
Fターム[4F202AC04]の内容
プラスチック等の成形用の型 (108,678) | 材料の状態・形態 (793) | 粉末 (46)
Fターム[4F202AC04]に分類される特許
41 - 46 / 46
樹脂成形品の成形装置および成形方法

【課題】 粉体成形材料を成形板により加圧して樹脂成形品の成形を行う樹脂成形品の成形装置および成形方法において、熱効率が悪く、成形品の冷却時間が長くかかる問題を解決する。
【解決手段】 樹脂成形品の成形装置は、対向する第一の盤2と第二の盤4の少なくとも一方の盤2に取付けられた冷却板7と、直接加熱可能または他から加熱可能であって冷却板7に対して当接および離隔され粉体成形材料Bから成形される樹脂成形品Aの成形面17aを有する成形板15と、第一の盤2と第二の盤4との間で成形板15および冷却板7を介して加圧を行う加圧機構6とが備えられている。
(もっと読む)
成形機

【課題】 カーボンと樹脂とを含んだ粉末状の成形原料を用いて、その両面に複数の溝をもつ板状の成形品を加熱圧縮成形により成形する成形機において、成形品の密度を均一にすること。
【解決手段】 カーボンと樹脂とを含んだ粉末状の成形原料を用いて、その両面に複数の溝をもつ板状の成形品を加熱圧縮成形により成形する成形機において、固定側金型と可動側金型とで形成される一面または該一面の一部のみが開放された閉空間の厚さが、成形品の厚みよりも所定量大きい状態で、この閉空間内に成形原料を供給充填して、金型を振動させる。
(もっと読む)
燃料電池セパレータの製造方法およびその製造用金型
【課題】セパレータの品質向上と生産性向上、製造コスト低減を同時に実現する燃料電池セパレータの製造方法およびその製造用金型を提供する。
【解決手段】金型10は、圧縮成形タイプであり、下金型16には、成形されるセパレータに形成されるガス通路とされる孔28に対応する位置に孔20が形成される。この孔20に挿脱可能にピン24が挿入される。粉体等の流動性を有する材料を供給する前は、ピン24を、製品を成形する箇所18から後退させて孔20の内部に収容しておき、あるいは、ピン24の先端部を、製品を成形する箇所18に突出させておく。材料26の供給を開始した後、材料26内にピン24を進入させて材料26に孔28を形成し、成形を行う。
(もっと読む)
熱可塑性バインダーを含有する通気性立体形状部材の成形
【課題】本発明は、熱可塑性バインダーと、繊維、泡沫状物質、顆粒等との混合物の成形に関する。
【解決手段】成形された通気性または蒸気透過性の立体形状部材は、蒸気によって加熱された後、減圧することによって冷却されかつ加熱の際に生じた結露を蒸発させて、鋳型によって模様付けされた成形のまま持続させるというものである。この工程を行なうには、鋳型が特異な性質を有している必要がある。
(もっと読む)
プラスチック表皮の形成方法
本発明は、プラスチック製品を製造するための方法および装置に関するものであって、本発明による方法においては、型輪郭を有した金属型を、型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;予熱された金属型上へと、プラスチック材料をキャストし;赤外エネルギーを使用してプラスチック材料を溶融させ;相変化または状態変化を起こし得る材料を金属型に対して接触させることにより、金属型を冷却し;キャストされたプラスチック製品を金属型から取り外す。 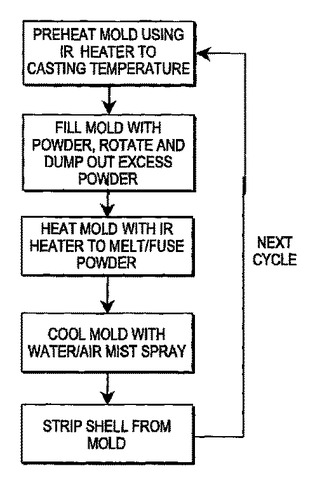 (もっと読む)
(もっと読む)
べっ甲基材の再生製造方法
【目的】 作業性がよく、安定した品質のべっ甲基材を再生することができる上に、製造コストの低いべっ甲基材製造方法の提供を目的とする。
【構成】 べっ甲の粉末と水の混合物を金型内に充填し、常温下で機械的に加圧し、次いで、金型を一定の圧力に保持する締結治具により締結し、しかる後100℃以上の水蒸気によって加圧加熱された耐圧容器に数分から数10分入れて、べっ甲粉末を固化再生させる。本発明では常温で機械的圧力を加えるため、再生べっ甲製造工程が大幅に効率化される。また、水蒸気下で加熱されるため、再生べっ甲内部まで一定の品質となり、且つ抗折力の大きい高品質の再生べっ甲基材が得られる。
(もっと読む)
41 - 46 / 46
[ Back to top ]