
Fターム[4F202AC04]の内容
プラスチック等の成形用の型 (108,678) | 材料の状態・形態 (793) | 粉末 (46)
Fターム[4F202AC04]に分類される特許
21 - 40 / 46
二重壁構造の角形容器およびその製造方法
【課題】肉厚にむらのない製造方法による二重壁構造の角形容器を提供する。
【解決手段】成形用金型1を用いて回転成形法により成形する、二重壁構造の角形容器の製造方法であり、成形用金型の成形空間内に成形材料を投入後、前記成形用金型を内側から加熱しながら回転成形する第1成形工程と、前記成形用金型を外側から加熱しながら回転成形する第2成形工程とを有しており、前記第1成形工程の成形終了後に前記第2成形工程の成形を開始する、二重壁構造の角形容器の製造方法。
(もっと読む)
パウダースラッシュ成形装置のシール材取付部構造およびシール材構造

【課題】主に、シール材の交換作業の容易化を図り得るようにする。
【解決手段】取付プレート33の先端部分の装着部36が、シール材28の基部を係止可能な係止部37と、シール材28に作用されるシール荷重を受ける荷重受部38とを、別個に備え、係止部37が、各取付プレート33の先端部分の内面に形成された奥拡がりの傾斜面39であり、荷重受部38が、各取付プレート33の先端部分の先端面に形成された、外拡がりの傾斜面40であるようにしている。
(もっと読む)
燃料電池セパレータの成形金型、燃料電池セパレータの製造方法および燃料電池セパレータ
【課題】セパレータ表面のガス流路溝部領域と囲繞部領域との密度バランスを均一にし、金型からの製品取り出しにおいても変形・反り・クラックの発生が少なく高品質かつ生産性の高い燃料電池セパレータを得る。
【解決手段】流路溝部2に対応する上下のインナー金型42,22と、囲繞部4に対応する上下のアウター金型45,25とに分割された上下の金型41,21の間に形成されるキャビティ50に粉体状材料を充填するとき、流路溝部2の圧縮比と囲繞部4の圧縮比とが均一になるように、(上)下のアウター金型(45,)25に対して(上)下のインナー金型(42,)22を所定高さ(下方または)上方に位置決めする。圧縮成形後、成形品取り出しのための型開き時に、表裏各面の囲繞部4に先行して流路溝部2が離型するように、上下のインナー金型42,22に対して、上下のアウター金型45,25を突出させる。
(もっと読む)
複数種のプラスチックから成形表皮材を製造するための方法および装置
本発明は、複数種のプラスチックを互いに連続的に溶融させることによって形成されたプラスチック成形表皮材を製造するための方法および装置に関する。ここで、第1のプラスチック粉末の溶融中、成形型の表面が部分的にカバーまたはマスクで覆われ、第1のプラスチック粉末は、粉体塗装法により成形型に塗布されており、その後、成形型の表面からカバーまたはマスクを取り外し、第2のプラスチック粉末を回転焼結によって成形型の金型面、および第1のプラスチック粉末に塗布する。 (もっと読む)
スラッシュ成形表皮材の製造方法及びスラッシュ成形型
【課題】成形された表皮材から不要部分を容易にかつ確実に取り除くようにする。
【解決手段】型外方に張り出す外側張出部17cと型内方に張り出す内側張出部17dとを型成形面19の製品形状部外周縁にそれぞれ形成する。断面三角形状の一対の第1突条部21を製品形状部外周縁に沿って互いに近接状態で並列するように外側張出部17cの型成形面19側に一体に突設するとともに、これら第1突条部21間に第1突条部21よりも突出量が小さい断面三角形状の第2突条部23を第1突条部21と並列するように一体に突設する。断面三角形状の第3突条部25を製品形状部外周縁に沿って内側張出部17dの型成形面19側に一体に突設する。溶融樹脂層の冷却硬化過程で第1及び第2突条部21,23を先端を下に向けた姿勢に保持するとともに、第3突条部25を先端を上に向けた姿勢に保持する。
