
Fターム[4F202AD21]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 異形断面・非円形断面 (18)
Fターム[4F202AD21]の下位に属するFターム
綱矢板 (5)
Fターム[4F202AD21]に分類される特許
1 - 13 / 13
樹脂成形品の成形金型及び成形方法
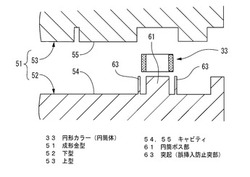
【課題】複数の固定部に金属製の円筒体又は長円筒体を正確に配置することができる良好な樹脂成形品の成形金型及び成形方法を提供する。
【解決手段】成形金型51は、箱本体の複数の固定部にそれぞれ形成される挿通孔の内面に、金属製の円形カラー33又は長円形カラーをインサート成形するためのキャビティ54,55を備える。円形カラー33が装着される円筒ボス部61備えたキャビティ54には、円形カラー33が円筒ボス部61に挿入される際には干渉せず、長円形カラーが円筒ボス部61に挿入される際には干渉して該長円形カラーが円筒ボス部61に挿入されるのを阻止する複数の突起63が突設されている。
(もっと読む)
ウエザストリップ及びその製造方法

【課題】シール性や外観品質を向上させるように押出成形部を型成形部で接続したウエザストリップ及びその製造に際して型成形部の形成範囲内でコア金型を抜き取ることができる製造方法を提供する。
【解決手段】ウエザストリップ5は、押出成形された押出成形部6と、これの両端部を直線状に接続する型成形部7とからなり、スライディングルーフの周縁に沿って取付けられるトリム部11と、トリム部11から突出する中空シール部15とを備える。型成形部7は、その接続幅W1が2.0mmに設定され、その中空シール部15において、その内周面15cを成形するコア金型を成形後に抜き取るためのコア抜き孔44が形成されている。コア抜き孔44は、中空シール部15の内周面15cの周方向に沿った長さが、当該内周面15cの周長の30%となるように形成されている。
(もっと読む)
車両用内装部品およびその製造方法
【課題】表皮材の成形サイクルを延長することなく、表皮材の取付開口部の周壁部を肉厚に形成する。
【解決手段】表皮材3を成形する表皮材成形工程と、基材2を成形する基材成形工程と、基材2と表皮材3との間で発泡材4を発泡成形させる発泡材成形工程と、を有する車両用内装部品の製造方法であって、表皮材成形工程を表皮コア型11及び表皮キャビティ型12からなる金型で成形するものとし、当該表皮材成形工程において、意匠面を構成する表面部3aと、当該表面部3aよりも肉厚に形成され且つ当該表面部3aに開口する取付開口部5の周縁から突設される周壁部3cを、一体成形する。
(もっと読む)
ガラスランの製造方法
【課題】中子の安定性を高め、ひいては適正形状の型成形部を成形することのできるガラスランの製造方法を提供する。
【解決手段】ガラスランは押出成形部2,3と型成形部とからなり、断面略コ字状の本体部と一対のシールリップとを有している。型成形部を形成するための金型装置5は、本体部及びシールリップの内周面を画定するための中子18と、本体部及びシールリップの外周面を画定するための複数の型とからなる。そして、中子18の両端にそれぞれ押出成形部2,3の端部を嵌め込んだ状態で、キャビティ19内に型成形材料を充填することで型成形部が成形される。中子18のうち各押出成形部2,3が嵌め込まれる各部分には、それぞれ当該中子18を保持するための保持板21が設けられ、キャビティ19内においては、中子18を支持するサポートピン25が突出形成されている。
(もっと読む)
ガラスランチャンネル組立体及びその製造方法
【課題】ガラスランチャンネル組立体の押出成形部の係合リップと型成形部の係合突起との接合部のシール性とガラスランチャンネル組立体の製造効率とを向上させる。
【解決手段】押出成形部13,14を成形型にセットして型成形部15を成形する際に、押出成形部13,14の端末部において成形型の中子により車外側の側壁部18を外側方向へ押し出して車外側の係合リップ24に密着させて係合リップ24の先端と係合突起32の頂点との間に高さ方向の段差が無くなるように係合リップ24を保持した状態で型成形部15を成形することで、係合リップ24の先端と係合突起32の頂点とが段差無く連続して繋がるように係合リップ24と係合突起32とを接合する。これにより、窓枠に装着されたときに係合リップ24と係合突起32との接合部及びその近傍の全域において係合リップ24及び係合突起32が対向する窓枠に対して密着して係合するようにする。
(もっと読む)
金型装置
【課題】加飾部が基材部に対し適正な箇所に位置する外殻部材を成形することのできる装置を提供する。
【解決手段】金型装置は、断面略半円形の成形凹部62を有する第1金型60と、断面略半円形の成形突部72を有し、成形凹部62との間に外殻部材(第1外殻中間体40)を成形するための断面略円弧状のキャビティCを形成する第2金型70とを備える。金型装置は、キャビティCに加飾部(第1加飾中間体42)が配置された状態で同キャビティCに溶融樹脂80が充填されることにより、外殻部材(第1外殻中間体40)を成形する。この金型装置では、第2金型70における成形突部72の付け根部分の近傍に、加飾部(第1加飾中間体42)の両余剰端部43,43が挿入される一対の溝部74,74が設けられている。
(もっと読む)
複合成形方法および樹脂成形品ならびに電子機器
【課題】インサート成形において金属インサート部品と樹脂との間に空間を設けることにより、外部からの力や熱などが伝わることを防止する。
