[A]、または、該強化繊維束[A]にJIS K7199規格に基づく溶融粘度が0.1〜10Pa・sの範囲である熱可塑性重合体[C]を含浸した熱可塑性重合体含浸強化繊維束[AC]に熱可塑性樹脂[B]を被覆した後、3〜20mmの範囲の長さに切断する芯−鞘型の長繊維ペレットの製造方法であって、前記熱可塑性樹脂[B]を4〜20個の口金から構成されるクロスヘッドダイを備えた押出機より、各口金の吐出量の経時変動が口金内平均吐出量の−10〜10%の範囲で、かつ各口金の口金内平均吐出量が口金間平均吐出量の90〜110%の範囲で吐出することを特徴とする長繊維強化熱可塑性樹脂ペレットの製造方法。
(もっと読む)
樹脂押出機用スクリュー、樹脂押出機、およびペレット製造方法
【課題】原料樹脂の溶解時における無酸素状態での混練を可能とし、原料樹脂の熱劣化を防ぐことができ、また各種の原料樹脂の生産に対応した上で装置全体を小型化することを可能とする樹脂押出機用スクリュー、樹脂押出機、およびペレット製造方法を提供する。
【解決手段】樹脂押出機用スクリュー10は、原料樹脂を取り込みつつ送り出す喰い込み部11aと、加熱された原料樹脂を加圧しながら溶解を開始させる圧縮加圧溶解開始部11bと、原料樹脂をさらに加圧しながら混練する圧縮加圧溶解混練部11cとを有する。また、スクリュー本体10aにおける螺旋羽根12のスクリュー深さは、脱気部11e、前記喰い込み部11a、押出部11g、前記圧縮加圧溶解混練部11cの順で深く設定されている。
(もっと読む)
水性分散体の製造装置および製造方法
【課題】大型の押出機を使用した場合でも、所望の平均粒子径、特に平均粒子径1μm以下の水性分散体を連続的に製造でき、また、得られる水性分散体中の未乳化物量を少なくできる水性分散体の製造装置を提供する。
【解決手段】本発明の水性分散体の製造装置は、バレル内にスクリュー12a,12bが配備された押出機を具備し、押出機のスクリュー12a,12bの内部に、冷却用媒体を流す流路13が形成されている。本発明の水性分散体の製造装置は、スクリュー12a,12bの直径が40mmを超える場合にとりわけ効果を発揮する。
(もっと読む)
1 - 11 / 11
[ Back to top ]