(もっと読む)
多層成形品の形成方法
本発明は、外層ポリマー粉末が離型フィルムによって外層粉末から切り離される内層のポリマー粉末とともに回転成形機に添加される異なる融点を有する2つのポリマーの多層品を形成するための回転成形法に関する。離型フィルムは、外層ポリマーよりも高い融点を有し、好ましくは、内層ポリマー及び外層ポリマーよりも高い融点を有する。ある実施形態例においては、離型層は(より高い融点を有する)内層粉末を封入した封入体又はバッグを形成する。他の実施形態例においては、離型フィルムは、絶縁空間と型の間にバリアを形成する。本発明の方法は、「ワンショット」の回転成形方法を提供する。 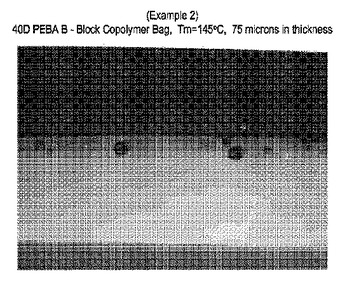 (もっと読む)
(もっと読む)
電子部品の樹脂封止成形装置
【課題】樹脂封止成形時に用いられる樹脂材料41を金型(キャビティ空間部9)内に供給する際に、キャビティ空間部9内の樹脂材料41が樹脂流動を極力発生させないようにする電子部品35の樹脂封止成形装置50を提供することを目的とする。
【解決手段】本装置50に含まれる樹脂供給機構40に備えた供給部46において、樹脂トレイ42にはシャッター42Aが開く方向と垂直方向に開口したトレイ用のスリット部材42Bを備えると共に、スリット部材42Bの開口部分に投入された所要量の樹脂材料41をシャッター42Aが開くのと略同時にキャビティ空間部9内に供給するように構成されていることを特徴とする。
(もっと読む)
燃料電池セパレータの成形金型
【課題】セパレータ表面のガス流路溝部領域と囲繞部領域との密度バランスを均一にし、また、離型性を改善し、金型からの製品取り出し時に変形・反り・クラックの発生を抑えて高品質かつ生産性の高いセパレータを得る。
【解決手段】成形金型10は、粉体状材料を用いて、少なくとも片面に流路溝部および囲繞部を有する燃料電池セパレータを圧縮成形する。前記片面が対向する下金型21を、流路溝部に対応するインナー金型22と、囲繞部に対応するアウター金型25とに分割して構成する。インナー金型22および/またはアウター金型25を進退させる作動部材24,27を備える。少なくとも上金型41の前記片面とは反対面が対向する表面42,45にダイヤモンドライクカーボン膜42a,45aを成膜した。
(もっと読む)
摩擦材の熱成形方法及び熱成形用金型
【課題】 熱成形中に発生するガスを、効率よく排出できる摩擦材の熱成形方法と、この方法に使用する摩擦材の成形金型とを提供する。
【解決手段】 貫通した中空部6aを有する枠型6と、該中空部の一方側に配置された押し型5と、他方側に配置された受け型7とを有し、押し型5と受け型7の少なくとも一方が前記枠型6の中空部6a内を摺動自在な熱成形用金型を用い、摩擦材原料を前記枠型内に投入し、該摩擦材に前記押し型と受け型とにより圧力を加え、加熱して成形する。枠型6は複数個に分割され、熱成形中に前記押し型と受け型とにより加える圧力を減圧するとともに、前記複数個に分割された枠型を離反し、該離反した枠型の隙間から熱成形中に発生したガスを排出する。
(もっと読む)
燃料電池セパレータ製造用金型とこの金型を用いた燃料電池セパレータの製造方法
【課題】 圧縮成形時に発生するバリが金型に固着することなく成形品と一体となって離型でき、金型の清掃が容易で、かつ成形品に巣ができ難い燃料電池セパレータ製造用金型およびこの金型を用いた燃料電池セパレータの製造方法を提供すること。
