
Fターム[4F202AH39]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 電気電子装置(←電子部品) (1,555) | 音響機器(←拡声器コーン) (13)
Fターム[4F202AH39]の下位に属するFターム
レコード盤
Fターム[4F202AH39]に分類される特許
1 - 13 / 13
成形用機器
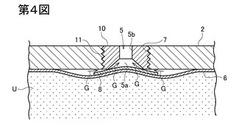
【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型及び成形用機器を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1のキャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置されている。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
樹脂成形体の成形金型装置

【課題】油圧シリンダーを用いずに一方のパンチングブロックを可動構造にすることができる樹脂成形体の成形金型装置の提供を図る。
【解決手段】ガススプリング6によってコア型1の型面1Aから突出配置された可動側のパンチングブロック3は、型締め・射出工程でキャビティ型2の型面2Aに設けた固定側のパンチングブロック4により押圧されて後退移動する。これにより、ガススプリング6の大きなばね力によってパンチングブロック3,4の圧接状態が維持され、樹脂成形体D・Tに多数の穿孔を有する多孔部Gの成形が可能となる。
(もっと読む)
振動板エッジの製造方法
【課題】薄肉の振動板エッジを製造するに当り、厚みの薄さによる破損の発生を防止するとともに、音響特性を大きく向上させた振動板エッジの製造方法を提供する。
【解決手段】成形キャビティ4の周方向の複数箇所に形成した深さ増大域7に、射出ゲート6を配設し、該射出ゲート6からエッジ材料を射出して、エッジ材料を、成形キャビティ4内の周方向に向けて流動させることにより、製造される振動板エッジ10の配向方向を前記周方向とする。
(もっと読む)
音響用部材の製造方法
【課題】エッジの成形後に切断作業を行う必要がなく、良好な製品特性が維持されたエッジを備えた音響用部材を得ること。
【解決手段】音響装置フレームFに装着されるガスケット3と、ガスケットに接合され且つガスケットを形成する材質よりも軟質材で形成されたエッジ4と、を備える音響用部材1の製造方法であって、エッジの射出成形時に、音響用部材の軸線O方向に開口し、且つガスケットとエッジとの接合面3aに向くピンゲート46から成形用金型のキャビティ内に溶融樹脂を射出して、ガスケットに接合される接合部12の軸線方向の肉厚を、ガスケットよりも径方向の内側に配設される他の部分(10、11、13)の肉厚よりも厚く成形し、ガスケットの径方向の内側に連続し、且つピンゲートの開口方向の前方側に位置するエッジの面が、接合面と同一平面上、又は接合面よりもピンゲートの開口方向の前方側に位置している音響用部材の製造方法を提供する。
(もっと読む)
バッフルまたは補強材のリバースモールディング
バッフルまたは補強材(170)を形成する方法は、金型(105)の第1のキャビティ(130)中で膨張性材料(180)をモールディングすることと、金型(105)の第2のキャビティ(135)中で膨張性材料上にキャリア材料(175)をオーバーモールディングすることとを含む。  (もっと読む)
(もっと読む)
吸音部材の成形型および吸音部材の成形方法
【課題】吸音性能が向上した吸音部材を効率良く成形し得ると共に型製作費用を抑え得る成形型と、成形効率を向上させた吸音部材の成形方法を提供する。
【解決手段】第2型42における成形凹部48の成形面48Aに、該第2型42の外部と連通する開口部50を設ける。開口部50には、複数の排気口64を有するベント部材60が配設され、成形凹部48および型の外部は各排気口64により連通する。ベント部材60における各排気口64の開口総面積が、該ベント部材60を含めた成形面48Aの面積の1〜15%に設定されている。従って、成形素材から吸音部材10を成形するに際し、成形凹部48へ膨張する該成形素材により該成形凹部48の空気が型の外部へ効率的に排出されるので、該成形素材が成形面48Aに接触するタイミングを早めることができ、吸音部材10の吸音小室16を適切に成形し得る。
(もっと読む)
成形用金型とそれを用いた樹脂振動板の製造方法
【課題】厚みの不均一な樹脂振動板を、ひけや空隙などを生じさせること無く成形する方法を提供する。
【解決手段】凹金型5および凸金型4と、これらの金型を嵌合、組合せることで内部に外方へ向けて徐々に断面積が大きくなる略円錐形状の成形用キャビティ10と、この成形用キャビティ10へ樹脂を注入、充填するためのゲート部9と、前記凹金型5あるいは凸金型4の少なくとも一方に設けた離型用のイジェクトピン8からなり、前記成形用キャビティ10の外周部に断面積を小さくするための絞り部7を設けた成形用金型3を用いた。