【解決手段】第2金型201に金属板101を変形させることを目的とした第1凸部204を形成し、インサート成形時に金属板101を変形させた状態で溶融樹脂205を充填し、固化させて樹脂102を成形する。樹脂102は金属板101が弾性変形した形状で成形される。その後、第1凸部204を金属板101から離すことにより、金属板101が変形させられる前の形状に復元し、金属板101と樹脂102との間に微小な空間104を形成する。
(もっと読む)
ウエザストリップの成形方法とその成形用金型
【課題】押出成形により成形したウエザストリップの押出成形部の端部に、型成形により型成形部を成形するに際して、押出成形部の端部の見栄えを良好に成形するウエザストリップの成形方法およびその成形方法に使用する成形用金型を提供する。
【解決手段】成形用金型20に押出成形部の端部を挟持する挟持部20bと、型成形部を形成するキャビティー20cを設ける。挟持部20bは押出成形部の端部に当接する挟持コア23、24、25を有し、挟持コアの少なくとも一部は挟持コアを冷却する冷却孔23c、24c、25cが内部に形成され、その冷却孔に冷媒を循環させる。押出成形部の端部を挟持部で挟持した後、キャビティーに型成形部を構成するゴム材料を射出又は注入し、その後ゴムを架橋させて成形するウエザストリップの成形方法である。
(もっと読む)
複合成形品の製造方法と製造装置
【課題】 射出成形型に本体部材をセットして、射出成形型を閉じたとき、本体部材を射出成形型の型面に安定よく密着させて固定することでバリの発生を防止する。
【解決手段】 可動型91を閉じ、スライド型100、105を前進させてスライド型100、105の凸条102、107及び/又は凹溝103、108を本体部材32の凹溝51、56及び/又は凸条52、57に嵌め合わせつつ型斜面104、109を縁斜面53、58と接触させる。両斜面の接触部分においてスライド型100、105の前進方向の力を本体部材32の裏面34を向く型閉じ方向の力に変換して本体部分32を本体型部96に押し付けると共に両本体型部76、96で本体部材32の表裏両面33、34側から挟んで固定し、本体部材32と各型の型面とでクッション部材62、65を成形する成形キャビティ120、125を形成する。
(もっと読む)
管継手の製造方法
【課題】
不織布層と合成樹脂層とをそれぞれ均一の厚さに形成できるような、合成樹脂複合成形品の製造方法の提供。
【解決手段】
不織布13からなる不織布層11aと、該不織布層11aに積層される合成樹脂からなる合成樹脂層11bとを有するとともに、その厚み方向に凹凸を有する合成樹脂複合成形品11,40の製造方法であって、シート状の不織布13を、上記成形品中の不織布層11aの凹凸形状に対応する凹凸形状に成形する不織布成形工程と、該不織布成形工程で成形された不織布上に、上記成形品中の合成樹脂層の凹凸形状に対応する形状の合成樹脂を成形する合成樹脂成形工程とを有する合成樹脂複合成形品の製造方法。
(もっと読む)
遊技機のトップランプカバー
【課題】機枠の前面上部に設けたトップランプカバーにおいて、第1インサート部分と第2インサート部分と事後成形部分との結合部分の光の屈折低減、および裏面形状の連続性を確保する。
【解決手段】トップランプカバー1が機枠に取り付けられた場合における上面側に配置される光透過性を有する合成樹脂により予め形成された第1インサート部分2と、トップランプカバー1が機枠に取り付けられた場合における下面側に配置される光透過性を有する合成樹脂により予め形成された第2インサート部分3と、第1インサート部分2と第2インサート部分3とを成形型の内部に配置して光透過性を有する合成樹脂により事後成形された事後成形部分4とからなる合成樹脂成形品として構成されている。
(もっと読む)
ガラスラン、その製造方法及びガラスラン成形用金型装置
【課題】作業性の飛躍的な向上を図ることのできるガラスラン、その製造方法及びガラスラン成形用金型装置を提供する。
【解決手段】車両ドアのサッシュにガラスラン1が取付けられる。ガラスラン1は押出成形部2等と型成形部5等から構成される。各成形部2等は、基底部10及び側壁部11,12からなる本体部13と、ドアガラスとの間をシールするシールリップ14,15と、基底部10において車内外方向に伸縮可能な伸縮部16等とを備えている。そして、型成形部5の成形に際し、コア本体と、シールリップ14,15の内周面を画定する側から突出する第1保持部と、基底部10の内周面を画定する側から突出する第2保持部とからなるコア金型を用いることにより、型成形部5のコーナー部C1を含む所定区間において、伸縮部16等に代えて、基底部10を貫通する開口部40が形成されたガラスラン1が成形される。
(もっと読む)
インサート部材を有するモールド部材及びその製法
冷熱時の樹脂内部の収縮応力及び歪みを吸収して緩和することが出来る、インサート部材付きのモールド部材を提供するために、樹脂で形成されるモールド部材本体と、前記モールド部材本体に金属,セラミックス,樹脂、あるいはこ
れらの材料を組み合わせた複合材料からなる部品がインサートされている樹脂モールド部材において、インサート部材の外周、少なくとも角部,突起部,段差部の近傍に空隙を設けると同時に、インサート部材の外周部に空隙無くモールド樹脂とインサート部材を連続モールドした個所も合わせて形成されている構成とした。容易な製造方法で、冷熱耐久におけるインサート部材と樹脂の線膨張係数の差から発生する樹脂のクラックを回避しうる、高信頼インサート部材付きモールド部材を実現できる。
(もっと読む)
1 - 13 / 13
[ Back to top ]