【解決手段】 本発明の燃料電池セパレータ製造用金型は、上型1と下型2もしくはそれらに加えて中型3とからなる金型であって、上型1と下型2とから形成された空間をセパレータ成形用のキャビティAとし、キャビティAの直近外周の全面に空所Bが形成され、更に空所Bの外側全周にバリ溜用空所Cが形成されたことを特徴とし、この金型を用いる本発明の燃料電池セパレータの製造方法は、黒鉛粉と熱硬化性樹脂とを混合し、粉砕して成形粉を作製し、成形粉を上記の燃料電池セパレータ製造用金型のキャビティAおよび空所Bに充填して、熱圧成形することを特徴とする。好ましくは、成形粉を予備成形した予備成形体を燃料電池セパレータ製造用金型のキャビティAおよび空所Bに装入して充填する。
(もっと読む)
光学部品の成形方法および光学部品の成形装置
【課題】 原料でプリフォームを作成することなく、原料を高精度に成形して光学部品を製造することができる光学部品の成形方法を提供することを課題とする。
【解決手段】 光学部品の成形方法であって、金型のキャビティ内に投入した粉体の原料40を加熱して溶融する加熱段階と、溶融させた原料40をキャビティ内で圧縮して変形させることにより、所定形状の光学部品を製造する圧縮段階とを含むことを特徴としている。
(もっと読む)
多孔質体成形用金型および多孔質体の成形方法
【課題】多孔質体成形用金型にてフィルタ等を成形する場合に、加熱に使用するオーブンを小型化することができるとともに加熱に要するエネルギーも低減することができ、さらには金型のコンパクト化によって成形時間も短縮することができる多孔質体成形用金型を提供する。
【解決手段】外型7、上型9および下型10からなる金型Kであって、少なくとも粉状の樹脂原料Gを金型K内で上型9にて上下方向に加圧するとともに加熱し、多孔質体を成形する多孔質体成形用金型Kにおいて、上型9を装填した状態で外型7内に収容されてしまうように構成している。
(もっと読む)
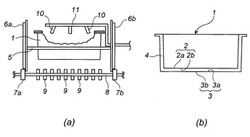
継手部を一体に具えた容器及びその製法
【課題】フッ素系樹脂製容器に相手接続管部材を繋ぐための継手部を一体に形成する。
【解決手段】容器胴部成形用の回転成形金型6に、後工程の切削加工によって継手部3となり且つ該切削加工の際のチャック掴み部32を具えたフッ素系樹脂ブロック30を保持せしめておき、回転成形の際に成形される胴部2と前記樹脂ブロック30とを融着一体化させ、型開き後に、該樹脂ブロック30上のチャック掴み部32を掴んで、切削刃にて樹脂ブロック30を切削して相手接続管部材5に対する継手部3を形成する。
(もっと読む)
複合流れ場プレートとその成型方法
改良型の流れ場プレート設計と、かかるプレートを製作する方法が提供される。本発明の一実施形態によれば、バイポーラプレートを製作する方法が提供される。このバイポーラプレートは、向かい合う導電性の側面の間に画成された流れ場を備える。この方法によれば、流れ場スケルトンが提供される。流れ場スケルトンは、水素透過障壁層で被覆めっきされた犠牲コアを備える。導電性ポリマー複合材料が、バイポーラプレートの向かい合う側面を画定するように、流れ場スケルトンの周りに成型される。成型されたポリマー複合材料は、この複合材料に水素透過障壁層が接着し、犠牲コアがバイポーラプレートの向かい合う側面の間に流れ場空洞を画成するために複合材料と障壁層から溶けてなくなるように、硬化される。  (もっと読む)
(もっと読む)
パウダースラッシュ成形方法及び装置
【課題】インストルメントパネルの表皮材等の成形において、部分的な厚みのコントロールが容易に可能で、厚み偏差をなくし、助手席側は所定の肉厚を確保して、運転席側の肉厚を薄肉化でき、またブロッキングパウダーの除去作業を簡略化できるようにする。
【解決手段】金型10の開口側に対向して樹脂パウダーRを収容する材料箱20を固定しておき、この金型10と材料箱20を回転させて、材料箱20内の樹脂パウダーRを金型10に供給して内表面13に付着させて表皮成形品を成形する場合に、材料箱20の開口部22に金網30を付設しておいて、樹脂パウダーRの金型10内への落下供給を制限しながら成形する。
(もっと読む)
再生用合成樹脂熱圧着方法及びその装置