(もっと読む)
離型抵抗が大きい領域と小さい領域を持つ成形品を成形するための射出成形用金型
【技術課題】離型抵抗の大きい領域と小さい領域を持つ成形品を射出成形する際、離型抵抗の大きい部分に変形を生じさせない成形方法とその金型を提供する。
【解決手段】音孔部2などを有することにより、離型抵抗の大きい領域と小さい領域を持つ成形品1の離型持に、離型抵抗の大きい領域と小さい領域に別けて突出駒4、8を設け、この突出駒4、8は、離型開始直後は同時に上昇し、離型抵抗の大きい領域から音孔成形用のピン2aの一部が離れたところで突出駒4の上昇を止め、突出駒8だけを上昇させて成形品1の離型を行う。このようにすると、離型抵抗の大きい領域に負荷が集中せず、この離型抵抗の大きい部分に変形が生じない。
(もっと読む)
音響振動板及び音響振動板製造方法
【課題】熱可塑性エラストマーの優れた機能を用い、成形方向による弾性率、伸びの相違を改善した。
【解決手段】本発明の音響振動板は、熱可塑性エラストマーを用いたエッジ9は、ゴム粒子径が一定で小さく均一に分散しているソフトセグメントを有し、ハードセグメントであるオレフィン樹脂量が少なくても加工性を有するポリオレフィン系エラストマーを材料として用い、射出成形における薄肉成形によって材料の物性が異方性を生じないような配向となる半径方向及び円周方向の伸び率が同等22の形状とするものである。
(もっと読む)
樹脂成形品の成形方法並びに成形金型
【課題】微細孔を有する樹脂成形品の成形方法並びに成形金型であって、一般用突出し機構部と微細孔用突出し機構部との干渉を避けて、艶ムラ等を防止するとともに、突出しピンの調整作業を簡素化する。
【解決手段】成形金型40は、型締め、型開き可能な成形上下型50,60と、成形下型60内に介装される一般用突出し機構部70と、微細孔用突出し機構部80とから構成されており、微細孔用突出し機構部80は、スプリング83と、一般用突出し機構部70のエジェクタプレート71に引き上げられるウレタンブッシュ84との併用でエジェクタプレート81を駆動させることで、スプリング83のバネ圧を低く設定でき、一般用突出し機構部70と、微細孔用突出し機構部80との干渉を避けて、突出しピン73の調整作業を簡素化するとともに、艶ムラ等の成形不良を回避する。
(もっと読む)
携帯機器用スピーカの振動板、その製造方法及びその製造方法に用いられる製造装置
【課題】 携帯電話機の画面上に設けられるスピーカ用の振動板を射出成形法を用いて製造する場合に、樹脂材料通路の跡を除去する作業を不要にして、振動板の製造工数を削減する。
【解決手段】 可動型25と固定型26とを型閉じして、可動型25の第1成形面39と固定型26の第2成形面32とにより振動部成形用キャビティ及び保持部成形用キャビティを形成する。樹脂材料を、振動部の弾性部が接合する面に対応する箇所から振動部成形用キャビティに流入させるとともに、保持部成形用キャビティに流入させる。これにより得られた一次成形品を第1成形面30に保持した状態で型開きする。可動型25を移動させて一次成形品を固定型26の第3成形面34と対向させて型閉じし、弾性部成形用キャビティを形成する。弾性部成形用キャビティに弾性材料を流入させる。この弾性材料により一次成形品に残った樹脂材料通路の跡を覆って隠す。
(もっと読む)
吸音体の製造方法及びこの製造方法によって得られる吸音体並びに吸音構造体
【課題】 生産性及び品質安定性に優れ、かつ、一定の周波数帯の騒音のみを吸音することのできる吸音体の製造方法の提供を目的とする。
【解決手段】 表裏面に形成されたスキン層と、このスキン層に挟まれ多数の空隙を備えた空隙層とを有し、一方のスキン層を貫通し他方のスキン層まで到達しない深さの孔を複数形成した吸音体の製造方法であって、固定型、移動型及びキャビティ内に出没自在に設けられた少なくとも一つのピンを備えた金型を準備し、前記キャビティに樹脂材料を充填して前記吸音体を成形する過程で前記ピンを前記キャビティ内に突出させ、前記吸音体の成形と同時に前記孔を形成する工程
を有する方法とした。
(もっと読む)
スピーカーグリル部の金型構造
【課題】 本発明は金型のキャビティ内に少なくとも一方の型から多数のピンが突設されており、前記のピンの先端と他方の金型が接する事により多数の孔の開いたスピーカーグリルを製造する際にパンチング部の流動性を確保し充填不良やウエルドマーク、フローマークなどの外観不良を防止する
【解決手段】 本発明の金型構造は少なくとも一方の金型にスピーカーグリルを形成する為の多数のピンが突設されており、ピンの先端と他方の金型が接する事により多数の孔の開いたパンチング部を製造する金型構造において、多数のピンが突設された部分に対応する金型部分は少なくとも一方又は他方又は両方が入れ子型で形成されており、前記入れ子型に加熱装置を設けた事を特徴とした金型構造である。
(もっと読む)
1 - 13 / 13
[ Back to top ]