【課題】 再生PETのように粉砕してフレーク状になった再生用熱可塑性合成樹脂をスティック状に成形して、メルトインデクサ等の測定装置の炉体への合成樹脂フレークの投入を容易にし、合成樹脂フレークが加水分解するのを防止することができる再生用合成樹脂熱圧着方法及びその装置を提供する。
【解決手段】 粉砕した再生用熱可塑性合成樹脂を入れるシリンダー1と、該シリンダー1内を減圧する減圧機構3と、前記シリンダー1を前記熱可塑性合成樹脂の溶融温度以下で熱圧着可能な温度以上に加熱する加熱機構5と、前記シリンダー1内に入れた前記熱可塑性合成樹脂を加圧して熱圧着する加圧機構2と、熱圧着した前記熱可塑性合成樹脂を前記シリンダー内から取り出す取出機構4とから構成してある。
(もっと読む)
燃料電池、燃料電池用セパレータ、燃料電池用セパレータの製造方法および製造装置
【課題】 歩留まりが良く、コストを削減できる燃料電池、燃料電池用セパレータ、燃料電池用セパレータの製造方法および製造装置を提供する。
【解決手段】 カーボン粉末と樹脂を混合した粉体状のセパレータ材料40に形状保持液を染み込ませる混合工程と、前記形状保持液を染み込ませたセパレータ材料40を予備成形用金型50で押圧して予備成形品60を形成する予備成形工程と、前記予備成形品60を加熱して形状保持液を蒸発させる蒸発工程と、前記予備成形品60を最終成形用金型70で押圧して最終形状に成形する最終成形工程と、を有する燃料電池用セパレータの製造方法および製造装置により、燃料電池用セパレータ30を成形し、この燃料電池用セパレータ30を用いて燃料電池を作製する。
(もっと読む)
ポリベンゾイミダゾール成形体の製造方法および成形用金型
【課題】 前処理を施さないPBI粉末と同様に成形性に優れ、かつ品質の安定したPBI成形体が製造できる。
【解決手段】 中和洗浄後のPBI粉末に振動を加えながら減圧状態で乾燥し、室温以上に予め加熱された金型のキャビティ内に乾燥後のPBI粉末を投入する充填工程と、該充填後の体積よりも密になるように金型に第1次圧力を印加して、100℃以上、樹脂の2次転移点未満に加熱する予備加熱工程と、その温度を保持したまま、第1次圧力以上の第2次圧力を所定時間加え、次いで第1次圧力に戻した後にPBI樹脂の2次転移点以上にPBI粉末を加熱する加熱工程と、該加熱工程の温度を保持したまま第3次圧力を所定時間印加する加熱加圧工程と、金型のキャビティ内の温度を連続的に降下させるとともに、その温度降下が開始された後に第3次圧力を段階的に降下させる降熱降圧工程とを有する。
(もっと読む)
スラッシュ表皮の成形装置
【課題】 厚肉部を部分的に有するスラッシュ表皮を簡単に成形する。
【解決手段】 原料収容ボックス1の内部に、成形しようとするインパネ表皮(溶融樹脂層M)の厚肉部(厚肉層m1)に対応するように粉体樹脂原料Rをスラッシュ成形型3の成形面3aに対して加圧するエアバッグ15を設ける。
(もっと読む)
コイル封入圧粉コア成形用金型及びコイル封入圧粉コアの製造方法
【課題】 磁性粉末と絶縁材とからなる混合粉末とコイルとをコイル封入圧粉コア成形用金型内に充填し、加圧成形する工程が1回で済み、製造工程を削減でき、加圧成形の際にコイルの電極端子に歪みが生じるのを防止できるコイル封入圧粉コアの製造方法の提供
【解決手段】 コイル封入圧粉コア成形用金型を用い、型枠25の貫通孔内壁面と下パンチ27で囲まれた空間40にコイル5を収納するとともに該コイル5の各引出部5bを下パンチ27の各穴内に挿入した後、空間40に混合粉末35を充填する充填工程と、上パンチ26を型枠25の貫通孔内に挿入し、上パンチ26を下降させてキャビティー内のコイル5と混合粉末35に押圧力を加えて加圧成形する加圧成形工程と、上パンチ26の上昇と型枠25の下降により離型する離型工程を備える。
(もっと読む)
21 - 40 / 46
[ Back to top ]